TA15粉末冶金產(chǎn)品熱等靜壓成形工藝過程的數(shù)值模擬
2017-09-04 03:18:17鄧太慶林巖松
宇航材料工藝 2017年4期
關(guān)鍵詞:工藝
王 冰 紀 瑋 鄧太慶 趙 豐 林巖松
(航天材料及工藝研究所,北京 100076)
TA15粉末冶金產(chǎn)品熱等靜壓成形工藝過程的數(shù)值模擬
王 冰 紀 瑋 鄧太慶 趙 豐 林巖松
(航天材料及工藝研究所,北京 100076)
文 摘 針對高品質(zhì)粉末冶金新產(chǎn)品的研發(fā),為了減少其研發(fā)周期、降低試驗成本,采用Marc模擬軟件,對軸承座產(chǎn)品的熱等靜壓近凈成形過程進行了有限元數(shù)值模擬。結(jié)果表明:經(jīng)工藝成形后,產(chǎn)品幾何外形尺寸變化較大,相對密度整體達到0.98,局部尖端位置相對密度僅為0.85,對此提出了改進包套結(jié)構(gòu)和芯模結(jié)構(gòu)形式、局部增加裝粉量等方案,提高局部位置致密度,保證產(chǎn)品整體質(zhì)量,為產(chǎn)品的實際生產(chǎn)提供了理論指導作用。
熱等靜壓,數(shù)值模擬,相對密度
0 引言
粉末冶金熱等靜壓成形工藝具有成形精度高、組織性能好、致密度高、內(nèi)部無缺陷、材料利用率高、生產(chǎn)周期短等優(yōu)勢[1-3],是現(xiàn)代化制造業(yè)中材料成形的重要方法之一。粉末冶金熱等靜壓成形過程較為復雜,涉及到粉末材料的物性參數(shù)、粉末粒徑、包套材料性能、產(chǎn)品結(jié)構(gòu)尺寸、加熱溫度、壓力等匹配問題,因此,在新產(chǎn)品研制開發(fā)階段,只能通過以往經(jīng)驗和反復試驗的方法優(yōu)化生產(chǎn)工藝,實現(xiàn)最終產(chǎn)品的近凈成形,這就造成了材料、人員、周期的浪費;而采用有限元數(shù)值模擬技術(shù),建立產(chǎn)品幾何模型、設置約束條件、施加邊界載荷等,可以對熱等靜壓成形后的產(chǎn)品幾何尺寸、應力應變分布、相對密度分布等數(shù)據(jù)進行分析,了解產(chǎn)品質(zhì)量缺陷的發(fā)生趨勢[4-6],從而反饋并優(yōu)化熱等靜壓成形工藝參數(shù),為實際產(chǎn)品的生產(chǎn)提供理論指導,達到減少研制周期、節(jié)約成本的目的。本文主要針對某軸承座產(chǎn)品的研制開展了熱等靜壓成形過程數(shù)值模擬研究。
1 數(shù)值模型的建立
1.1 本構(gòu)方程
粉末成形較致密化固態(tài)金屬成形更為復雜,顆粒堆積成一個非連續(xù)體,在力的作用下,顆粒之間、顆粒與包套之間均發(fā)生機械和摩擦作用,再加上制品密度、彈塑性性能間的相互影響,其力學行為非常復雜[7-11],其粉末材料的屈服準則具有如下通用形式:
(1)

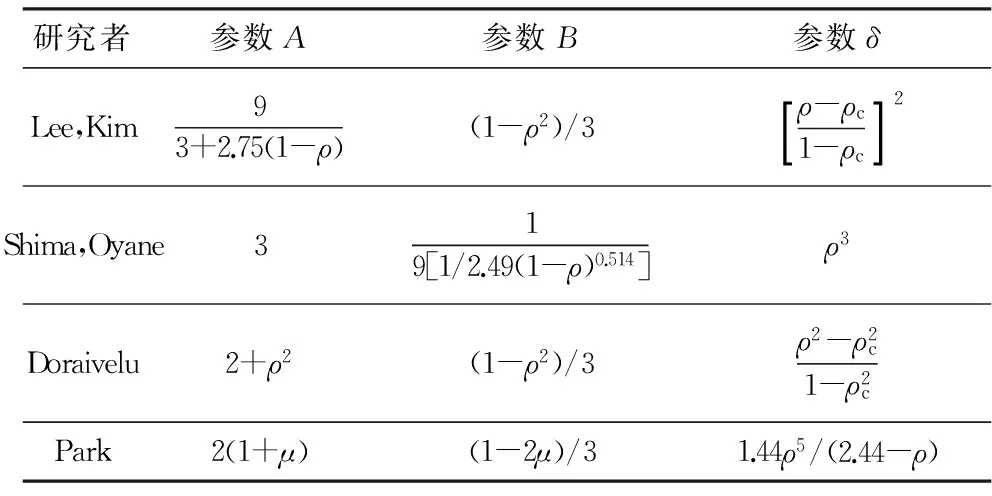
表1 本構(gòu)方程理論
1.2 數(shù)值模型的選擇
粉末熱等靜壓成形過程涉及到幾何非線性、材料非線性、邊界條件非線性等數(shù)學模型的建立[14-16]。
幾何非線性通常關(guān)系到結(jié)構(gòu)行為的改變和結(jié)構(gòu)穩(wěn)定性的喪失,對于熱等靜壓工藝而言,主要涉及到成形過程中的大變形、大應變問題,選用拉格朗日方法即可對其進行描述;材料非線性主要涉及到材料本身的性能,如比熱容、彈性模量、屈服強度等性能參數(shù),將其定義至模型中進行數(shù)學運算;邊界條件非線性是約束材料變形、載荷和溫度施加方式的數(shù)學模型描述,對粉末體與芯模、包套的接觸關(guān)系相匹配,其接觸約束通過直接約束的方式來表達,溫度和靜水壓力均作用在外包套上,同時考慮加載方向隨包套尺寸的改變而變化,作用力方向始終垂直于包套。
2 模型參數(shù)設置
2.1 網(wǎng)格模型與材料參數(shù)
經(jīng)簡化后的軸承座產(chǎn)品模型如圖1所示,其最大直徑為Φ310 mm,高度為150 mm。
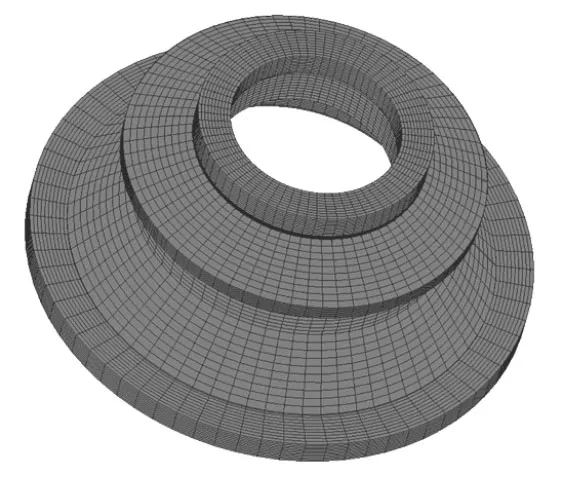
圖1 軸承座產(chǎn)品
采用Marc對包套、軸承座粉末體、芯模分別進行三維網(wǎng)格劃分,單元格總數(shù)為77 790個,其模型截面如圖2所示。金屬粉末材料選擇TA15鈦合金,密度為4.45 g/cm3,初始相對密度設置為0.7;芯模和包套材料均選用20#碳鋼,其物性參數(shù)可在Marc軟件材料性能參數(shù)數(shù)據(jù)庫中進行選擇。
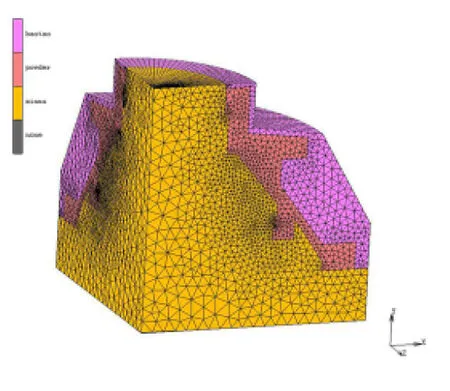
圖2 數(shù)值模型截面Fig.2 Sectional view of numerical model
2.2 邊界條件
熱等靜壓過程采用120 MPa/900℃、保溫2 h的工藝參數(shù)進行模擬,其載荷與溫度由包套外側(cè)向內(nèi)部施加,作用方向均垂直于包套外表面,且隨著工藝過程的進行,包套形狀發(fā)生改變,其力的方向也隨之變化,但其方向仍垂直于包套,直到整個模擬過程結(jié)束。
3 模擬結(jié)果與分析
3.1 零件相對密度分布
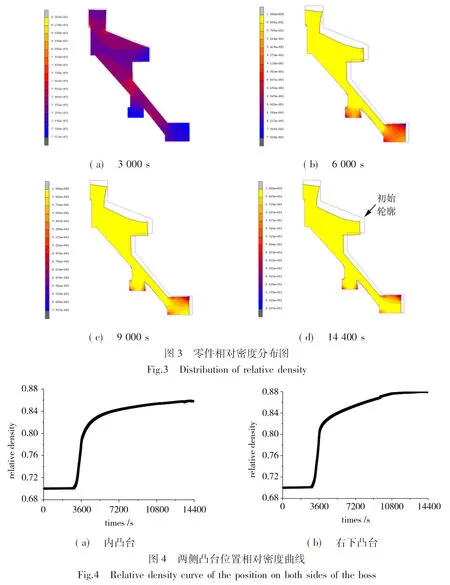
由于軸承座產(chǎn)品為回轉(zhuǎn)體軸對稱結(jié)構(gòu),為了更直觀的對粉末冶金熱等靜壓成形過程進行分析,對模擬結(jié)果進行切片分析,選取零件4個典型工況步進行觀察,如圖3所示:第300步為熱等靜壓工藝的3 000 s,這時處于工藝升溫升壓狀態(tài),壓力為100 MPa,溫度為750℃;第600步、第900步分別為工藝的6 000 s、9 000 s,均為保溫保壓階段,壓力為120 MPa,溫度為900℃;保溫結(jié)束后對壓力和溫度進行卸載,第1440步為熱等靜壓工藝的14 400 s,是整個工藝的結(jié)束點。由圖3可以看出,熱等靜壓3 000 s時,溫度和壓力均未達到設定的最大值,此時,零件外形也隨著包套發(fā)生了一定的形變,粉末體局部密度已經(jīng)開始發(fā)生變化,中心部位的相對密度出現(xiàn)了明顯的梯度分布,外邊緣位置的相對密度變化較小,尤其是內(nèi)凸臺和右下凸臺位置的相對密度未發(fā)生變化;隨著工藝過程的進行,到6 000 s時已到達保溫保壓階段,并持續(xù)了40 min,可見此時零件大多位置的相對密度達到了0.98,而兩個凸臺部位相對密度僅為0.85;從9 000 s至14 400 s過程中,零件形狀持續(xù)發(fā)生改變,相對密度逐漸增加;結(jié)束時,零件整體密度基本達到0.98,局部位置的相對密度也在0.85以上。
由于工藝結(jié)束后零件兩側(cè)凸臺位置仍存在相對密度的梯度變化,對這兩處位置進行相對密度分析,其變化曲線如圖4所示。分析成形工藝過程認為,該現(xiàn)象與溫度和壓力參數(shù)無關(guān),而與零件、包套結(jié)構(gòu)有關(guān)。由于芯部模具的存在,使受力狀態(tài)發(fā)生變化,熱等靜壓的靜水壓力變?yōu)橛赏獠肯騼?nèi)施加的單向壓力,而粉末體在成形過程中相當于帶孔隙的連續(xù)體,因此,在壓力傳遞過程中發(fā)生損耗,尤其是內(nèi)凸臺的尖角位置,壓力不易傳遞,出現(xiàn)明顯的梯度現(xiàn)象;而外部由于邊緣的尖角效應,作用在包套上壓力未完全作用至粉末體上,造成該部位相對密度偏低。
3.2 零件位移量分析
由圖5零件相對位移變化情況可以看出,零件肩部位置變化最大,其肩部最大位移量達到了15 mm,這是因為該位置填充的粉末量最大,其間隙量相對較大,在壓力作用下收縮量達到最大值;而靠近芯部模具的邊緣位置和兩側(cè)凸臺位置的相對位移量較小,僅為5 mm,這與相對密度分布是相對應的,也是造成兩側(cè)凸臺位置相對密度偏低的主要原因。
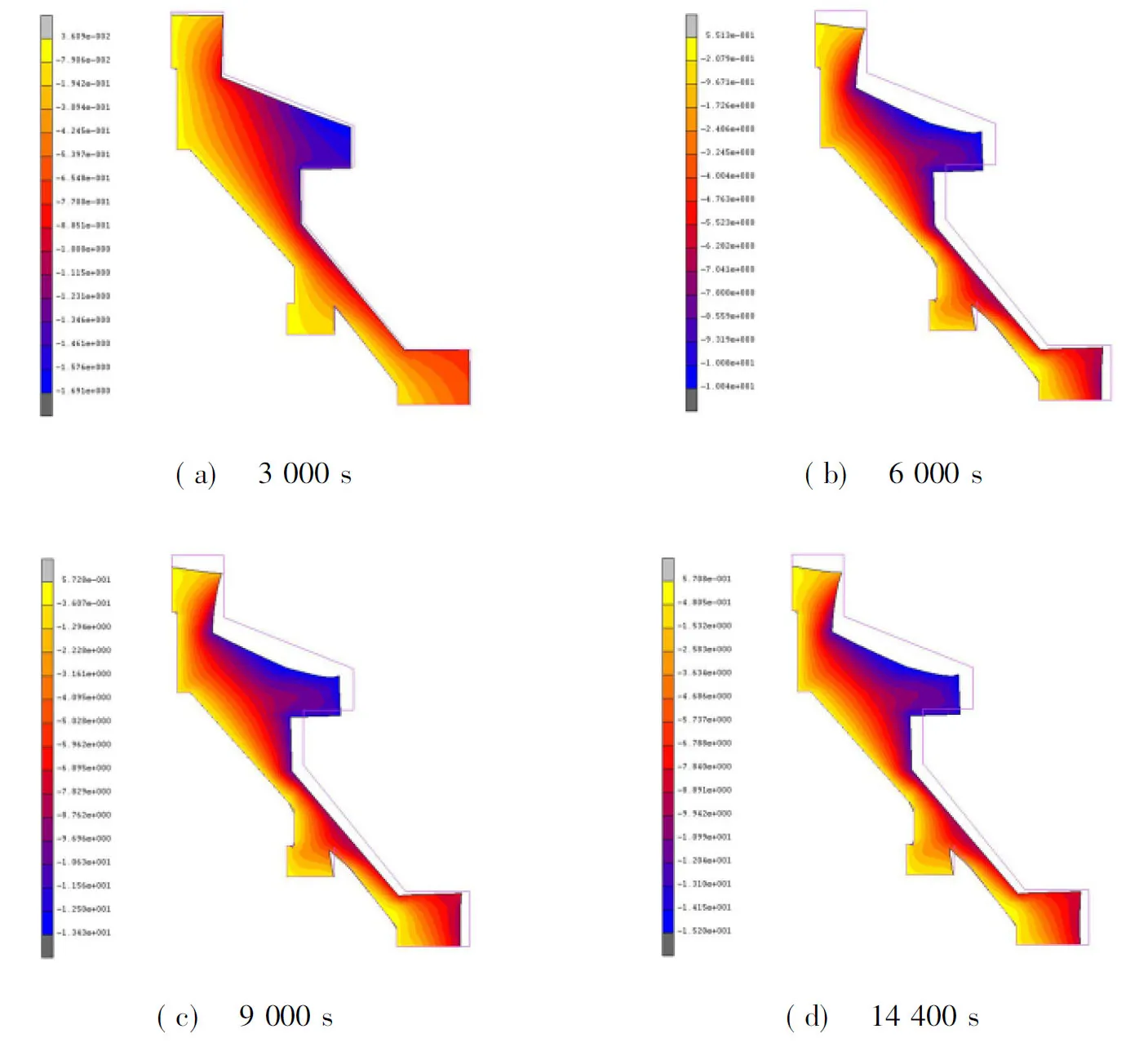
圖5 相對位移變化情況
3.3 對實際生產(chǎn)的指導
通過模擬結(jié)果可以發(fā)現(xiàn),該零件的主要缺陷為局部相對密度偏低導致性能下降,肩部收縮量較大易造成局部材料缺失;針對缺陷存在的風險,建議在零件肩部位置增加5 mm以上的裝粉量,對粉末收縮的尺寸進行補償;在外包套設計上,應采用光滑過渡,避免設計成尖角或棱邊形式,并減小包套局部厚度,有利于外部壓力傳遞;芯部模具可設計為空心結(jié)構(gòu),使外部單向受力變?yōu)閮?nèi)、外雙向受力,提高產(chǎn)品致密度;此外,還應在尖角位置加3 mm以上填粉量,在后續(xù)機加工過程中,將相對密度較低部位去除掉,保留壓實部位,保證產(chǎn)品整體質(zhì)量。實踐證明,經(jīng)改進后的工藝能夠壓制出合格的軸承座毛坯件。
4 結(jié)論
(1)采用Marc軟件對軸承座零件粉末冶金熱等靜壓工藝過程進行模擬,設置了相應的粉體材料、芯模、包套的性能參數(shù),并建立了工藝過程的幾何非線性、材料非線性、邊界條件非線性等數(shù)學模型。
(2)通過熱等靜壓工藝過程的模擬計算,分析結(jié)果可知,采用該熱等靜壓工藝可有效提高材料整體相對密度,但在兩側(cè)凸臺位置仍存在相對密度梯度分布,相對密度0.85左右,而該位置的相對位移量也較小,兩者結(jié)果吻合,易造成產(chǎn)品性能下降;此外,零件肩部位置的收縮量較大,易發(fā)生材料缺失。
(3)根據(jù)模擬結(jié)果和缺陷產(chǎn)生原因的分析,建議在收縮量較大部位和相對密度低的部位增加粉末填充量,保證產(chǎn)品最終尺寸;對于兩側(cè)尖端部位,建議降低包套厚度,并將包套外形設計為光滑過渡,且芯部模具可改為空心結(jié)構(gòu),保證內(nèi)外受力均勻,提高零件整體相對密度,制備出性能、尺寸合格的產(chǎn)品。
[1] 韓鳳麟. 粉末冶金/熱等靜壓零件的生產(chǎn)工藝與設計準則[J]. 粉末冶金技術(shù),2016,34(1):62-63.
[2] 曲選輝,張國慶,章林. 粉末冶金技術(shù)在航空發(fā)動機中的應用[J]. 航空材料學報,2014,34(1):1-3.
[3] 王建忠,湯慧萍,曲選輝,等. 高密度粉末冶金零件制備技術(shù)現(xiàn)狀[J]. 粉末冶金工業(yè),2014,24(3):56-59.
[4] YAO S,LANG L H,BU G L.Comparison of numerical simulation between hot isostatic pressing and warm compaction on Ti-6Al-4V[J]. Forging & Stamping Technology,2013,38(3):156-159.
[5] KHOEI A R,IRANFAR S.3D numerical simulation of elasto-plastic behaviour in powder compaction process using a quasi-nonlinear technique[J]. Journal of Materials Processing Technology,2003,143:886-890.
[6] 王德廣,吳玉程,焦明華.不同壓制工藝對粉末冶金制品性能影響的有限元模擬[J].機械工程,2008(1):206-207.
[7] 劉國承,史玉升,魏青松.316L 粉末熱等靜壓致密化過程數(shù)值模擬[J].華中科技大學學報,2011,39 (10) : 23-27.
[8] 張一文.熱等靜壓技術(shù)新進展[J].粉末冶金工業(yè),2009,19(4) : 32-40.
[9] MARTIN C L,BOUVARD D,SHIMA S. Study of particle rearrangement during powder compaction by the Discrete Element Method[J]. Journal of the Mechanics and Physics of Solids,2003(51):667-693.
[10] RANSING R S,GETHIN D T. Powder compaction modelling via the discrete andfinite element method[J]. Materials and Design,2000(21):263-269.
[11] 果世駒,遲悅,孟飛,等. 粉末冶金高速壓制成形的壓制方程[J]. 粉末冶金材料科學與工程,2006,11(1):24-27.
[12] LEE D N, KIM H S. Plastic yieldbehavior of porous metals[J]. Powder Metallurgy, 1992, 35(4):275-280.
[13] 宋毅,周照耀,賴燕根,等. 鐵粉材料橢球形屈服準則的改進及其參數(shù)分析[C].2011年全國粉末冶金技術(shù)會議暨海峽兩岸粉末冶金技術(shù)研討會論文集,2011:180-184.
[14] 汪俊,李從心. 粉末金屬壓制過程建模方法[J].金屬成形工藝,2000,18(2):1-2.
[15] 汪俊,李從心,阮雪榆. 粉末金屬壓制過程數(shù)值模擬建模方法[J].機械科學與技術(shù),2000,19(3):436-438.
[16] 陳平,肖志瑜,朱權(quán)利,等. 數(shù)值模擬在粉末冶金中的應用概況[J]. 現(xiàn)代制造工程,2004(9):1-3.
Numerical Simulation of Hot Isostatic Pressing for TA15 Titanium Alloy Powder Product
WANG Bing JI Wei DENG Taiqing ZHAO Feng LIN Yansong
(Aerospace Research Institute of Materials & Processing Technology,Beijing 100076)
In order to reduce development cycle and test costs of high quality powder metallurgy new products, hip near net-shape forming process of bushing bearing was simulated by Marc. The results show that product geometric dimensions change greatly and the relative density reached 0.98,the local tip position relative density is only 0.85 by the process of forming. In order to improve the local position density and ensure the overall quality of the product, an improvement program by improving the capsule and mold structure, the local increasing in the amount of powder is proposed. The result has provided theoretical guidance for the actual production by numerical simulation.
Hot isostatic pressing, Numerical simulation, Relative density
2016-12-05
王冰,1984年出生,工程師,主要從事粉末冶金產(chǎn)品及技術(shù)研究工作。E-mail:fevernova9180@163.com
TG376
10.12044/j.issn.1007-2330.2017.04.004
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
