富春江電廠1號機組改造發電機定子鐵心安裝
2017-09-07 06:46:08潘曉豪
水電站機電技術 2017年8期
潘曉豪
(中國水利水電第十二工程局有限公司,浙江 麗水 323000)
富春江電廠1號機組改造發電機定子鐵心安裝
潘曉豪
(中國水利水電第十二工程局有限公司,浙江 麗水 323000)
介紹了富春江水電廠低水頭、低轉速、大直徑發電機組改造的定子結構特點和安裝中心的確定,以及機坑內定位筋安裝、定子鐵心疊裝的施工工藝、質量控制要點等,供類似工程參考。
富春江電廠;機組改造;定子鐵心;安裝
1 概述
富春江水電廠位于浙江省桐廬縣錢塘江干流富春江上,電站的主要任務是發電,共裝設6臺60 MW軸流轉漿式水輪發電機組,為華東電網主力調峰、調頻電站之一,同時兼有航運、灌溉、漁業等綜合利用效益。富春江水電廠1號水輪發電機組是上世紀50年代原蘇聯制造產品,該機組自1968年投運至今,已經服役40多年,其水輪機水力設計當時代表上世紀50年代的蘇聯水平,雖然經過歷次的大修,但并未從根本上解決機組存在的問題,機組仍然存在機組中心偏差大、定子振動大、鐵芯變形嚴重、轉輪漏油等缺陷,直接威脅著電廠的安全經濟發供電和系統安全運行。
1號機組于2016年完成了機組整體改造,拆除了老機組定子,在機坑內安裝新的定子機座,并進行疊片下線。發電機設備由浙富水電制造,水輪機由VOITH公司制造。
2 發電機定子結構特點
本次發電機技術改造的范圍除基礎不改,其他均在改造范圍內。改造后的定轉子中心高程下移50mm。定子機座為鋼板焊接結構,采用大齒壓板結構,壓指焊接在下大齒壓板上。定子機座分三瓣,在工地組焊成一體。上下壓指均為非磁性材料。定子鐵心采用50WW270硅鋼片,定子鐵心內徑φ13020mm。鐵心段兩端的端板采用鐵損小,點焊性能優良的0.7mm厚DWK2硅鋼片。每段鐵心的兩端設有絕緣片,杜絕鐵心段間的渦流,以防鐵心局部過熱。定子繞組為雙層桿式波繞組、2支路星形連接。
3 定子機座組裝和測圓架安裝
測量定子基礎板高程,根據基礎板實測數據計算確定12只支墩二次加工厚度,每塊支墩打上鋼印加工后進行安裝。定子機座分三瓣運至廠房后,清理打磨組合縫,根據定子的方位將三瓣機座分別吊入機坑和支墩把合后組成整體,緊固組合螺栓。在機座上方布置鋼梁安裝求心器掛鋼琴線,以轉輪中心為基準調整機座中心和圓度,在機座外側和風罩墻之間設立千斤頂配合調整,測量位置為壓指立面,機座中心驗收合格后先不拆卸千斤頂,機座支墩和基礎板焊縫焊接完成后再松去千斤頂。調整好后焊接機座組合縫,無損檢測合格后,對稱焊接定子機座支墩和基礎板焊縫。
用求心器將轉輪室中心點(即機組中心4個點)引到定子機座環板上標定,在下機架上安裝定子測圓架中心柱,以環板上的基準點為基準,測量中心柱直徑,調整中心柱中心,并調整垂直度,垂直度不大于0.02 mm/m,調整合格后鎖緊全部調節螺桿,安裝測圓架支臂并配重調整好水平度。由于定子鐵心組裝測量數據多,測量時間長,測圓架中心柱垂直度在定位筋安裝和鐵心疊片過程中隨時復查,確保每次半徑測量的準確性。在測圓架上安裝百分表測量鐵心壓指圓周波浪度,并打磨處理,波浪度不大于2mm。
4 定位筋安裝
4.1 基準定位筋的安裝
基準定位筋是所有定位筋安裝的基準,將1號定位筋作為基準,選+Y方向鴿尾筋為1號鴿尾筋(兼顧拉緊螺桿孔),并以此為基準,按順時針方向依次編號。安裝時先選擇一根直線度、平面度最佳的雙鴿尾筋作為基準筋,裝入預先裝好的調筋工具中,再在鴿尾筋周向掛一根鋼琴線,測量、調整鴿尾筋的周向垂直度。而后使用內徑千分尺和測圓架測量,通過擰調筋工具上的螺釘來調整1號定位筋內徑,使定位筋達到以下要求:定位筋半徑與絕對尺寸偏差為-0.1~0.1 mm;托塊與環板的間隙應小于0.5 mm;鴿尾筋徑向扭斜小于0.1 mm;鴿尾筋徑向、切向傾斜小于0.05 mm/m。
按要求調整鴿尾筋達到要求后,將基準鴿尾筋的全部托塊搭焊在機座環板上,搭焊托塊的兩側,每側2處,焊縫長度約為10 mm,焊縫高度為5~6 mm,兩側要交錯焊接。托塊搭焊全部結束,待焊縫冷卻后拆松調筋工具,用內徑千分尺復測鴿尾筋徑向、切向傾斜和半徑符合要求,測量基準為測圓架中心柱,如發現有超出標準的,則繼續調整鴿尾筋。
4.2 安裝19等分定位筋
(1)采用“大等分弦距”的方法進行安裝,因定子定位筋半徑較大(6 738.5 mm),采用“相對弦距”法平均其每跨弦距。總共114根鴿尾筋進行19等分,以1號鴿尾筋(+Y方向)為基準,19等分鴿尾筋編號順時針依次為1號—7號—13號—19號以此類推至109號。
(2)安裝時,選1號基準筋筋面正中點作為中心柱測量基準點,內徑千分尺測量基準點絕對尺寸,并記錄數據。調整過程中遵循“先半徑,后弦距”循環往復的方式,直至半徑和弦距都符合要求。
(3)以1號基準鴿尾筋為基準,用中心柱測量其余大等分18根鴿尾筋搭焊內徑相對1號基準筋測量基準點的相對值,相對值小于0.05 mm。
(4)同時調整第一環(從上往下)和第三環第一跨距(1號—7號),第一跨用內徑千分尺,其余用自制弦距測量工具,測量每跨鴿尾筋水平弦距相對值,以提高鴿尾筋安裝效率。各弦距偏差應在±0.3 mm以內,在同一跨距內上下弦距允差應小于0.1 mm。
(5)全部調整測量合格后,用調筋工具將鴿尾筋固定在環板上,全部托塊搭焊在環板上。搭焊托塊的兩側,每側2處,焊縫長10 mm,焊縫高5~6 mm,兩側交錯點焊。
(6)第一環和第三環鴿尾筋搭焊完畢后,再調整大等分鴿尾筋第二環和第四環的半徑和弦距。
(7)托塊搭焊結束后,拆松調筋工具。用內徑千分尺、中心柱復測鴿尾筋水平弦距,各弦距偏差在±0.3mm以內,同一跨距內上下弦距偏差小于0.1mm。
(8)由于調整工作測量數據多,弦距數據會隨著環境溫度的變化而發生變化,調整過程中定期和基準筋測量數據校正。
4.3 安裝大等分區間內鴿尾筋
安裝大等分區間內的其余各定位筋,第一跨距內(1號—7號),先安裝4號鴿尾筋,即將此跨距再次平分,以減少累積誤差,半徑和弦距的調整方式與調整大等分定位筋時一樣,待4號鴿尾筋調整合格后,以同樣的方式點焊托塊。然后再安裝2號、3號、5號、6號鴿尾筋,調整過程也遵循“先半徑,后弦距”循環往復的方式,直至半徑和弦距都符合要求。在這一跨距內弦距平分,各鴿尾筋半徑符合要求。重復第一跨距內鴿尾筋的安裝方式,安裝剩余18跨距內的鴿尾筋。待全部114根雙鴿尾筋安裝完畢,托塊點焊完后,復測全部鴿尾筋的半徑和弦距,要求各弦距偏差應在±0.3 mm以內,同一跨距內上下弦距偏差小于0.1 mm。
4.4 托塊滿焊
全部雙鴿尾筋調整符合要求后,按設計規范滿焊托板于環板上。采用二氧化碳氣體保護焊(焊縫為12 mm角焊縫,3邊焊接,見示意圖1)。

圖1 托塊焊接示意圖
考慮到焊接應力對半徑和弦距的影響,焊接時,徑向焊縫應離開機座環板內圓5 mm,徑向焊縫均從機座中心向外焊接,先滿焊徑向焊縫,全部徑向焊縫焊完后,再焊接周向焊縫,所有周向焊縫焊接順序應一致。焊接工藝應遵循以下要求:
(1)所有機座上的徑向焊縫均焊完一層后才可以焊第二層徑向焊縫;所有機座上的周向焊縫均焊完一層后才可以焊第二層周向焊縫。
(2)焊工在對稱的幾個工作面上同時施焊,同一環板上的各托板,由2名焊工在一根定位筋兩側同時施焊,且焊接時間、速度應基本一致,每層焊縫應一次焊完。
(3)徑向焊縫每焊完一層,全面檢查每根鴿尾筋的半徑、弦距、扭斜等,做記錄。第一層滿焊后應逐根檢查,其余可抽查。根據徑向第一層滿焊的檢查記錄,在徑向第二層滿焊前,對超差測點鴿尾筋處采取反變形措施。
(4)機座包括四層環板,對其從上到下編號為第1、2、3、4層,先焊接中間環板上的托板,然后上下交替逐環焊接,具體焊序為第3、2、4、1層。每層焊完后,焊渣清理干凈,焊縫不得有裂紋、氣孔、夾渣及咬邊等缺陷。
(5)托塊滿焊完成,冷態下測量鴿尾筋的內徑、扭斜和弦距。各環板處的鴿尾筋半徑偏差應在-0.4~+0.2 mm以內,兩相鄰兩鴿尾筋在同一高度上的半徑差值應不大于0.1 mm;鴿尾筋的筋面扭斜不超過0.1 mm;鴿尾筋弦距偏差應不大于±0.3 mm,累計偏差不大于0.4 mm。
5 定子鐵心疊片
鐵心整圓由57片組成,共38段,兩端2×24mm,中間36×30 mm,采用半疊壓方式(單片一疊,二分之一搭接方式),具體見圖2:定子鐵心疊裝圖。
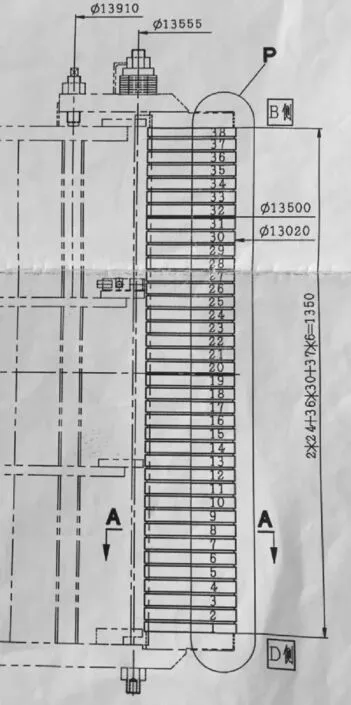
圖2 定子鐵心疊裝圖
5.1 鐵心試疊片
根據鐵心疊裝圖進行試疊片,疊片高度20 mm左右,硅鋼片整形后測量檢查半徑,檢查所有硅鋼片齒部和壓指的周向錯位,不大于1 mm,對超差的部分壓指校正處理。
5.2 疊壓第一段鐵心
(1)拆除下環板上鴿尾筋與托板之間先前打緊的楔塊。以后隨著疊片高度的增加,逐個拆除楔形塊。第一段鐵心有定子沖片大約40層、端板3層、絕緣墊片4層和1層通風槽板。
(2)疊第一圈端板。該端板為雙面不涂漆的δ0.7板。疊片時,端板應緊靠導向鍵,接縫對準小壓指,并調整好端板齒與壓指中心位置。
(3)在端板的上表面齒部涂環氧膠,往上疊一層0.2厚絕緣墊片,然后在絕緣墊片的上表面齒部涂環氧膠,以半疊壓方式疊第二層0.7厚端板,上表面齒部涂環氧膠。如此重復直至插入三層絕緣墊片為止。環氧膠組成:環氧樹脂E-44,聚酰胺固化劑H-4,稀釋劑501,配比為100:75:5。
(4)在第三層絕緣墊片上表面涂環氧膠,以1/2搭接方式往上疊0.5厚定子沖片,然后在沖片的上表面齒部涂環氧膠。
(5)第一段鐵心沖片除上部絕緣墊片和通風槽板齒部全部涂環氧膠。
(6)疊完第一段鐵心后,用整形棒整形,并均勻塞入槽樣棒以固定槽形,每張扇形各2根,各扇形片徑向須緊靠雙鴿尾鍵。
5.3 鐵心第一次預壓
(1)繼續進行第二段和第三段鐵心的疊片,連續疊至第一次鐵心預壓高度,在環氧膠干之前完成第一次預壓。并隨著疊片的升高抽去定位筋和托板間的楔塊。每段鐵心疊完后用數字游標卡尺測量高度,各段間相互補償,每段偏差不超過設計值的±0.5 mm,以此來精確控制鐵心總高度。
(2)當鐵心疊高至18段時進行第一次預壓,預壓前須將鐵心全部整形一次,槽樣棒不得露出鐵心。
(3)根據鐵心預壓圖紙布置油壓千斤頂裝置和上部壓具。壓具與預壓鐵心段頂部間墊入一層廢沖片,放上臨時壓板。
(4)插入臨時螺桿,均勻擰緊全部螺母,利用油泵和油壓千斤頂給鐵心表面逐步加壓至油壓28.1MPa。
(5)保壓測量鐵心半徑圓度,分上、中、下三段面,每個段面測量16點以上,并記錄。測量鐵心內側(齒部)和外側的疊片高度,壓緊后的鐵心設計高度為635 mm。
5.4 鐵心第二次預壓
(1)拆除鐵心的預壓裝置,并清除鐵心表面的污物。繼續進行疊片,每疊完一段,整形一次。槽樣棒應跟著逐漸上移,以保證定子槽形的幾何尺寸。
(2)疊第19~37段鐵心,當疊片至第三層環板時安裝螺桿固定夾,按第一次的壓緊方式裝好千斤頂和托板,裝上正式螺桿,調整好垂直,螺桿伸出下環板設計長度后,把緊固定夾并鎖緊。
(3)安裝壓具和液壓千斤頂,利用油泵和油壓千斤頂給鐵心表面逐步加壓至28.1 MPa,壓緊后,鐵心設計高度為1 319 mm。
(4)同樣校核中心測圓架的準確度,保壓測量,鐵心上、中、下各均勻分16點以上,測量鐵心的內徑,測量鐵心高度,做好記錄。拆去預壓裝置。
5.5 疊最后一段鐵心和鐵心最終壓緊
(1)疊第37段最后1層絕緣墊片和通風槽板。按圖疊最后一段鐵心,并根據第二次壓緊時疊片高度調整最后一段的鐵心高度。
(2)各扇形片徑向須緊靠雙鴿尾鍵,按圖紙在各扇形片間齒部涂環氧膠,用整形棒先整形,后打入全部槽樣棒,并使其緊靠槽底,上端露出鐵心50~60mm。
(3)安裝上齒壓板,并調整壓指的中心與沖片齒中心重合。預先測量正式螺桿上端墊圈的厚度,做好標記和實測記錄。安裝碟形彈簧、頂絲和臨時螺桿等壓緊裝置。
(4)旋上拉緊螺桿上端的螺母,利用油壓千斤頂給鐵心表面逐步加壓至28.1 MPa。測量鐵心高度和內徑,并測量鐵心的緊度。分57點測量定子鐵心內側(齒部)高度,鐵心設計高度為1 350 mm(允許偏差為-2~+5mm),實測值為1 351~1 353 mm。上、中、下各均勻分16點測定子內徑,鐵心設計半徑為6 510 mm,實測最大偏差為+0.46 mm。
(5)擰緊全部拉緊螺桿下端的螺母。拆除所有的臨時壓緊裝置。用力矩扳手分三次對稱將拉緊螺桿把緊,直到蝶形彈簧壓縮到指定高度。利用齒壓板外側的頂絲調整齒壓板的水平度。
(6)定子鐵心整體驗收合格后拆除測圓架。
5.6 鐵損試驗
(1)鐵損試驗
定子鐵心堆疊完成后,安裝試驗電纜和溫度計,進行定子鐵心的鐵損試驗。試驗過程中,測量各部位的溫升情況和鐵心的振動情況,檢查無松動,通風溝、定位筋、拉緊螺桿、機座內部無異常聲響。平均單位損耗值為1.407W/kg,最大單位損耗值1.421W/kg,單位鐵損沒有超過設計允許值1.43 W/kg,為富春江電廠機組改造中鐵損參數最好的一臺機組。
(2)其余工作
鐵損試驗后檢查鐵心拉緊螺桿螺母把緊至碟簧規定高度,將下端螺母與機座下環板點焊牢固,點焊上端螺母止動塊。安裝上齒壓板外側擋風板,整體清理后鐵心槽兩側噴半導體漆。至此,鐵心疊裝工作完成。
6 結語
富春江電廠機組為低水頭,低轉速的大直徑機組,1號機組發電機定子通過整體更換改造后,機組運行平穩,各項參數優良。本次大直徑定子鐵心機坑內的組裝,充分體會到了不同的機組制造廠家定子鐵心組裝工藝和工裝有明顯差別。在大等分定位筋安裝過程中,由于等分數量較多,測量數據多,測量數據受環境溫度影響明顯,加大了弦距均分難度。鐵心預壓采用液壓系統整體預壓,鐵心受力均勻,保證了鐵心半徑和高度的精確控制。富春江電廠機組更換改造的順利完成,為同類型項目的施工積累了一定的經驗。
[1]張海燕.桐柏抽水蓄能電廠機電安裝中的現場工廠模式[J].水電站機電技術,2007(04).
[2]陶氫.景洪電站機電安裝施工技術分析[J].湖南水利水電,2010(01).
[3]李定中.二灘電站水輪發電機組主要參數的選擇[J].水力發電,1997(12).
TV734.2
B
1672-5387(2017)08-0015-04
10.13599/j.cnki.11-5130.2017.08.005
2017-02-28
潘曉豪(1975-),男,高級工程師,從事水電站機電施工技術及工程管理工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
制造業自動化(2017年2期)2017-03-20 14:26:13
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21