約束噴射Al-20Si合金沉積坯的形狀及顯微組織
2017-09-03 10:30:23劉英莉尹建成鐘毅陳業高楊環張八淇姜瑛
哈爾濱工程大學學報 2017年8期
劉英莉,尹建成,鐘毅,陳業高,楊環,張八淇,姜瑛
(1.昆明理工大學 信息工程與自動化學院,云南 昆明 650500; 2.昆明理工大學 材料科學與工程學院,云南 昆明 650093)
約束噴射Al-20Si合金沉積坯的形狀及顯微組織
劉英莉1,2,尹建成2,鐘毅2,陳業高2,楊環2,張八淇2,姜瑛1
(1.昆明理工大學 信息工程與自動化學院,云南 昆明 650500; 2.昆明理工大學 材料科學與工程學院,云南 昆明 650093)
針對噴射沉積區域與連續擠壓機輪槽不匹配的問題,本文采用雙盤流型控制器約束霧化射流,研究熔體溫度和霧化氣體壓力對Al-20Si合金沉積坯形狀及微觀組織的影響。結果表明:在0.10~0.25 MPa的范圍內,隨霧化氣體壓力的增加,合金沉積坯變得越來越窄且高度不斷增加。隨霧化氣體壓力的增大,合金中初晶Si的等效直徑先急劇減小,而后緩慢增加。在熔體溫度為829 ℃,霧化氣體壓力為0.2 MPa時,獲得的沉積坯的Si顆粒尺寸細小、分布均勻,且沉積坯寬度較小。研究結果可為噴射沉積連續擠壓試驗參數的優化提供參考。
Al-20Si合金; 沉積坯; 形狀控制; 微觀組織; 噴射沉積連續擠壓; 約束噴射沉積; 雙盤流型控制器
噴射沉積連續擠壓(spray Conform, SC)是2013年提出的一種用于制備高合金材料的近凈成形新技術[1]。其原理為:合金熔液在惰性氣體的作用下霧化為熔滴,并沉積在連續擠壓機的擠壓輪槽內,尚處于高溫狀態的沉積坯隨擠壓輪旋轉,至堵頭處受阻而轉入模腔,在模具作用下形成制品。研究表明,SC法可連續制備出高致密的Al-20Si合金,其抗拉強度和延伸率可達到214 MPa和9.2%,分別為鑄態合金的2.5倍和3.2倍,且耐磨性能優良[2]。SC法制備的7075鋁合金的晶粒細小,且含有少量析出相和部分再結晶組織,經回歸再時效處理后,鋁合金基體內出現彌散分布的納米級AlCu和MgZn2沉淀相[3]。
傳統的噴射沉積技術是采用惰性氣體霧化合金熔液,在無任何約束的情況下,霧化液滴沉積在底托上形成沉積坯,此時霧化液滴的沉積區域較寬(>100 mm),遠遠超出了常規連續擠壓機輪槽的寬度(10~28 mm)。因此,在自由噴射的情況下,會有大量的合金熔滴沉積在輪槽之外,將造成原料的巨大浪費。
課題組曾采用四輥流型控制器約束霧化射流。試驗結果表明,在合適的工藝條件下,四輥流型控制器可有效地將霧化射流約束在寬約10~20 mm 的狹長區域內。然而,在試驗過程中經常出現粘輥的現象,即合金熔滴粘在小輥表面形成粘附層,若粘附層不能與小輥脫開,后續液滴的進一步沉積會使粘附層逐漸變厚,當粘附層厚到一定程度時,兩小輥會因表面接觸而咬死,致使試驗中斷。
在前期研究的基礎上,課題組提出了采用雙旋轉盤約束霧化射流的構想,即在霧化錐角較小的霧化器氣體出口處,對稱放置一對高速旋轉的圓盤。霧化過程中合金液滴從雙旋轉盤間飛出,在狹長的區域內沉積成窄條狀沉積坯[4]。本文采用雙旋轉盤約束霧化射流,研究熔體溫度和霧化氣體壓力對Al-20Si合金噴射沉積坯形狀及微觀組織的影響,獲得適合噴射沉積連續擠壓技術的試驗參數,為該技術的參數優化積累數據。
1 試樣制備與試驗方法
1.1 合金及試驗裝置
采用99.5%(質量百分數,%)的工業純鋁和Al-50Si(質量百分數,%)中間合金配制Al-20Si合金。先將盛有Al 錠的石墨坩堝置于中頻感應爐內,加熱到900 ℃進行熔煉;Al 錠全部熔化后加入Al-50Si合金;待Al-50Si合金全部熔化后,保溫0.5 h,并對熔體進行除氣、除渣,然后進行澆鑄,獲得Al-20Si(質量百分數,%)合金。將Al-20Si合金在雙旋轉盤約束下進行噴射沉積試驗,噴射沉積試驗裝置示意圖如圖1所示。
1.2 試驗過程
鑒于Al-20Si合金的液相線溫度為689 ℃[5],
本文將Al-20Si合金的熔液溫度分別設定為829 ℃和859 ℃。具體試驗參數列于表1。
首先將Al-20Si合金在電阻爐內加熱至預設溫度(829 ℃或859 ℃),保溫0.5 h。然后,調整圖1中雙盤轉速至1 600 r/min,并從爐中取出合金熔液,打開氮氣閥門,調整氣體壓力,將Al-20Si合金熔體倒入圖1所示的漏斗中。合金熔液被霧化器中的高速惰性氣體霧化后,液滴在兩盤中間飛行,最后沉積在基底上,形成沉積坯。

圖1 約束噴射沉積示意圖Fig.1 Schematic diagram of constrained spray deposition

過程參數參數值霧化氣體N2氣體壓力/MPa01、015、02、025噴嘴直徑/mm4熔液溫度/℃829、859噴射高度/mm350雙盤轉速/(r·min-1)1600雙盤夾角/(°)7
從不同試驗條件下獲得的沉積坯中部取長約10~15 mm的試樣制備金相試樣,利用LEICA DMI 5 000 M光學金相顯微鏡觀測金相組織,并借助Image-Pro Plus 圖形分析軟件對合金中的Si顆粒尺寸進行定量分析。最后,分析熔體溫度和霧化氣體壓力對Al-20Si合金噴射沉積微觀組織的影響。
2 試驗結果與討論
2.1 噴射沉積坯形貌
兩種熔體溫度下的合金沉積坯如圖2所示。可以看出,兩種熔體溫度下,氣壓為0.1 MPa時,沉積坯的表面都有較厚的液相凝固現象。這是由于氣體壓力過低,致使霧化效果不好,Al-20Si合金熔液基本上未經霧化,直接以液相為主的方式沉積在基底上而造成的。
圖3為不同熔體溫度下沉積坯的橫截面形貌圖。可見坯料寬度約22~60 mm,高度19~55 mm。由圖3可以看出,隨著氣壓的增大,沉積坯的高度不斷增加,而寬度逐漸減小。當氣體壓力為0.1 MPa時,霧化效果較差,液滴中的液相分數較大,此時,沉積坯在氣流的沖擊下可展寬至約60 mm。隨著氣壓的增大,霧化效果越來越好,坯料寬度也越來越窄。但當氣體壓力達到0.25 MPa時,開始出現粘盤現象,即鋁合金圓片不斷從兩旋轉盤間甩出,尺寸較大的圓鋁片如圖4所示。
相對而言,當氣體壓力為0.15 MPa和0.20 MPa時,沉積坯的形貌更為理想。在氣壓為0.15 MPa,熔體溫度為829 ℃時,沉積坯的最大寬度為34 mm,熔體溫度為859 ℃時,沉積坯的最大寬度為35 mm。在氣壓為0.20 MPa,熔體溫度為829 ℃時,沉積坯的最大寬度為27 mm,熔體溫度為859 ℃時,沉積坯的最大寬度為28 mm。

圖3 Al-20Si合金沉積坯的橫截面Fig.3 Cross sections of Al-20Si alloy deposit preforms
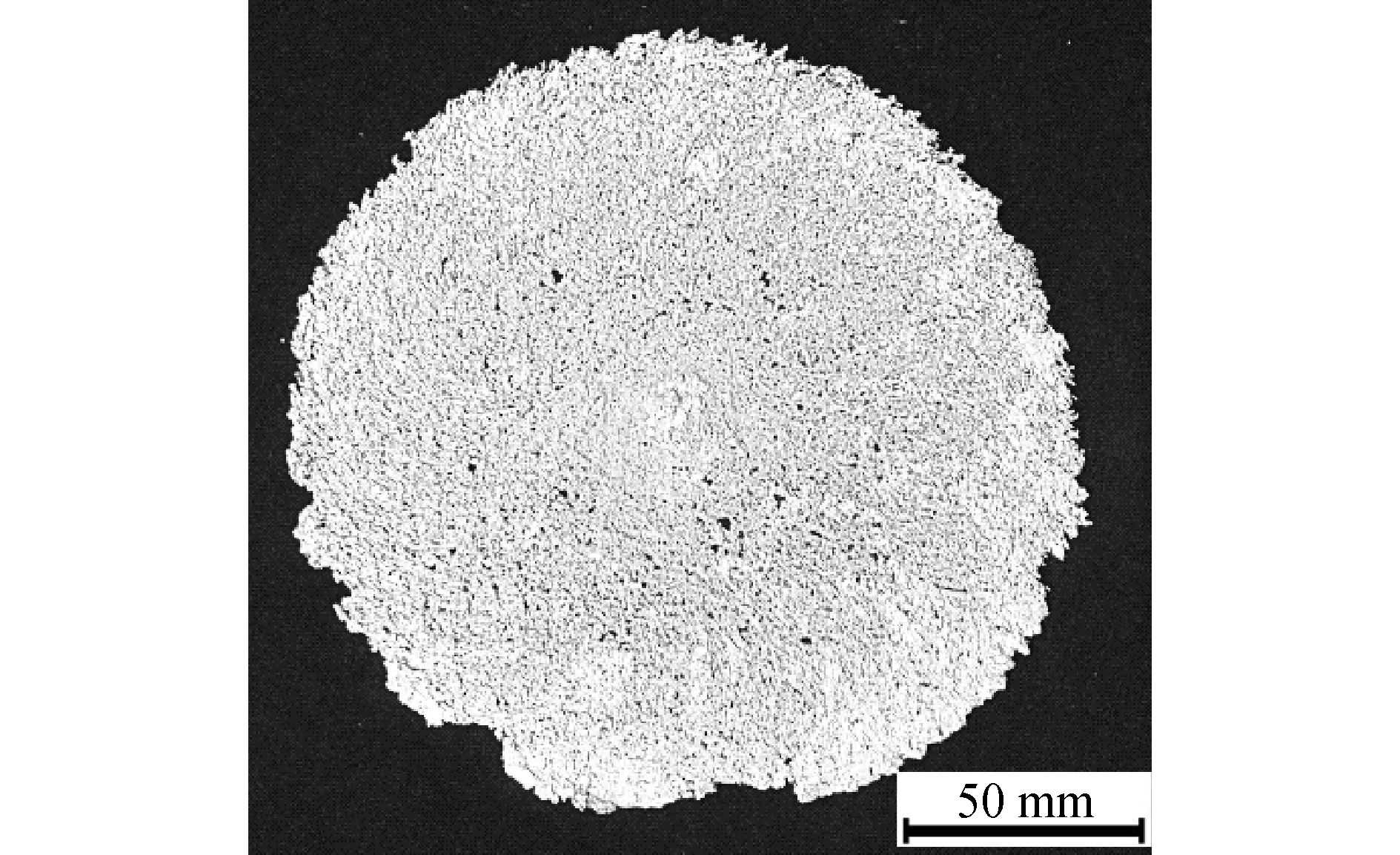
圖4 大尺寸圓鋁片Fig.4 Large aluminum disc
表2給出了不同試驗條件下獲得的沉積坯的收得率。數據表明,兩種熔體溫度下,隨著氣壓的增大,沉積坯的收得率都在不斷下降。原因是隨著霧化氣壓的增大,氣體出口速度不斷增加,渦流界面層流動劇烈,金屬液霧化成非常細小的顆粒,急速噴射到沉積底托上,形成過噴粉末而被吹走,致使其收得率較低。因此,綜合考慮沉積坯寬度和收得率,熔體溫度為829 ℃,惰性氣體壓力為0.20 MPa時,Al-20Si合金的沉積坯更令人滿意。此時,沉積坯的最大寬度為27 mm,基本滿足噴射沉積連續擠壓的要求。
2.2 噴射沉積坯微觀組織
沉積坯的顯微組織如圖5和圖6所示。可以看出,在氣壓為0.10 MPa和0.15 MPa時,Al-20Si合金的顯微組織中初晶硅相的形貌較復雜,主要以帶尖角的不規則多邊形為主,其余部分多呈長條形并夾雜一定數量的孔洞。另外,此時初晶硅顆粒的平均尺寸也較大且分布較不均勻,團聚現象比較嚴重。當氣壓為0.20 MPa和0.25 MPa時,顯微組織已明顯球化、尺寸較小,且分布均勻,孔隙也較少。這說明氣壓對初晶硅相的細化效果影響較大,兩種熔體溫度下,隨著氣壓的增加,初晶硅相的尺寸不斷減小,且圓整度也越來越好。

表2 Al-20Si合金沉積坯的收得率
為了定量分析Al-20Si合金沉積坯的微觀組織,采用Image-Pro Plus軟件對圖5和圖6所示金相組織進行統計分析,并計算初晶Si的等效直徑[6]:
(1)
式中:D代表平均等效直徑,Sk代表第k個初晶硅顆粒的面積。Sk通過Image-Pro Plus軟件從圖5和圖6中獲得。
圖7為不同熔體溫度、不同氣壓下噴射沉積Al-20Si合金的初晶Si等效直徑。可知,惰性氣體壓力從0.10 MPa增加到0.20 MPa時,初晶Si等效直徑隨著氣壓的增加而急劇減小。當熔體溫度為829 ℃時,初晶Si等效直徑由0.10 MPa的11.69 μm減小至0.20 MPa的2.35 μm。

圖5 Al-20Si合金的顯微組織(829 ℃)Fig.5 Microstructures of spray-formed Al-20Si alloy(829 ℃)

圖6 Al-20Si合金的顯微組織(859 ℃)Fig.6 Microstructures of spray-formed Al-20Si alloy(859 ℃)

圖7 氣壓對Al-20Si合金中初晶Si顆粒等效直徑的影響Fig.7 Variation of the equivalent diameter of the primary silicon particles of Al-20Si alloy with gas pressure
熔體溫度為859 ℃時,初晶Si等效直徑由0.10 MPa的14.60 μm減小至0.20 MPa的3.93 μm。同時還可看出,相同氣壓條件下,829 ℃比859 ℃的初晶Si等效直徑更小。
眾所周知,氣壓越大,氣體的動能越大,初始破碎也變得更加強烈。同時,氣壓增大還會提高液滴與氣體的相對速度,降低可被二次破碎的液滴的臨界尺寸,使得參與第二次破碎的液滴變多。因此,增大氣體壓力會使最終得到的液滴更為細小,尺寸分布更加集中[7]。另外,氣壓越大,熱交換越劇烈,Al-20Si合金熔液破碎后冷卻速度也越快,初晶硅的生長受到抑制,導致初晶硅等效直徑減小。從而呈現出初晶Si等效直徑隨氣壓增大而減小的趨勢。
Al-20Si合金熔液溫度升高后,潛熱就會增多,使得熱交換負荷加劇,冷卻速度下降,導致晶粒長大速度變快。于是便出現了初晶Si等效直徑隨熔液溫度的升高而變大的現象。
值得注意的是,由圖7還可看出,當氣體壓力從0.20 MPa增加到0.25 MPa時,還出現了初晶Si等效直徑異常長大的現象。A. Unal在采用限制性噴嘴研究工藝參數對2014鋁合金粉末尺寸的影響時也觀察到類似現象[8],即在霧化氣體壓力由1.05 MPa升至2.12 MPa的過程中,粉末直徑先減小而后增加,在氣壓為1.56 MPa時,粉末尺寸達到最小值。作者認為,較高的氣壓會導致噴嘴的過度膨脹,在氣體出口與初次破碎點之間會形成強烈震動,導致氣體速度明顯下降,進而影響霧化效果。
然而,本文采用的霧化氣壓較低(0.10~0.25 MPa),且噴嘴為非限制型噴嘴,利用計算流體動力學軟件Fluent對該霧化過程的模擬結果表明,在軸向距離約為0.125 m(氣流交匯處)時,隨氣壓的增加,氣體的軸向速度不斷增大,并未出現氣體速度下降的現象,如圖8所示。可見,0.25 MPa下初晶Si相尺寸的異常變大另有原因。
前已述及,當霧化氣壓達到0.25 MPa時,會有鋁合金圓片不斷從兩旋轉盤間甩出。眾所周知,霧化錐中液滴的尺寸差異較大,靠中心軸線處液滴尺寸較大,而靠近霧化錐外圍的液滴尺寸較小。霧化錐外圍的小液滴與旋轉盤接觸的幾率較大,易粘在旋轉盤表面形成大圓片。因此最終沉積下來形成沉積坯的液滴的平均尺寸相對較大,致使其冷卻速度較低,初晶Si相粗化。

圖8 不同氣體壓力下的氣體軸向速度曲線Fig.8 Axis velocity distribution under different gas pressure
此外,文獻[9-10]中還指出,噴射沉積過程中初晶Si的細化主要來自兩方面的貢獻:1)霧化階段較高的冷卻速度,增加了熔體的形核率;2)液滴在沉積時的沖擊也會造成初生Si相的破碎。當氣體壓力為0.25 MPa時,部分液滴粘在旋轉盤表面,使得旋轉盤表面變得粗糙,粗糙的表面以及不斷飛出的圓片都會干擾霧化射流,極有可能減緩液滴的飛行速度。較低的液滴速度也會弱化因沖擊而造成的Si相破碎的效果。
綜上可知,氣壓為0.25 MPa時,初晶Si相的異常長大很可能與粘盤現象有關。一方面,粘盤使得形成沉積坯的液滴平均尺寸變大,冷卻速度下降;另一方面,粘盤會降低液滴的飛行速度,弱化沖擊破碎的效果。
3 結論
1)隨著霧化氣體壓力的增加,合金沉積坯變得越來越窄且高度不斷增加;但當氣壓達到0.25 MPa時,出現了粘盤現象。
2)隨著霧化氣體壓力的增加,初晶硅等效直徑先減小而后增大;在0.20 MPa附近,Al-20Si合金中硅顆粒的尺寸達到最小值。
3)霧化氣體壓力為0.20 MPa時,829 ℃比859 ℃時的Si顆粒尺寸更小,更適合作為噴射沉積連續擠壓的試驗參數。
[1] 汪創偉,尹建成,周靜波,等. 噴射沉積連續擠壓制備
2A12鋁合金[J]. 中國有色金屬學報, 2013, 23(4): 957-963. WANG Chuangwei, YIN Jiancheng, ZHOU Jingbo, et al. 2A12 aluminum alloy produced by spray forming Conform[J].The Chinese journal of nonferrous metals, 2013, 23(4): 957-963.
[2] 李昊. 噴射沉積連續擠壓Al-20Si合金組織與性能研究[D].昆明: 昆明理工大學, 2015: 51-55 LI Hao. Study on microstructure and properties of Al-20Si alloy prepared by spray conform[D]. Kunming: Kunming University of Science and Technology, 2015: 51-55.
[3] CHEN Y G, ZHONG Y, YIN J C, et al. Spray conform 7075 Al[J]. RSC Adv, 2015, 5(118): 97612-97618.
[4] 劉英莉,尹建成,鄭大亮,等.一種與連續擠壓機匹配的噴射沉積裝置[P].中國:CN 203346464 U.2013.12.18. LIU Yingli, YIN Jiancheng, ZHENG Daliang, et al. A spray deposition device matching a continuous extrusion. [P].China:CN 203346464 U.2013.12.18.
[5] 左克生. 過共晶Al-Si合金凝固組織研究[D].沈陽: 東北大學, 2012: 39. ZUO Kesheng. Study on the solidification structures of hypereutecticAl-Si alloy[D]. Shenyang: Northeastern University, 2012: 39.
[6] 吳龍彪,肖寒,王佳,等. 重熔工藝對應變誘導熔化激活法制備ZCuSn10 銅合金半固態組織的影響[J]. 中國有色金屬學報, 2013, 23(12): 3302-3307. WU Longbiao, XIAO Han, WANG Jia, et al. Effect of remelting process on microstructure of semi-solid ZCuSn10 copper alloy fabricated by strain induced melt activated method[J]. The Chinese journal of nonferrous metals, 2013, 23(12): 3302-3307.
[7] 丁國陸,李華倫,勾宏圖,等. 鋁合金低壓氣霧化技術研究[J]. 粉末冶金技術, 1996, 14(2): 96-101. DING Guolun, LI Hualun, GOU Hongtu, et al. Study of low pressure gas atomization technology of alominium alloy[J]. Powder metallurgy technology, 1996, 14(2): 96-101.
[8] UNAL A. Effect of processing variables on particle size in gas atomization of rapidly solidified aluminium powders[J]. Materials science and technology, 1987, 3: 1029-1039.
[9] YAMAGATA H, KASPRZAK W, ANIOLEK M, et al. The effect of average cooling rates on the microstructure of the Al-20% Si high pressure die casting alloy used for monolithic cylinder blocks[J]. Journal of materials processing technology, 2008(203): 333-341.
[10] ZUO M, LIU X F, SUN Q Q, et al. Effect of rapid solidification on the microstructure and refining performance of an Al-Si-P master alloy[J]. Journal of materials processing technology, 2009, 209(15/16): 5504-5508.
本文引用格式:
劉英莉,尹建成,鐘毅,等. 約束噴射Al-20Si合金沉積坯的形狀及顯微組織[J]. 哈爾濱工程大學學報, 2017, 38(8): 1273 -1277.
LIU Yingli, YIN Jiancheng, Zhong Yi, et al. Shape and microstructure of constrained spray formed Al-20Si alloy[J]. Journal of Harbin Engineering University, 2017, 38(8): 1273-1277.
Shape and microstructure of constrained spray formed Al-20Si alloy
LIU Yingli1,2, YIN Jiancheng2, Zhong Yi2, CHEN Yegao2, YANG Huan2, ZHANG Baqi2, JIANG Ying1
(1.School of Information Engineering and Automation, Kunming University of Science and Technology, Kunming 650500, China; 2.School of Materials Science and Engineering, Kunming University of Science and Technology, Kunming 650093, China)
To solve the problem of mismatch between a wide spray plume and the wheel groove of a continuous extruder, a double-disk spray pattern controller was used to confine and control the shape of the spray plume. The effect of metal temperature and gas pressure on the shape and microstructure of spray-formed Al-20Si alloy was investigated. Results indicate that higher gas pressure in the range of 0.10 MPa~0.25 MPa can lead to a higher and narrower deposited preform. The equivalent diameter of the primary silicon particles in alloy initially decreases and then gradually increases as the gas pressure increases. When the melt temperature is 829 ℃ and the gas pressure is 0.2 MPa, a narrow deposited preform with fine and uniform distribution of Si phase can be obtained. The results can provide a reference for parameter optimization of spray Conform.
Al-20Si alloy; deposited preform; shape control; microstructure; spray Conform; constrained spray deposition; double disk spray pattern controller
2016-04-28.
日期:2017-06-05.
國家自然科學基金項目(50874055,51467007);云南省自然科學基金重點項目(2007E0013Z);云南省教育廳科學研究基金項目(2016ZZX041).
劉英莉(1978-), 女, 講師,博士研究生; 鐘毅(1964-),男,教授,博士生導師; 尹建成(1978-),男,副教授.
尹建成, E-mail:yjc_2002@126.com.
10.11990/jheu.20160304087
TG146.2
A
1006-7043(2017)08-1273-05
網絡出版地址:http://www.cnki.net/kcms/detail/23.1390.u.20170605.1416.002.html