光纖激光切割機切割頭關鍵技術及應用前景
2017-09-06 05:47:12朱鵬程董香龍
鍛壓裝備與制造技術 2017年3期
蔡 誠,朱鵬程,董香龍
(江蘇亞威機床股份有限公司,江蘇 揚州 225200)
光纖激光切割機切割頭關鍵技術及應用前景
蔡 誠,朱鵬程,董香龍
(江蘇亞威機床股份有限公司,江蘇 揚州 225200)
介紹了激光加工技術國內外現狀,重點說明了光纖切割頭的功能部件及關鍵技術,并指出了切割頭的發展方向和應用前景。
激光切割機;切割頭;光纖;調焦;割嘴;非接觸式電容傳感器
以德國、美國、日本、意大利等為代表的少數發達國家主導和控制著全球激光技術和產業發展方向。歐美主要國家在大型制造業如機械、汽車、航空、造船、電子等行業中,基本完成了“光加工”時代。
隨著全球制造業中心向中國轉移,我國數控激光成套設備市場需求年增長速度達50%以上,經過多年的發展,激光技術及裝備從無到有,已逐步形成一定的產業規模[1]。激光產業中的核心技術是制約我國激光行業快速健康發展的重要因素。打破國外技術壟斷,實現進口替代是激光加工發展道路上的重要課題。
1 切割頭的主要組成部分
激光切割技術是利用切割頭將激光器發出的激光聚焦成高功率密度的激光,使照射的材料迅速熔化、汽化、燒蝕或達到燃點,借助與光束同軸的高速氣流吹除熔融物質,從而將工件割開[2]。如圖1所示。
切割頭是激光切割機的重要組成部分,主要由光纖連接塊、準直部分、聚焦部分、保護鏡盒、本體、非接觸式電容傳感器、割嘴及控制系統組成。如圖2所示。
光纖連接塊:光纖導入切割頭的接口部分,常見的有QBH接口、QD接口,還有QCS、RK接口等。
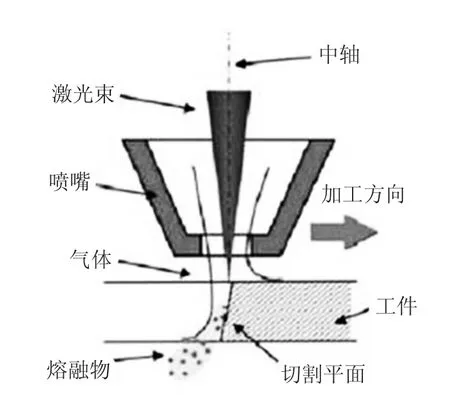
圖1 激光加工技術原理
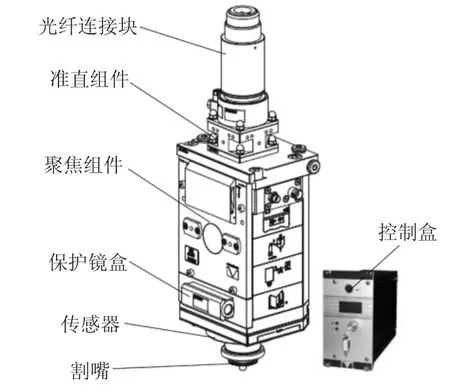
圖2 切割頭主要組成部分
準直組件:將出自光纖的發散光收斂起來,將其拉直或準直。準直組件還包括準直對中部分和水冷卻部分。
聚焦組件:置于本體內,將準直后平行的激光束聚焦,切割工件。通過聚焦組件的調焦部分可以改變焦點位置,以滿足切割不同材料和不同厚度板材的需求。
保護鏡盒:用于將外界與切割頭內部光路隔絕,保證光路密封,防止灰塵和雜質進入光路,延長光纖切割頭的使用壽命。
傳感器及控制盒:能使切割頭與工件表面之間的距離長期、可靠地保持穩定,為獲得最佳的切割質量提供保證。
割嘴:安裝在切割頭前端,是激光束和鋪助氣體的排出通道。輔助氣體經過割嘴內腔后形成高速氣流,將融熔材料吹走,達到切割的目的。
2 主要關鍵技術
2.1 光斑直徑和焦深
如圖3所示,把激光聚焦到焦點時,形成的光斑直徑是計算被加工物上能量密度的重要數值,與激光切割質量有著重要聯系。光纖的光斑直徑取決于準直單元焦距、聚焦單元焦距、光纖芯徑。

圖3 光纖切割頭光路原理圖

以芯徑100μm的光纖,準直100聚焦125為例,

如圖4所示,焦點深度是指在焦點附近能得到與聚焦點處光斑直徑大小基本相同光斑的范圍,變化范圍為±5%[3]。

式中:φ——入射于透鏡的光束直徑;
dFocus——光斑直徑;

圖4 焦點深度
λ——激光束的波長;
Zd——焦點深度;
BPP——光束參數乘積。
2.2 焦點調節
為使激光切割機切割板材精度高且斷面光滑無毛刺,切割頭的焦點控制非常關鍵。切割過程中,割嘴和工件間的距離約為0.5~1.5mm,可以看作一個固定值,這樣就不能通過整體升降切割頭的方式來調節焦點位置。
通常調焦有三種方法:移動聚焦鏡調焦(F軸)、變曲率發射鏡(VRM)調焦、準直調焦。
2.2.1 F軸調焦
如圖5所示,F軸調焦就是改變聚焦鏡的位置來改變焦點位置,聚焦鏡下降,焦點位置就下降;反之,焦點位置上升。如果采用電機驅動聚焦鏡上下運動就可實現自動調焦。

圖5 F軸調焦
2.2.2 變曲率鏡調焦
另一種調焦方法就是在光束進入聚焦鏡之前放置一個變曲率發射鏡,通過改變變曲率鏡背面冷卻水的壓力來改變它的曲率,進而改變光束的發散狀況,達到焦點上下移動的效果。當水壓增加時,變曲率鏡向外彎曲,平行光束經變曲率鏡后變得發散,焦點位置向下移動(相對于零焦點);反之,光束變得收斂,焦點位置向上移動。如圖6所示。
調焦控制過程是利用計算機系統通過光電檢測系統和壓力傳感系統的反饋進行數據處理后,作為變曲率鏡的輸入控制信號輸入計算機,對反饋的信號實時閉環監控,實現對光束質量和聚焦特性的自適應調控,達到調焦的效果。

圖6 變曲率鏡調焦
2.2.3 準直單元調焦與變焦
另外一種調焦方案是通過改變準直單元里的調節透鏡來改變焦點位置。透鏡在光軸上的位置可通過電機驅動,也可手動調節。
為了改變焦點位置,準直單元將沿著光軸方向(Z向)移動,這將導致光斑不再被準直。當準直單元向光纖端(Z軸正向)移動時,光束將變得發散,導致焦點位置將接近工件(向Z軸負向移動)。反之,光束變得收斂,偏離工件方向(向Z軸正向移動)。值得一提的是焦點位置發生變化時,光斑直徑會略微變化。如圖7所示。

圖7 Z方向的聚焦位置
準直單元的透鏡還可以改變準直焦距的方式移動,從而達到改變光斑直徑(變焦)的效果。如圖8所示。
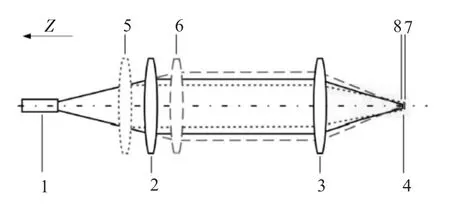
圖8 光斑直徑調節
根據光斑直徑計算公式,當準直焦距變小時,光斑直徑變大;反之,光斑直徑變小。同樣,光斑直徑變化時,焦點位置也略微發生變化。
光斑直徑調節(變焦)的應用意義主要體現在厚板穿孔和厚板切割。
脈沖穿孔時可以合理采用調焦和變焦技術,大大提高穿孔效率。
切割薄板時調小光斑直徑,這樣切縫窄,熱輸入少,能量密度高,熔融能力大,在高速切割中發揮重要作用。切割厚板時調大光斑直徑,切縫寬度增加,有利于熔融金屬順利流淌;而且可以獲得較大的焦深,切割斷面垂直度好(即切縫坡度小),大大提高切割質量[4]。
一般而言,短焦距聚焦鏡(小光斑直徑)適用于薄板切割;長焦距聚焦鏡(大光斑直徑)適用于厚板切割,然而,通過變焦技術可以兼顧短焦距和長焦距的特點,使激光切割機無需人工干預地切割不同厚度和種類的板材,大大提高了生產率。圖9是某切割頭利用變焦技術實現不同板厚切割的實例。
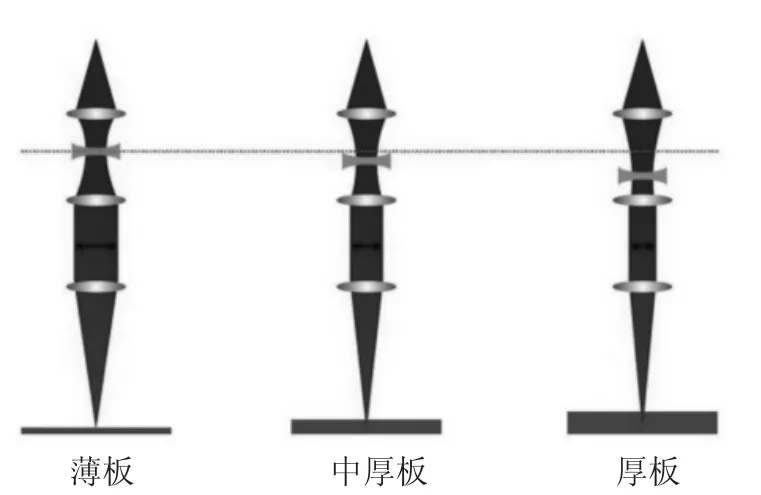
圖9 變焦技術原理圖
2.3 割嘴與傳感器
2.3.1 割嘴
影響激光切割效率的關鍵因素之一就是切割頭中割嘴的形狀及其產生的流場特征。合理的輔助氣體類型與流場不僅能提高加工能力,而且使熱影響區限制在一個很小的范圍內,保證加工質量。這不僅要求割嘴承載較高的氣體壓力,而且要求氣體壓力能全部轉換為氣體的動能將熔融金屬和部分熱量從切口中吹走。
隨著切割板材厚度的增加,需要增加輔助氣體壓力,改善流場結構,把熔融金屬盡快從切口中排出。一個品質優良的割嘴可以依據空氣動力學原理利用割嘴內部結構消除氣流場中的激波,使壓力能全部轉換為速度能,實現超音速出流,從而保證激光切割效率和切割質量[5]。
2.3.2 傳感器
激光切割過程中,切割頭與工件之間的距離是極其重要的因素,直接影響著切割質量。在切割過程中要避免切割頭與工件突起處發生碰撞,造成割嘴、切割頭或工件損壞,就必須在切割頭上安裝專門的傳感器,自動檢測到距離變化并依此自動調節,使切割頭與工件的距離保持一定,從而保證切割質量穩定,增加過程安全性。如圖10所示。

圖10 高度自動調節示意圖
切割頭中用的傳感器多為電容非接觸式傳感器,這種傳感器結構簡單、體積小、分辨力高、發熱小,目前該類傳感器的尖端技術主要掌握在美國、日本和該領域的龍頭企業中,其中德國Precitec公司生產的LasermaticZ最為知名[6]。
3 發展趨勢
隨著激光切割機的日益發展,切割頭的重要性越來越凸顯。近年來自動調焦切割頭的應用越來越廣泛,其中德國Precitec最新產品Procutter采用準直鏡調焦,該系列的自動調焦切割頭頗受激光切割機制造商和客戶青睞。為滿足不同種料不同厚度板材加工的需求,切割頭龍頭企業(如IIVI-HIGHYAG和Precitec)紛紛推出調焦與變焦相結合的切割頭,其中IIVI-HIGHYAG推出的BIMOFSC-MZ系列可獨立設置焦點位置和焦點直徑,其焦點位置可在+10~-30mm調節,放大倍數在1.2~3.2之間[7],在厚板切割中發揮重要作用,尤其是切割厚鋁板或不銹鋼厚板,切割斷面得到保證;德國Precitec在2016年3月慕尼黑上海光博會上新推出Zoom激光切割頭,亦可實現調焦與變焦相結合,旨在引領下一波市場趨勢。
4 結束語
本文詳細介紹了切割頭的調焦和變焦技術以及發展趨勢。隨著鈑金加工市場的快速發展,用戶對切割頭的要求越來越高,越來越多樣化,促使切割頭制造商不斷提高質量、研發新產品,以滿足客戶的需求。
[1]唐霞輝.激光加工技術的應用現狀及發展趨勢[J].金屬加工:熱加工,2015,(4):16-19.
[2]洪 濤.激光切割頭用電磁懸浮驅動器研究[D].沈陽:沈陽工業大學,2014.
[3]II-VI Infrared.Optics Catalog and Reference Guide[M].II-VI Incorporated,2016.
[4]金岡優.圖解激光加工實用技術[M].北京:冶金工業出版社,2013.
[5]郭紹剛.激光切割中高壓輔助氣體流場分析與噴嘴結構改進[D].上海:上海交通大學,2008.
[6]李 明.激光切割頭與工件距離檢測系統的研制[D].哈爾濱:哈爾濱工業大學,2010.
[7]II-VI HIGHYAG.Technical specifications of BIMO-FSC Laser cutting head[M].II-VI Incorporated,2016.
Key techniques and application prospect of fiber laser cutting head
CAI Cheng,ZHU Pengcheng,DONG Xianglong
(Jiangsu Yawei Machine Tool Co.,Ltd.,Yangzhou 225200,Jiangsu China)
The current status of laser processing technology at home and abroad has been overviewed in the text.The functional parts and key techniques of fiber laser cutting head have been mainly introduced.The development direction and application prospect of laser cutting head have been pointed out.
Fiber laser cutting head;Adjustment of focal position;Adjustment of focal diameter;Nozzle;Non-contact capacitance sensor
TG485
A
10.16316/j.issn.1672-0121.2017.03.011
1672-0121(2017)03-0045-04
2016-12-09;
2017-03-05
蔡 誠(1970-),男,高級工程師,激光裝備技術部副部長,從事激光類產品研發。E-mail:cai.cheng@yawei.cc