基于TIA Portal的多功能茶葉包裝機(jī)控制系統(tǒng)設(shè)計(jì)
2017-09-22 03:45:08豐會(huì)萍
食品與機(jī)械 2017年7期
關(guān)鍵詞:設(shè)計(jì)
豐會(huì)萍
胡亞南1
閆琛鈺2
李明輝2,3
(1. 西京學(xué)院,陜西 西安 710021;2. 陜西科技大學(xué),陜西 西安 710021;3. 陜西西微測控工程有限公司,陜西 咸陽 712000)
基于TIA Portal的多功能茶葉包裝機(jī)控制系統(tǒng)設(shè)計(jì)
豐會(huì)萍1
胡亞南1
閆琛鈺2
李明輝2,3
(1. 西京學(xué)院,陜西 西安 710021;2. 陜西科技大學(xué),陜西 西安 710021;3. 陜西西微測控工程有限公司,陜西 咸陽 712000)
針對多功能茶葉包裝機(jī)存在包裝封口不嚴(yán)、外觀褶皺、材料燒穿等包裝質(zhì)量問題,采用西門子S7-1200 CPU和TIA Portal開發(fā)茶葉包裝機(jī)的控制系統(tǒng),設(shè)計(jì)基于模糊PID的包裝機(jī)熱封溫度控制方案。介紹了多功能茶葉包裝機(jī)工作原理、控制系統(tǒng)硬件選型和通訊網(wǎng)絡(luò)配置,并在TIA Portal V13環(huán)境下進(jìn)行包裝機(jī)控制系統(tǒng)硬件組態(tài)和利用OPC技術(shù)實(shí)現(xiàn)模糊PID控制算法,完成控制系的人機(jī)交互界面設(shè)計(jì)。該系統(tǒng)溫度控制波動(dòng)為±1.8 ℃,精度在1.5%以內(nèi),包裝袋封口強(qiáng)度達(dá)標(biāo)、外觀平整。應(yīng)用表明,該多功能茶葉包裝機(jī)系統(tǒng)運(yùn)行穩(wěn)定、成品率高。
TIA Portal;茶葉包裝機(jī);S7-1200;溫度控制;模糊PID;OPC
隨著社會(huì)發(fā)展和國民經(jīng)濟(jì)指數(shù)的提升,品茶人數(shù)逐漸增高,茶葉需求量不斷攀升,并且小克重、精品化、多樣化包裝成為茶葉生產(chǎn)行業(yè)的主流趨勢。因此,提高茶葉包裝質(zhì)量和包裝效率尤為重要。多功能茶葉包裝機(jī)是在一臺(tái)包裝設(shè)備上能夠完成多個(gè)以上的茶葉包裝工序的設(shè)備,其能夠同時(shí)實(shí)現(xiàn)茶葉包裝過程中制袋、稱量、充填、封口和切斷的工序[1-2]。包裝封口是茶葉包裝過程核心工段之一,封口質(zhì)量將影響茶葉的包裝質(zhì)量、儲(chǔ)存時(shí)間、銷售狀況。由于熱封裝置溫度的升/降速率大和熱量傳遞慣性大的特性,加之外界干擾因素和執(zhí)行器電壓波動(dòng)影響,使溫度控制系統(tǒng)具有非線性和時(shí)滯性,利用傳統(tǒng)PID控制經(jīng)常出現(xiàn)包裝材料燒穿和過度收縮、物料泄露、封口不嚴(yán)、封口不牢固的現(xiàn)象,降低了茶葉包裝效率和包裝成品的合格率[3]。TIA Portal是西門子推出的全集成的工業(yè)自動(dòng)化軟件,可以完成高效靈活的項(xiàng)目組態(tài)、網(wǎng)絡(luò)搭建、程序編寫、在線診斷、遠(yuǎn)程操作及故障報(bào)警,其與傳統(tǒng)的WinCC+Step7方法相比無需花費(fèi)大量時(shí)間完成軟件集成,明顯節(jié)約時(shí)間,提高工作效率,是未來工業(yè)自動(dòng)化的發(fā)展方向[4]。為解決上述問題,本研究構(gòu)建由S7-1200PLC、PC Station、TCP7062Ti觸摸屏的TIA Portal的多功能茶葉包裝機(jī)控制系統(tǒng),設(shè)計(jì)模糊PID包裝機(jī)熱封裝置溫度控制程序,以期提高茶葉包裝機(jī)的自動(dòng)化程度和包裝質(zhì)量。
1 多功能茶葉包裝機(jī)結(jié)構(gòu)設(shè)計(jì)及工作原理
多功能茶葉包裝機(jī)結(jié)構(gòu)見圖1,主要包括橫封裝置、包材送料裝置、縱封裝置、翻領(lǐng)成型器、包裝薄膜、稱重裝置及定位裝置等[5]。本研究對多功能茶葉包裝機(jī)進(jìn)行以下幾方面優(yōu)化改進(jìn):① 將橫封裝置與切斷機(jī)構(gòu)組合在一起,既可以減小整機(jī)尺寸也能縮短工作周期;② 橫封裝置使用獨(dú)立電機(jī)驅(qū)動(dòng),縱封裝置運(yùn)用氣缸驅(qū)動(dòng),便于協(xié)調(diào)和控制各執(zhí)行機(jī)構(gòu)間的速度保持一致或匹配,避免因速度不匹配而造成封口褶皺的問題,還能簡化傳動(dòng)鏈、減小設(shè)計(jì)的復(fù)雜性和制造成本;③ 導(dǎo)料器下方增設(shè)導(dǎo)料管至橫封裝置上方約30 mm處,降低粉塵揚(yáng)起污染封口部位的程度。
包裝材料被包材供送裝置經(jīng)自動(dòng)糾偏裝置調(diào)整后送達(dá)成型器,包裝材料被翻領(lǐng)成型器成型卷成筒狀后,包裝機(jī)縱封裝置以設(shè)定的溫度對包裝材料進(jìn)行燙邊封口,在此之前橫封裝置已經(jīng)完成上一個(gè)包裝袋的頂封和下一個(gè)包裝袋的底封,與此同時(shí),稱重機(jī)構(gòu)已完成產(chǎn)品稱重并將物料填充至包裝材料內(nèi)[6-7]。包裝材料在牽引裝置的作用下繼續(xù)向下運(yùn)動(dòng)到達(dá)橫封裝置位置,橫封裝置完成包裝袋頂封和切斷工作,然后進(jìn)行產(chǎn)品包裝的質(zhì)量檢測,剔除次品,輸送出合格產(chǎn)品。其中,產(chǎn)品的填充及包裝袋橫封、切斷位置的確定由色標(biāo)進(jìn)行定位。
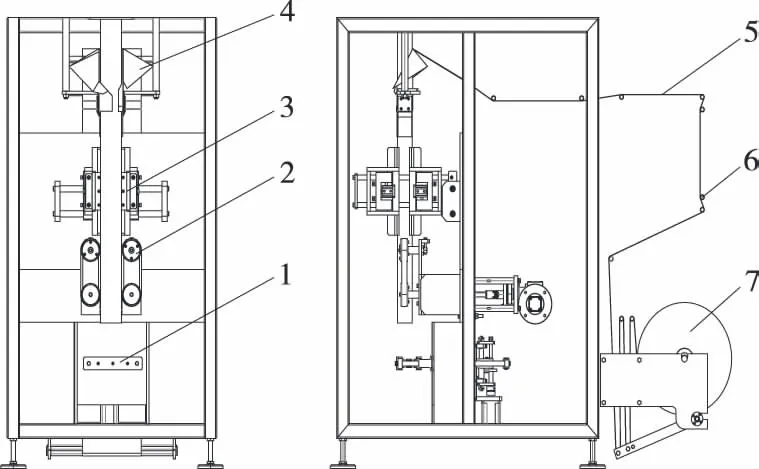
1. 橫封裝置 2. 包材送料裝置 3. 縱封裝置 4. 翻領(lǐng)成型器 5. 包裝薄膜 6. 導(dǎo)輥 7. 卷筒包裝材料
2 多功能茶葉包裝機(jī)控制系統(tǒng)硬件系統(tǒng)設(shè)計(jì)
多功能茶葉包裝機(jī)的控制系統(tǒng)設(shè)計(jì)主要包括兩方面:硬件選型和軟件設(shè)計(jì)。整個(gè)控制系統(tǒng)中,設(shè)備的檢測裝置、執(zhí)行機(jī)構(gòu)數(shù)量較多,彼此之間還存在一定的相互影響,對控制系統(tǒng)性能要求較高[8]。
根據(jù)多功能茶葉包裝機(jī)工藝流程分析和項(xiàng)目控制要求,控制點(diǎn)分為:DI(數(shù)字量輸入信號)、DO(數(shù)字量輸出信號)、AI(模擬量輸入信號)、AO(模擬量輸出信號),具體控制信號內(nèi)容見表1。
2.2 控制系統(tǒng)硬件選型
(1) 根據(jù)上述多功能茶葉包裝機(jī)I/O統(tǒng)計(jì),選擇西門子S7-1200系列的CPU1214C為控制器,其具有很快的處理速度,單條基本指令處理時(shí)間約為0.1 μs,同時(shí)自帶Profinet網(wǎng)絡(luò)接口[9]。控制模塊選擇:數(shù)字量輸入模塊SM1221(6ES7221-1BF32-0XB0)、數(shù)字量輸出模塊SM1222(6ES7222-1BH32-0XB0)、模擬量輸入模塊SM1231(6ES721231-4HF32-0XB0)、模擬量輸出模塊SM1232(6ES7232- 4HD32-0XB0),多功能茶葉包裝機(jī)控制系統(tǒng)硬件組態(tài)見圖2。
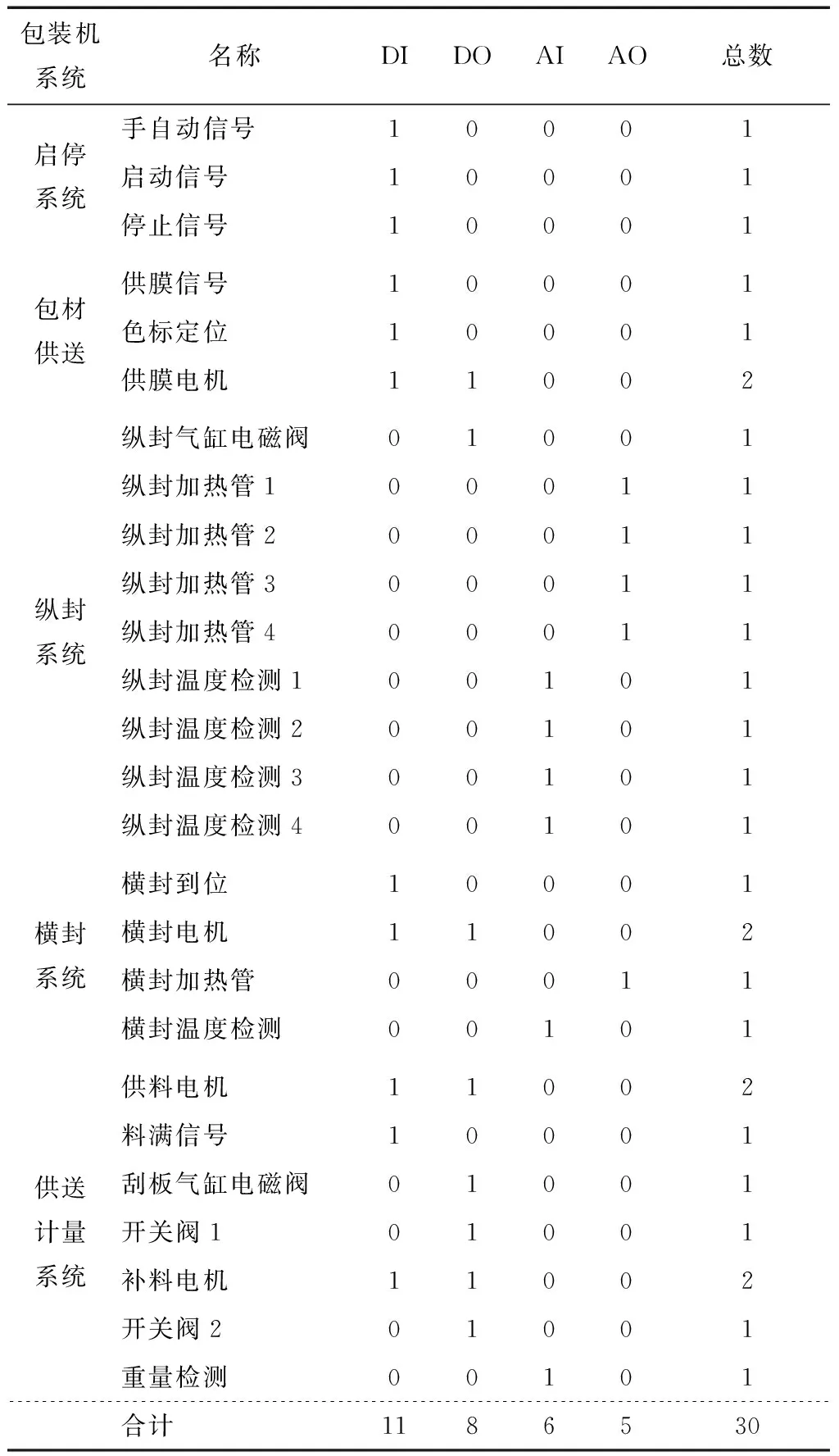
表1 多功能茶葉包裝機(jī)I/O統(tǒng)計(jì)表
(2) 觸摸屏選用昆侖通泰TPC7062Ti,屏幕尺寸為190.5 mm,分辨率800×480。通過觸摸屏可以實(shí)現(xiàn)人機(jī)交互,在觸摸屏上能夠進(jìn)行參數(shù)值調(diào)整、控制對象監(jiān)控、手/自動(dòng)切換命令。
(3) 傳感器選擇。重力傳感器選用日本MTO品牌,型號:LRS-50,檢測范圍0~100 g,該重量傳感器檢測靈敏,適合茶葉的小包稱量;溫度傳感器選用ESMU型鉑熱電阻,檢測范圍0~200 ℃,檢測精度0.1 ℃。
(4) 執(zhí)行器選擇。加熱管選用Cr20Ni80型號鎳鉻加熱絲,電磁閥型號TM51-1HP,電機(jī)采用伺服電機(jī)。
本控制系統(tǒng)基于TIA Protal V13平臺(tái),在完成工程項(xiàng)目創(chuàng)建后,選擇“設(shè)備和網(wǎng)絡(luò)”→“組態(tài)設(shè)備”→“添加新設(shè)備”,然后根據(jù)設(shè)備訂貨號在選項(xiàng)列表中所需模塊,如:PS模塊、CPU模塊、SM模塊等[10-11]。
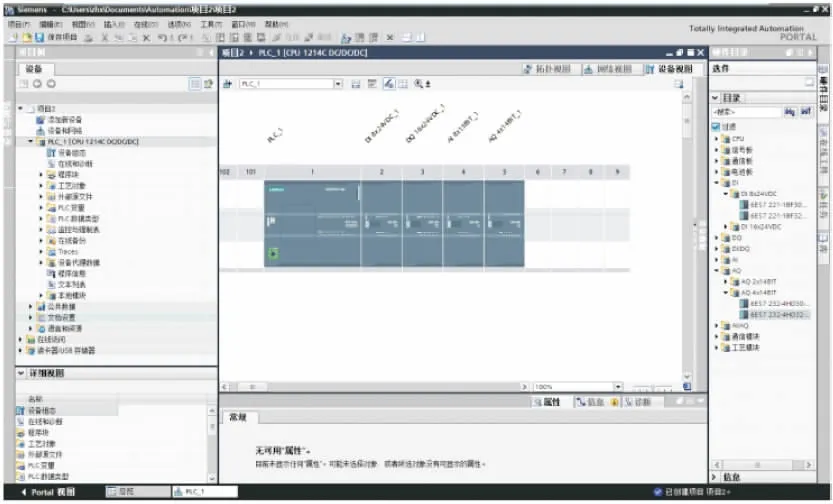
圖2 多功能茶葉包裝機(jī)控制系統(tǒng)硬件組態(tài)圖
Figure 2 Hardware configuration diagram of control system of multi-functional tea packing machine
2.3 網(wǎng)絡(luò)組態(tài)
文獻(xiàn)[5]中詳細(xì)分析推導(dǎo)證明了蓄電池回跳電壓Ut決定于開路電壓的大小,而開路電壓與蓄電池剩余容量存在著比較固定的關(guān)系[6]。由此,蓄電池的回跳電壓與剩余容量之間關(guān)系緊密。并且鑒于其易于檢測獲取,回跳電壓在SOC預(yù)測中顯示出的實(shí)效性顯而易見。而且在估測電池SOC中也需要考慮溫度、充放電倍率、循環(huán)壽命等這些因素的影響。
單擊TIA Protal V13界面的“網(wǎng)絡(luò)視圖”進(jìn)入網(wǎng)絡(luò)連接界面,在“連接”菜單→“S7連接”→“PLC-1200的Ethernet端口”,拖拉“PC Station”至OPC Server完成PLC-1200與PC Station的網(wǎng)絡(luò)連接。與TIA Protal V13的網(wǎng)絡(luò)組態(tài)相比WinCC+Step7的優(yōu)勢在于以可視化的圖像完成PLC、PC、HIM、驅(qū)動(dòng)器的連接[12-13]。這樣可以簡化控制系統(tǒng)的設(shè)計(jì)并提高設(shè)計(jì)效率。多功能茶葉包裝機(jī)控制系統(tǒng)網(wǎng)絡(luò)組態(tài)圖見圖3。
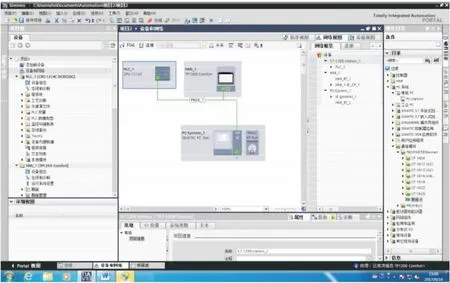
圖3 多功能茶葉包裝機(jī)控制系統(tǒng)網(wǎng)絡(luò)組態(tài)圖
Figure 3 Network configuration drawing of control system of multi-functional tea packing machine
3 多功能茶葉包裝機(jī)控制系統(tǒng)軟件系統(tǒng)設(shè)計(jì)
3.1 多功能包裝機(jī)主程序流程
該多功能包裝機(jī)根據(jù)茶葉包裝工序,實(shí)現(xiàn)茶葉包裝過程中制袋、稱量、充填、封口和切斷的工序與運(yùn)行狀態(tài)監(jiān)控、異常狀態(tài)中斷及報(bào)警功能。程序按照模塊化思路設(shè)計(jì),主要分為主程序、子程序及中斷程序。程序運(yùn)行時(shí),首先執(zhí)行初始化程序段,然后進(jìn)入主程序段判斷包裝機(jī)運(yùn)行的手/自動(dòng)狀態(tài)位,若是自動(dòng)運(yùn)行狀態(tài),則主程序調(diào)用包材縱封送料子程序、縱封加熱子程序、送料子程序,PLC實(shí)時(shí)掃描采集包材位置信號和縱封溫度信號,當(dāng)滿足包裝袋縱封條件后,控制器啟動(dòng)縱封電磁閥完成縱封工作。當(dāng)完成縱封工作后主程序調(diào)用橫封加熱子程序、包材橫封供送子程序,PLC實(shí)時(shí)掃描采集包材位置信號、橫封溫度信號、稱重傳感器信號,當(dāng)3個(gè)信號都滿足橫封要求時(shí),橫封電機(jī)啟動(dòng),進(jìn)行橫封工作和切斷工作,茶葉包裝過程完成。多功能茶葉包裝機(jī)控制流程圖見圖4。
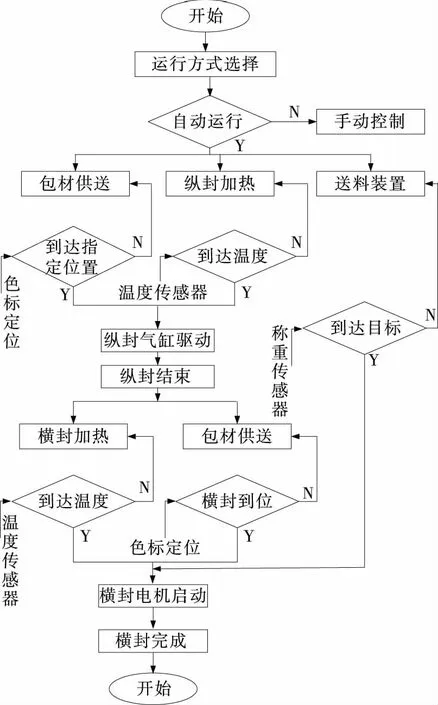
圖4 多功能茶葉包裝機(jī)控制流程圖
3.2 模糊PID熱封溫度控制算法的實(shí)現(xiàn)
包裝封口是利用加熱封頭將包裝材料加熱熔化成熔融狀態(tài),在熱封裝置的外在壓力作用下黏結(jié)為一體,冷卻后具有一定黏合強(qiáng)度,主要因素包括熱封溫度、熱封壓力及熱封時(shí)間。模糊控制算法要對輸入信號進(jìn)行模糊化處理、模糊推理和輸出信號的反模糊化處理[14-15]。如果直接在TIA Protal V13的Step7中進(jìn)行編程,進(jìn)行在線整定PID的3個(gè)參數(shù),程序所占內(nèi)存較大且很難實(shí)現(xiàn),影響控制系統(tǒng)的運(yùn)行速度[16]。采用OPC技術(shù),以WinCC OPC為Server,Matlab OPC為Client,通過OPC進(jìn)行數(shù)據(jù)交換,實(shí)現(xiàn)控制算法的應(yīng)用(見圖5)。以多功能茶葉包裝機(jī)模糊PID橫封溫度控制算法的實(shí)現(xiàn)為例,步驟如下:
(1) 將TIA Protal V13的WinCC設(shè)為OPC Server,通過SIMATIC OPC Scout 建立Items,同時(shí)設(shè)置相關(guān)參數(shù)。
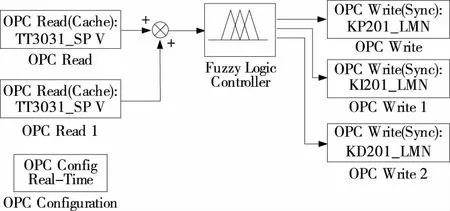
圖5 控制算法實(shí)現(xiàn)
(2) 在Simulink中調(diào)用OPC Toolbox,分別添加1個(gè)OPC Configuration、2個(gè)OPC Read、3個(gè)OPC Write模塊。2個(gè)OPC Read連接WinCC中變量TT3031_SP(橫封溫度設(shè)定值)和TT3031_PV(橫封溫度采樣值)用3個(gè)OPC Write連接WinCC中變量KP201_LMN(比例參數(shù))、KI201_LMN(微分參數(shù))、KD201_LMN(積分參數(shù)),設(shè)置模式Synchronous,采樣時(shí)間0.5 s。
(3) 建立Fuzzy/Logic Controller,并進(jìn)行調(diào)用。
3.3 HIM界面設(shè)計(jì)
多功能茶葉包裝機(jī)HIM界面的設(shè)計(jì)采用TIA Portal中的WinCC,其工具箱中包含的基本對象、控件、圖形、元素,可以靈活拖動(dòng)到HIM界面,在TIA Portal中還可以開發(fā)報(bào)警界面、參數(shù)設(shè)置界面、參數(shù)歷史曲線[17]。如圖6所示,在TIA Portal V13軟件開發(fā)的包裝機(jī)生產(chǎn)監(jiān)測畫面可以設(shè)定稱重質(zhì)量、包裝速度、橫封溫度和縱封溫度,實(shí)現(xiàn)多功能包裝機(jī)自動(dòng)化生產(chǎn)。
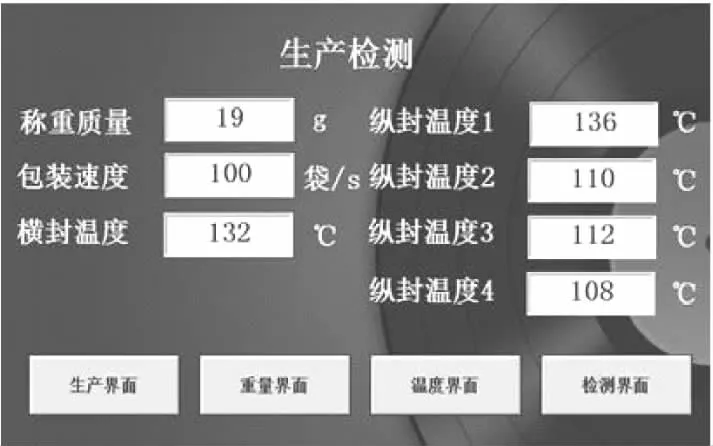
圖6 多功能包裝機(jī)生產(chǎn)監(jiān)測界面
本研究所述的基于TIA Portal多功能包裝機(jī)控制系統(tǒng)是與陜西西微測控工程有限公司合作開發(fā),已經(jīng)成功地應(yīng)用到河南信陽某茶葉加工企業(yè)的包裝機(jī)控制系統(tǒng)。結(jié)合OPC技術(shù)完成WinCC與MATLAB的通訊,實(shí)現(xiàn)多功能包裝機(jī)模糊PID熱封裝置溫度控制算法的應(yīng)用。
該企業(yè)以信陽毛尖茶葉為主打產(chǎn)品,現(xiàn)以小包裝進(jìn)行現(xiàn)場測試,連續(xù)生產(chǎn)24 h進(jìn)行橫封效果測試。要求:袋長70 mm、袋寬55 mm、克重10 g、包裝速度100袋/min。如圖7所示將橫封溫度設(shè)定為135 ℃,從溫度趨勢曲線中可以看出,溫度波動(dòng)幅度較小,能夠控制在±1.8 ℃,溫度控制精度在1.5%以內(nèi),避免了因溫度過高而造成包裝薄膜燒穿,或因溫度過低而無法滿足封口要求,實(shí)際應(yīng)用效果良好。
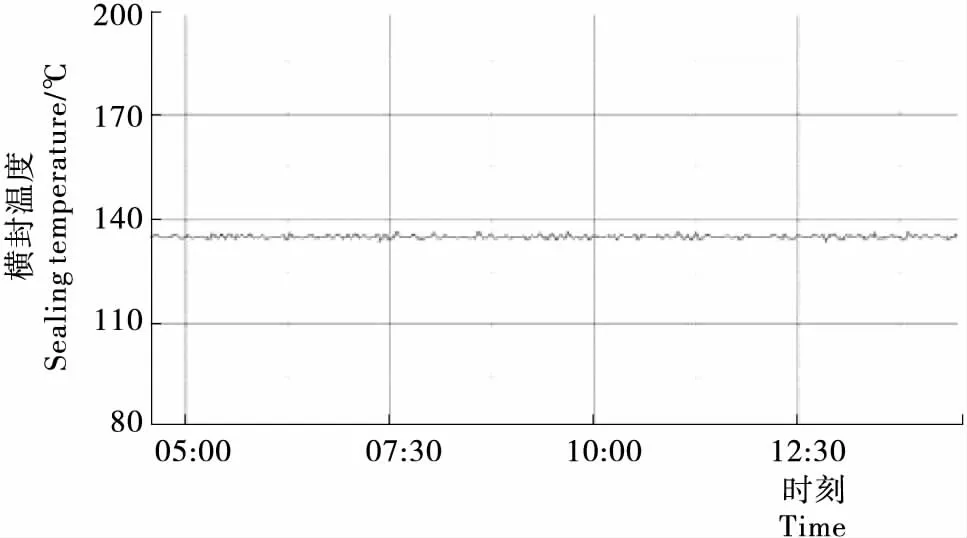
圖7 包裝機(jī)橫封溫度歷史曲線
4 結(jié)論
基于TIA Portal V13平臺(tái)和S7-1200 CPU控制器實(shí)現(xiàn)多功能茶葉包裝機(jī)動(dòng)態(tài)實(shí)時(shí)監(jiān)控和控制,利用TIA Portal可快速、直觀地開發(fā)和調(diào)試優(yōu)勢,解決包裝封口不嚴(yán)、外觀褶皺、材料燒穿等包裝質(zhì)量問題,結(jié)合OPC技術(shù)完成WinCC與MATLAB的通訊,實(shí)現(xiàn)模糊PID的包裝機(jī)熱封溫度控制算法的應(yīng)用,實(shí)時(shí)調(diào)節(jié)PID的3個(gè)參數(shù),提高溫度系統(tǒng)的精確度和穩(wěn)定性,應(yīng)用表明,該多功能茶葉包裝機(jī)系統(tǒng)運(yùn)行穩(wěn)定、成品率高。具有一定的應(yīng)用價(jià)值。
[1] 韓占華, 郭飛. 自動(dòng)化在包裝機(jī)機(jī)械中的應(yīng)用和展望[J]. 食品與機(jī)械, 2011, 29(3): 49-52.
[2] 馬曉宇. 自動(dòng)包裝機(jī)熱封溫度自適應(yīng)控制系統(tǒng)設(shè)計(jì)[J]. 包裝工程, 2016, 37(21): 173-178.
[3] 李光樂. FFS包裝機(jī)伺服電子定量稱重系統(tǒng)[J]. 食品與機(jī)械, 2013, 29(4): 118-120.
[4] 王大鵬, 王濤, 蘇孝國. 基于TIA Portal 環(huán)境的S7-1200的OPC通訊[J]. HIM與工控軟件, 2014(9): 97-101.
[5] 劉海生, 張俊, 李菡, 等. 全自動(dòng)立式顆粒包裝機(jī)傳動(dòng)系統(tǒng)及橫封機(jī)構(gòu)的改進(jìn)及仿真[J]. 食品與機(jī)械, 2015, 31(4): 94-96.
[6] 史建華. 基于PLC的自動(dòng)顆粒包裝機(jī)熱封控制系統(tǒng)[J]. 飼料工業(yè), 2012, 33(9): 9-10.
[7] 康瑞芳, 劉鑫. 基于DSP全自動(dòng)食品包裝機(jī)控制系統(tǒng)設(shè)計(jì)[J]. 控制工程, 2017, 24(2): 336-340.
[8] 孟凡資. 西門子PLC和組態(tài)軟件在溫度控制系統(tǒng)中的應(yīng)用[J]. 工業(yè)控制計(jì)算機(jī), 2014(4): 158-160.
[9] 王超, 孫萬麟. 基于博途軟件的PLC電梯監(jiān)控系統(tǒng)設(shè)計(jì)[J]. 實(shí)驗(yàn)室研究與探索, 2016, 35(4): 74-77.
[10] 邵忠良. 基于PLC的FFS包裝機(jī)移動(dòng)平臺(tái)設(shè)計(jì)及控制系統(tǒng)實(shí)現(xiàn)[J]. 食品與機(jī)械, 2013, 29(3): 157-160.
[11] 李艷, 張曉婕. 基于TIA Portal 環(huán)境下的小型汽輪機(jī)控制系統(tǒng)的設(shè)計(jì)[J]. 紙和造紙, 2015(8): 9-11.
[12] 李宏宇, 張慶廣, 王云龍. S7-1200基于Modbus通訊協(xié)議的數(shù)據(jù)采集及遠(yuǎn)程傳送應(yīng)用[J]. 黑龍江冶金, 2014, 34(4): 31-32.
[13] 張克非, 蔣濤, 邵龍. 基于新型模糊PID控制單元的LD精密溫度控制[J]. 光學(xué)精密工程, 2017, 25(3): 648-655.
[14] 夏爽, 李麗宏. 基于PSO-RBF神經(jīng)網(wǎng)絡(luò)在溫室溫度預(yù)測中的應(yīng)用[J]. 計(jì)算機(jī)工程與設(shè)計(jì), 2017, 38(3): 744-748.
[15] LI Xin-guo, ZHENG Zeng-lang. The application of PLC in the automatic packing machine control system[J]. Advanced Materials Research, 2012(3): 48-50.
[16] 薛雷, 孫以澤, 李培興. 基于模糊 PID 的褲襪包裝機(jī)熱封切刀溫度控制的研究[J]. 包裝工程, 2013, 34(3): 16-21.
[17] 潘玉成, 林高飛, 陳小麗. 基于模糊專家控制的茶葉炒制溫度控制系統(tǒng)[J]. 食品與機(jī)械, 2016, 32(11): 79-84.
Design of control system for multi-functional tea packaging machine based on TIA portal
FENGHui-ping1
HUYa-nan1
YANChen-yu2
LIMing-hui2,3
(1.XijingUniversity,Xi’an,Shaanxi710021,China; 2.ShaanxiUniversityofScienceandTechnology,Xi’an,Shaanxi710021,China; 3.ShaanxiXiweiAotumationControlEngineeringLimited,Xianyang,Shaanxi712000,China)
The multi-functional tea packing machine has the problems of poor packing, appearance folding and material burning and so on. The control system of tea packaging machine based on SIEMENS S7-1200 CPU and TIA Portal is developed. A seal temperature control system of multi-function packaging machine based on Fuzzy-PID control algorithm is designed. Firstly, the working principle, hardware selection and communication network configuration of multi-functional tea packing machine are introduced. Secondly, complete the hardware configuration of the packaging machine control system in the TIA Portal V13 environment and Fuzzy- PID control algorithm is implemented based on OPC technology. Finally, the man-machine interface design of the control system is completed. Field operation shows that the temperature control deviation is ±1.8 ℃ and the accuracy is less than 1.5%. The application shows that the multifunctional tea packing machine system runs stably and has high rate of finished products.
TIA portal; tea packing machine; S7-1200; temperature control; fuzzy-PID; OPC
西京學(xué)院科研基金項(xiàng)目(編號:XJ160231)
豐會(huì)萍,女,西京學(xué)院講師,碩士。
胡亞南(1986—),男,西京學(xué)院講師,碩士。 E-mail:2664961273@qq.com
2017—04—06
10.13652/j.issn.1003-5788.2017.07.019
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
