高速道岔制造過程的鋼軌傷損控制
2017-09-11 09:32:07張莉
山西建筑 2017年22期
關鍵詞:控制措施
張 莉
(中鐵寶橋集團有限公司,陜西 寶雞 721006)
高速道岔制造過程的鋼軌傷損控制
張 莉
(中鐵寶橋集團有限公司,陜西 寶雞 721006)
介紹了道岔及鋼軌的概念,通過總結高速道岔鋼軌制造過程中出現(xiàn)過的非原材料鋼軌傷損類型及原因,提出了針對性的質量控制措施,從而保證高速道岔制造的質量,提高列車運行速度。
高速道岔,鋼軌傷損,控制措施
1 概述
道岔是把一條軌道分支為兩條或兩條以上軌道的設備,是機車車輛由一條線路轉入或跨越另外一條線路的連接及交叉設備。道岔有單開道岔、交分道岔及交叉渡線等類型。道岔主要由轉轍器、轍叉及護軌、連接部分和岔枕組成,是軌道中結構最為復雜、養(yǎng)護維修工作量最大的部件,是影響列車運行速度的關鍵因素之一。
鋼軌是鐵路軌道結構的重要組成部分,其主要是承載列車重量、引導列車運行的關鍵部件。道岔中的基本軌、尖軌、導軌等部件是由不同類型的鋼軌加工、組合而成。高速鐵路的“高可靠性、高穩(wěn)定性、高平順性”對高速鐵路道岔提出了更高的要求,因此對組成道岔的各種鋼軌零部件的安全性、可靠性也就提出了更嚴格的要求,本文總結了高速道岔制造經(jīng)驗,匯總了制造過程中出現(xiàn)過的非原材料鋼軌傷損類型,并提出了質量控制的建議。
2 鋼軌傷損的類型
鋼軌是道岔制造的關鍵原材料,道岔鋼軌件的一般制造加工工藝流程為:原材料進廠→下料→熱鍛加工→機加工→熱處理→矯直→組裝。
根據(jù)不同零部件的制造特點,鋼軌從原材料進廠到成品出廠要經(jīng)過數(shù)十道工序,下面就制造過程中可能出現(xiàn)的鋼軌傷損情況進行匯總。
2.1 鋼軌熱鍛缺陷
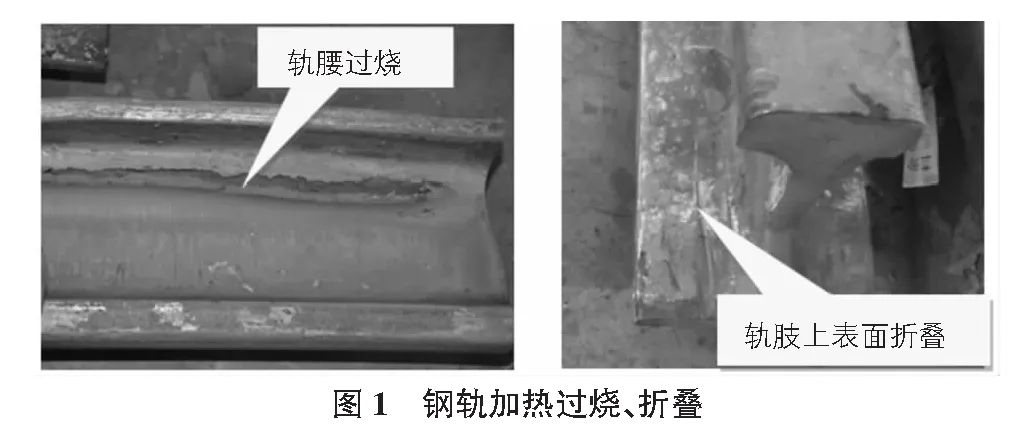
道岔中的尖軌、心軌跟端需要連接導軌,特種斷面翼軌內部需要容納電務設備等部件,因此需要采用熱鍛成型的方式形成設計制定的截面。一般工藝是將鋼軌原材料加熱到1 160 ℃然后經(jīng)過2次鍛壓,使鋼軌逐步成型到設計尺寸。在此環(huán)節(jié),容易出現(xiàn)鋼軌加熱過燒、鍛壓金屬折疊等缺陷,如圖1所示,同樣會引起鋼軌的斷裂。
控制措施:1)嚴格按照制造技術條件要求,鋼軌加熱溫度不能高于1 160 ℃;鍛壓成品要進行超聲波探傷,能及時發(fā)現(xiàn)過燒引起的鋼軌金屬組織變化。2)對于鍛壓零件進行表面無損檢測,可發(fā)現(xiàn)因折疊等引起的表面開放式缺陷。
2.2 鋼軌孔裂紋

根據(jù)結構和安裝的需要,道岔鋼軌部件上設計有不同要求、大小的接頭螺栓孔、頂鐵孔、電務設備安裝孔、組裝聯(lián)結安裝孔等。鋼軌孔為鉆制加工,如果孔內壁粗糙度過大或孔周邊未倒棱,鋼軌在外力作用下,容易在孔的邊緣形成應力集中,當應力超過材料極限時就易產(chǎn)生裂紋,如圖2所示。
控制措施:1)嚴格按照標準要求進行鋼軌孔周邊倒棱或倒圓處理;孔周邊存在鋼印時要將鋼印打磨去除。2)注意控制鉆孔加工的孔內壁粗糙度,更要避免鉆頭出刀時在孔內壁形成的橫向劃痕。
2.3 鋼軌加工馬氏體
鋼軌有U71Mn,U75V,U71MnG,U75VG等材質,其碳含量都超過了0.65%,屬于高碳鋼材料,脆性高、硬度大,普通鋼軌原材硬度在HB260以上,在線熱處理鋼軌的硬度在HB320以上。目前國內的鋼軌加工多采用干式強力銑削加工,加工產(chǎn)生的熱量較高,如果加工參數(shù)選擇的不合理,加工表面很容易出現(xiàn)“發(fā)藍”的現(xiàn)象。同樣,砂輪打磨鋼軌操作不規(guī)范時也容易出現(xiàn)“發(fā)藍”現(xiàn)象,經(jīng)金相分析:“發(fā)藍”部位出現(xiàn)了馬氏體,如圖3所示,馬氏體部位易形成鋼軌斷裂傷損的源頭。
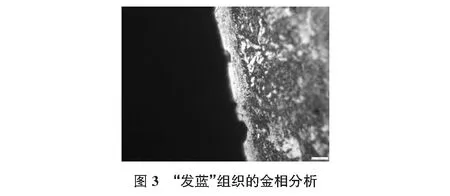
控制措施:1)選擇合理的加工參數(shù),避免加工部位“發(fā)藍”現(xiàn)象出現(xiàn)。2)規(guī)范鋼軌打磨操作。
2.4 鋼軌熱處理燒傷
為了提高鋼軌強度和硬度,熱軋鋼軌一般要進行廠內的熱處理。目前道岔鋼軌的熱處理一般采用中頻感應加熱+噴風或噴霧的工藝方式。中頻感應加熱器臨近鋼軌表面,設備不穩(wěn)定時易出現(xiàn)鋼軌打火、過熱燒傷等問題,如圖4所示,雖然通過打磨處理可以修復鋼軌外形,但這些現(xiàn)象均導致了鋼軌表面材料組織、性能發(fā)生變化,會成為鋼軌傷損的誘因。
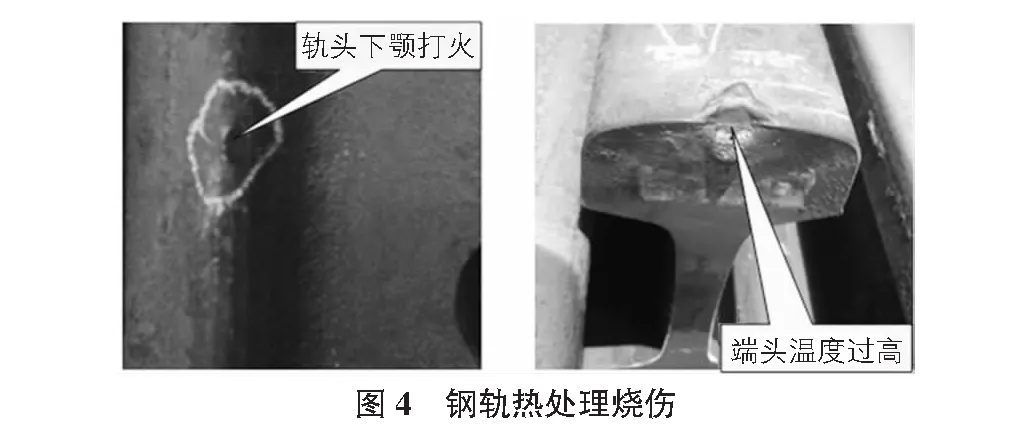
控制措施:1)保證設備、工裝狀態(tài)穩(wěn)定。2)嚴格工藝操作規(guī)范。3)加強過程質量監(jiān)督,打火、過燒的鋼軌嚴禁使用。4)推薦使用在線熱處理鋼軌。
2.5 鋼軌矯直、頂彎裂紋
道岔結構的特殊性,決定了道岔的鋼軌部件需經(jīng)過彎折、圓順等工藝來滿足設計、組裝、線路運行的要求,而道岔鋼軌部件熱加工后的變形也需要進行矯直。因為鋼軌屬于高碳鋼材料,脆性大,在鋼軌的矯直、頂彎過程中容易出現(xiàn)鋼軌斷裂現(xiàn)象,如圖5所示。如果鋼軌孔倒棱不規(guī)范,鋼軌頂彎時就會在孔部位產(chǎn)生裂紋,當產(chǎn)生肉眼無法直觀判定的細小裂紋時,就給產(chǎn)品的上道運營埋下很大的隱患。
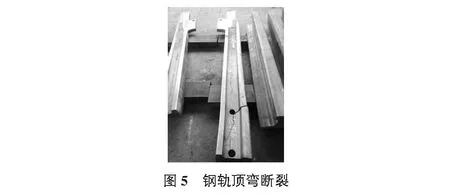
控制措施:1)合理優(yōu)化頂彎工藝參數(shù),減小彎折應力。2)鋼軌需要較大的彎折或氣溫較低時,鋼軌可預熱不高于500 ℃后再彎折。3)嚴格按照標準要求進行鋼軌孔倒棱或倒圓。4)鋼軌彎折點進行無損探傷檢測,及時發(fā)現(xiàn)問題,避免有問題產(chǎn)品出廠。
2.6 吊裝傷損
道岔鋼軌部件加工需要數(shù)十道工序,同時鋼軌部件又是長大部件,每個工序件都需要吊運作業(yè),鋼軌之間、鋼軌與機床夾具之間可能會因為操作不當發(fā)生撞擊、劃傷等損傷;鋼軌在料架、輥道上滑動時也容易產(chǎn)生縱向或橫向的劃痕,如圖6所示。按照標準要求:鋼軌行走面壓痕深度應小于0.3 mm,非行走面不應有大于0.5 mm的缺陷或劃痕。

控制措施:1)規(guī)范鋼軌件吊運操作,減小發(fā)生傷損的幾率。2)改造設備工裝,并保持良好狀態(tài),避免產(chǎn)生鋼軌滑動時的劃痕。3)設置檢查崗位,對鋼軌全斷面進行檢查,避免問題產(chǎn)品出廠。
3 結語
鋼軌是車輛運行的承載體,鋼軌傷損問題直接影響道岔的安全可靠性,上述就道岔制造過程中出現(xiàn)的鋼軌傷損類型、原因、危害和控制措施進行了簡述,未能包含所有鋼軌傷損問題,僅此提升大家對鋼軌傷損的重視。
[1] TB/T 3307.1—2014,高速鐵路道岔制造技術條件第1部分:制造與組裝[S].
[2] TB/T 3109—2013,鐵路道岔用非對稱斷面鋼軌[S].
[3] TB/T 3276—2011,高速鐵路用鋼軌[S].
Rail damage control in highway turnout manufacturing process
Zhang Li
(ChinaRailwayBaoqiaoGroupCo.,Ltd,Baoji721006,China)
The paper introduces the concepts of turnout and rail. Through summarizing non-raw-material rail damage types and causes in highway turnout manufacturing process, it puts forward corresponding quality control measures, so as to guarantee the highway turnout manufacturing quality and improve the train operating speed as well.
highway turnout, rail damage, control measure
1009-6825(2017)22-0149-02
2017-05-23
張 莉(1978- ),女,高級工程師
U213.6
A
猜你喜歡
建材發(fā)展導向(2022年2期)2022-03-08 01:43:36
建材發(fā)展導向(2021年22期)2022-01-18 06:11:52
建材發(fā)展導向(2021年19期)2021-12-06 03:20:32
大眾投資指南(2021年35期)2021-02-16 01:06:06
建材發(fā)展導向(2019年5期)2019-09-09 09:24:34
建材發(fā)展導向(2019年5期)2019-09-09 09:22:26
建材發(fā)展導向(2019年11期)2019-08-24 06:35:18
建材發(fā)展導向(2019年10期)2019-08-24 06:26:08
建材發(fā)展導向(2019年10期)2019-08-24 06:24:54
電子制作(2018年18期)2018-11-14 01:48:14