超聲楔焊金屬鍵合物形成機理研究及模型構建*
2017-09-22 09:49:31王超梁尤曉蕾
網絡安全與數據管理 2017年17期
關鍵詞:界面
王超梁,尤曉蕾,劉 亞
(鄭州航空工業管理學院 電子通信工程學院,河南 鄭州 450000)
超聲楔焊金屬鍵合物形成機理研究及模型構建*
王超梁,尤曉蕾,劉 亞
(鄭州航空工業管理學院 電子通信工程學院,河南 鄭州 450000)
超聲楔焊金屬鍵合物的形成對半導體器件焊接質量至關重要,為分析金屬鍵合界面形態演化及焊接參數對金屬鍵合物形成的影響,研究了超聲楔焊金屬鍵合界面的形態,以及不同焊接參數對鍵合物形成的影響,分析了金屬界面形態及鍵合物的形成機理,并給出了理論模型。實驗表明:界面形態和鍵合物的形成與焊接參數功率、時間和壓力有關,該理論可用于超聲楔焊質量優化。
超聲楔焊;金屬鍵合物;鍵合界面;焊接參數;優化
0 引言
超聲楔焊屬于半導體引線鍵合技術中的冷壓焊接模式,被廣泛應用于半導體材料的無污染可靠性焊接,其實現焊接的物理機制為通過借助高頻超聲波驅動超聲換能器振動[1],設定焊接壓力擠壓引線產生形變引起線材的塑性流動,在設定的焊接時間內,把超聲能量轉化為不同金屬相之間鍵合的能量[2]。焊接質量的好壞主要由金屬接觸面間的金屬鍵合物形成的好壞來決定,其中影響鍵合物形成的最主要因素為焊接壓力、焊接時間和超聲功率。為了研究這些參數與焊接質量的關系,對實驗數據總結分析,找出決定焊接質量好壞的關鍵條件,可有效提高焊接質量。
1 實驗設計
為分析金屬鍵合界面形態及焊接參數對金屬鍵合物形成的影響[3],本實驗采用CT3100系列超聲楔焊機(超聲波頻率64 kHz)和直徑1.0 mil、1.25 mil的鋁線(鋁線成分為質量分數99%Al+1%Si)分別對IC芯片和聯排LED進行焊接測試,調節焊接參數,觀察界面形態變化并分析規律。焊接完成后,在KEYENCE高倍顯微鏡下用鑷子小心把引線和焊盤分離,觀察焊接形成過程留下的痕跡。首先調整焊接參數,確保在最佳的焊接狀態下進行第一焊點和第二焊點的超聲楔焊,在顯微鏡下小心分離鍵合界面,分析界面的微觀形態。然后調整焊接參數,同一參數下焊接相同數量的焊點,取期望值,統計分析焊接參數功率、時間和壓力對界面形態的影響,進行數據分析。最后,在分析規律的基礎上,進行理論模型的構建和仿真。
2 超聲楔焊金屬鍵合物形態
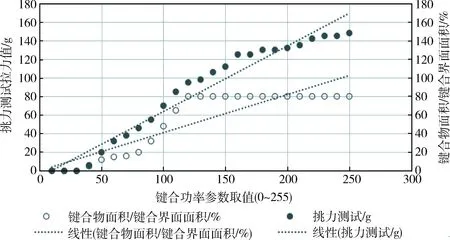
圖3 鍵合功率、鍵合可靠性和金屬界面鍵合物面積關系
統計10片LED共計480個焊點和10片IC芯片共計400個焊點的數據,焊接形成金屬鍵合物的形狀基本為橢圓環形,發現金屬鍵合物均在焊點周邊形成,尤其是鍵合點的趾部和跟部最為明顯,而鍵合點的中心則為空白,沒有形成有效的金屬鍵合[4],金屬界面形態如圖1所示,圖1(a)為LED芯片楔焊一焊和二焊焊點金屬界面剝離后的形態,LED芯片表面鍍膜為金屬鈀。圖1(b)為IC芯片一焊和二焊焊點金屬界面剝離后的形態,IC芯片焊盤表面為氧化鋁薄膜。由此可見,超聲楔焊金屬界面形態與焊接材料無關,其形態均為中間呈空洞的橢圓形[5]。
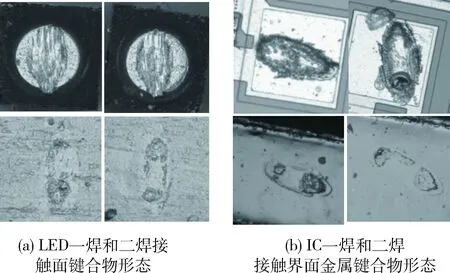
圖1 金屬界面形態
3 焊接參數對金屬鍵合物形成的影響
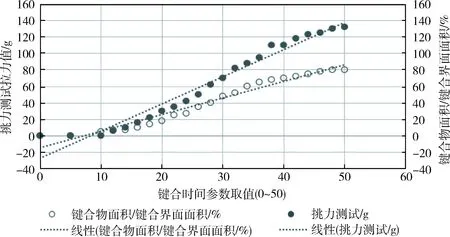
圖5 鍵合參數時間、鍵合可靠性和金屬界面鍵合物面積關系
由于高頻超聲波信號發生器采用8位數字接口輸出,其5 W功率可在0~255數字之間共計256個量值調節,調節其他焊接參數處于正常焊接值后不再改變(焊接時間為30 ms,焊接壓力為數值120,對應壓力為6 N),從小到大依次調節焊接超聲波功率,研究超聲波功率和鍵合物形成的關系[6]。對于1.0 mil的鋁線,焊接功率低于40時,引線與焊盤之間沒有形成有效連接,逐步增加超聲功率時,金屬鍵合物逐漸從邊界向圓環中間擴散,有效鍵合面積逐漸增加,功率增加到120時,鍵合物基本可達到覆蓋整個焊點界面,隨著功率增加,鍵合物形態變化不大,經挑力測試發現焊接牢固程度增強,如圖2和圖3所示。
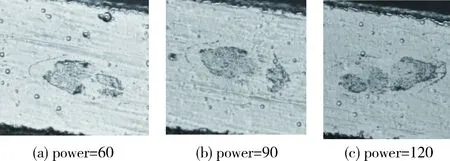
圖2 不同超聲功率下接觸界面金屬鍵合物形態演化
由圖2可以看出,隨著焊接功率增加,界面金屬鍵合物面積增加。焊接可靠程度測試采用英國DAGE4000推拉力測試機進行測試,同一參數下焊接相同數量的焊點,測試其拉力,取期望值,其焊接可靠性和界面鍵合物面積如圖3所示。
保持焊接功率為90,焊接壓力為120,逐漸增加焊接時間,觀察焊接時間與鍵合物形成之間的關系,發現增加焊接時間可以達到和增加超聲功率同樣的效果。焊接時間低于10 ms時,鍵合物沒有形成,引線和焊盤之間沒有形成有效連接,逐漸增加焊接時間到最大值50 ms(不同類型焊接機器最大值不同),鍵合物形成逐漸增多,能覆蓋整個焊盤表面。
由圖4和圖5可以看出,隨著焊接時間增加,焊接界面金屬鍵合物逐漸增加并覆蓋界面,其焊接可靠性也逐漸增強[7]。
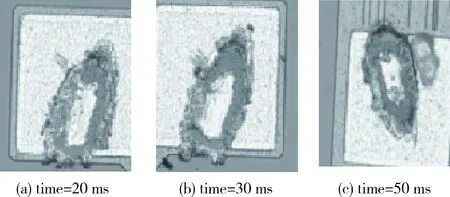
圖4 不同焊接時間下金屬界面鍵合物形態演化
保持焊接功率值90,焊接時間30 ms,逐漸增加焊接壓力,研究焊接壓力和鍵合物形成之間的關系。焊接壓力低于30時,焊點接觸界面無明顯金屬鍵合物,增加焊接壓力,鍵合物逐漸形成,增加到120時,鍵合物基本覆蓋整個焊點;繼續增加焊接壓力,發現不但沒有使有效鍵合面積增大,反而逐漸減小了鍵合面積,增大壓力到180時,發生引線焊接失敗的情況,邊界的鍵合物也沒有形成,焊盤上直接留下鋼嘴的印跡,可能是焊接壓力過大引起引線碎裂導致[8],如圖6和圖7所示。
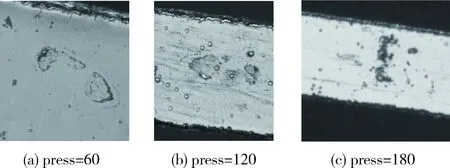
圖6 不同焊接壓力下接觸界面金屬鍵合物形態演化
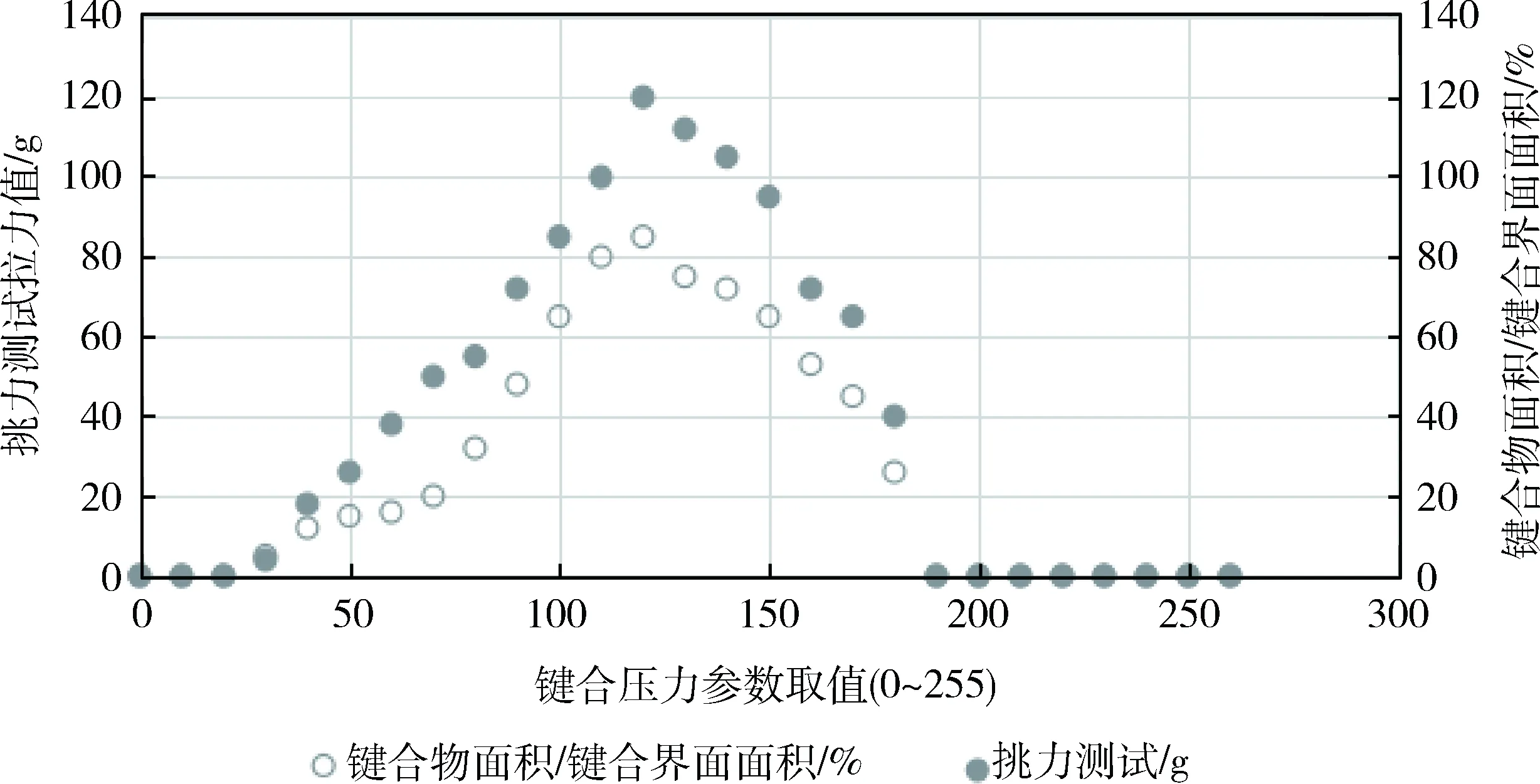
圖7 鍵合壓力、鍵合可靠性和金屬界面鍵合物面積關系
由圖6和圖7可以看出,隨著鍵合壓力增加,界面鍵合無面積逐漸增長,焊接可靠性逐漸增強,在焊接壓力設定為數值120時,焊接可靠性最佳,隨后逐漸降低,在焊接壓力設定數值為180時,出現焊盤碎裂和無法焊接的現象。
4 金屬鍵合物形成機理及理論模型構建
通過研究焊接參數對金屬鍵合物形成的影響,可見焊接功率和焊接時間的增加可有效增加鍵合物形成的面積,而焊接壓力逐漸增加到一定值時,有助于鍵合物的形成,增大到最優值之后反而不利于鍵合物的形成;隨著焊接壓力的增加,鍵合部分的有效結合面積逐漸減小[9]。根據金屬鍵合形成的機制分析,由于超聲的震動,引線和焊盤之間存在相對運動,摩擦的過程用來消除焊盤表面的金屬氧化物,從而露出純凈的金屬以實現鍵合。
楔焊工具下端的引線受到兩個方向的外力:換能器施加的垂直引線的焊接壓力即鍵合壓力[10],水平方向的超聲振動摩擦力。引線內部實際的應力應為這二者的合力,記水平方向分力為σx,垂直方向分力為σy。當水平分力小于垂直分力時,合力表現為偏向于鉛垂方向的力,引線中心O處受到的應力最大,最不易發生塑性流動,引線中心和焊盤之間沒有發生相對滑動,所以未能形成有效的鍵合物,導致焊點中間為空白。當水平方向分力大于鉛垂方向分力時,合力表現為偏向于水平方向的力,就會促使引線的塑性流動[11]使引線和焊盤之間產生相對滑動,從而摩擦清除電極表面氧化物形成鍵合物。因此,只有當引線水平方向的受力大于垂直方向的受力時才有益于接觸界面鍵合物的形成。引線應力和鍵合物形成面積的關系可由圖8表示。
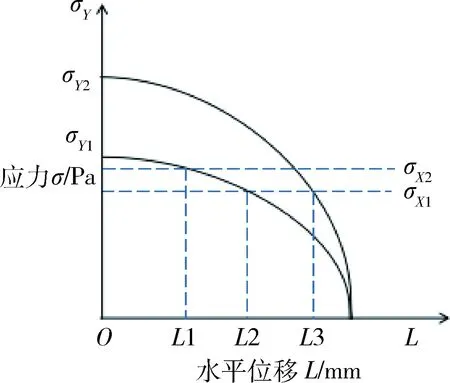
圖8 引線應力和鍵合物形成面積的關系
當鉛垂方向分力增加(即增加焊接壓力)時,同樣的水平分力下,接觸面中心未鍵合部分離引線中心O的距離由L2增加到L3(或者L1增加到L3),有效鍵合面積減小;當水平分力增加時(即超聲功率增大),同樣的鉛垂分力下,接觸面中心未鍵合部分離引線中心O的距離由L2減小到L1(或者由L3減小到L1),有效鍵合面積增加。在超聲功率足夠大的情況下,整個接觸面都能達到有效的鍵合。
另外,由以上看出,改變超聲功率和焊接時間只會影響接觸面鍵合物的形成進而影響焊接的可靠度,并不影響焊點的大小;而增加焊接壓力時,會使引線鉛垂方向的應力增加,從而產生更大的塑性形變,使焊點變大,焊點的大小很大程度上受焊接壓力的影響。
5 結論
本文研究了半導體超聲楔焊金屬鍵合界面形態以及不同焊接參數對鍵合物形成的影響,分析了界面形態和金屬鍵合物的形成機理,并給出了理論模型,總結了焊接參數中焊接功率、時間和壓力對界面形態和鍵合物形成的影響規律,實驗表明該模型可用于超聲楔焊質量優化。
[1] 廖小平,李宗亞,楊兵. 基于Minitab DOE的鋁絲楔焊鍵合工藝參數優化[J].電子與封裝,2014,21(6): 95-97.
[2] 馮武衛,張玉蓮. 超聲引線鍵合系統工藝參數優化與試驗研究[J]. 菏澤學院學報,2013,35(5):37-43.
[3] 金家富,胡駿.LTCC基板金絲熱超聲楔焊正交試驗分析[J]. 電子與封裝,2012,12(2):9-11.
[4] 廖小平,李宗亞,楊兵.基于Minitab DOE的鋁絲楔焊鍵合工藝參數優化[J].電子與封裝,2014,21(6):35-37.
[5] 廖小平,楊兵.線弧參數對鋁絲楔焊鍵合強度的影響研究[J].電子與封裝,2013,20(9):14-17.
[6] 宋云乾. 基于正交試驗的金絲鍵合工藝參數優化[J].電子工藝技術,2014(2):74-76.
[7] 韓宗杰,王鋒,李孝軒,等.基于田口方法的微波組件金絲鍵合工藝優化[J].微波學報,2012(s2):308-311.
[8] 李軍輝,韓雷,鐘掘.楔焊鍵合分離界面特性及分析[J].焊接學報,2005,26(6):21-23.
[9] 計紅軍,李明雨,王春青. 超聲引線鍵合點形態及界面金屬學特征[J].工藝技術,2005,23(2):13-14.
[10] 謝敬華,李小平,范良志,等.提高引線鍵合機超聲系統性能的若干因素的分析[J].現代電子技術,2003,5(3): 65-67.
[11] 韓為民 .鍵合機中超聲波的基本控制原理及方法[J].電子工業專用設備,2003,8(5): 21-26.
Research on metallic compound formation mechanism and model buildingin ultrasonic wedge bonding
Wang Chaoliang, You Xiaolei, Liu Ya
(School of Electronics and Communications Engineering, Zhengzhou University of Aeronautics, Zhengzhou 450000, China)
The formation of metallic bonding compound is very important to semiconductor devices in ultrasonic wedge bonding. In order to analyze the effects of metallic bonding interface morphology evolution and the welding parameters on the metallic bonding compound formation, the interface morphology of metallic bonding compound and the influence of different welding parameters on the bonding formation were studied, and the metal interface morphology and formation mechanism of bonding were analyzed, then the theoretical model was given. Results show that, the interface morphology and bond formation related to bonding parameters of power, time and pressure, the model can be used in ultrasonic wedge bonding quality optimization.
ultrasonic wedge bonding; metallic bonding; bonding interface; welding parameters; optimization
TN305, TG40
:A
10.19358/j.issn.1674- 7720.2017.17.009
王超梁,尤曉蕾,劉亞.超聲楔焊金屬鍵合物形成機理研究及模型構建[J].微型機與應用,2017,36(17):31-33,37.
2017-03-10)
國家自然科學基金資助項目(61162018);航空科學基金資助項目(2015ZD55005)
王超梁(1986-),通信作者,男,碩士,助教,主要研究方向:物聯網技術、半導體封裝工藝。E-mail: wangchaoliang421@163.com。
尤曉蕾(1985-),女,碩士,助教,主要研究方向:半導體技術。
劉亞(1988-),女,碩士,助教,主要研究方向:嵌入式、半導體技術。
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04