平衡理論在汽車注塑模具設(shè)計(jì)中的應(yīng)用
2017-09-28 09:09:30陳延民樂(lè)旭輝樊志峰
科學(xué)家 2016年11期
陳延民+樂(lè)旭輝+樊志峰
摘要隨著輕量化技術(shù)的發(fā)展,塑料材料在汽車上的使用比例越來(lái)越大,特別是新技術(shù)新工藝的日益成熟,注塑成型的高性能塑料部件已在包括汽車內(nèi)外飾件、發(fā)動(dòng)機(jī)動(dòng)力總成等領(lǐng)域獲得廣泛應(yīng)用。注塑成型塑料部件的關(guān)鍵技術(shù)在于注塑模具的制造,注塑模具的技術(shù)水平?jīng)Q定了塑料產(chǎn)品的質(zhì)量和生產(chǎn)成本,從而決定了塑料部件在汽車領(lǐng)域應(yīng)用的廣度和深度。而注塑模具的成敗關(guān)鍵在模具設(shè)計(jì),只有解決好注塑模具設(shè)計(jì)中的技術(shù)難題,才能保證模具產(chǎn)品的質(zhì)量從而最終使注塑產(chǎn)品具有成本和質(zhì)量的優(yōu)勢(shì)。
關(guān)鍵詞平衡要求:理論分析:平衡問(wèn)題
1模具設(shè)計(jì)的平衡要求
模具設(shè)計(jì)是一項(xiàng)比較復(fù)雜的工作,包括澆注系統(tǒng)、合模系統(tǒng)、冷卻系統(tǒng)、頂出系統(tǒng)等4大機(jī)構(gòu)的設(shè)計(jì),只有這四大系統(tǒng)實(shí)現(xiàn)完美的配合,才能保證注塑模具具有較長(zhǎng)的使用壽命,生產(chǎn)產(chǎn)品具有較低的生產(chǎn)周期,注塑產(chǎn)品尺寸和質(zhì)量保持穩(wěn)定,從而滿足汽車行業(yè)對(duì)塑料產(chǎn)品的大批量、低成本、高質(zhì)量的要求。
決定模具能否滿足上述要求的因素很多,包括模具鋼材、熱流道水平,加工精度、潤(rùn)滑材料、加工工藝和模具設(shè)計(jì)水平等,而模具設(shè)計(jì)則是所有這一切工作的基礎(chǔ),模具設(shè)計(jì)決定了模具的成敗。
利用平衡理論指導(dǎo)模具各系統(tǒng)的設(shè)計(jì),可以有效解決模具設(shè)計(jì)的復(fù)雜問(wèn)題,模具設(shè)計(jì)人員在設(shè)計(jì)過(guò)程中,要始終貫徹“平衡”的理念,把復(fù)雜問(wèn)題簡(jiǎn)單化,從而達(dá)到簡(jiǎn)化模具結(jié)構(gòu),減少加工過(guò)程,降低制造成本,保證模具質(zhì)量的目的。具體地說(shuō),就是要解決模具使用過(guò)程中的力量平衡、熱量平衡和時(shí)間平衡。
2模具的平衡理論分析
2.1模具的力量平衡
解決好模具的力量平衡,是保證模具質(zhì)量和使用壽命的關(guān)鍵,模具的力量平衡包括合模機(jī)構(gòu)的合模力的平衡問(wèn)題,模具承壓面和封膠面的力量平衡問(wèn)題,模具側(cè)滑塊的力量平衡問(wèn)題,模具頂出機(jī)構(gòu)的力量平衡問(wèn)題。
解決力量問(wèn)題的關(guān)鍵點(diǎn)在于:1)模具所有的受力面的作用力和反作用力必須在一條線上,最好是在水平或垂直線上,盡量避免出現(xiàn)斜向力和旋轉(zhuǎn)力;2)模具的承壓面和封膠面根據(jù)功能不同采用不同的形狀,承受不同力量。具體解決方案如下。
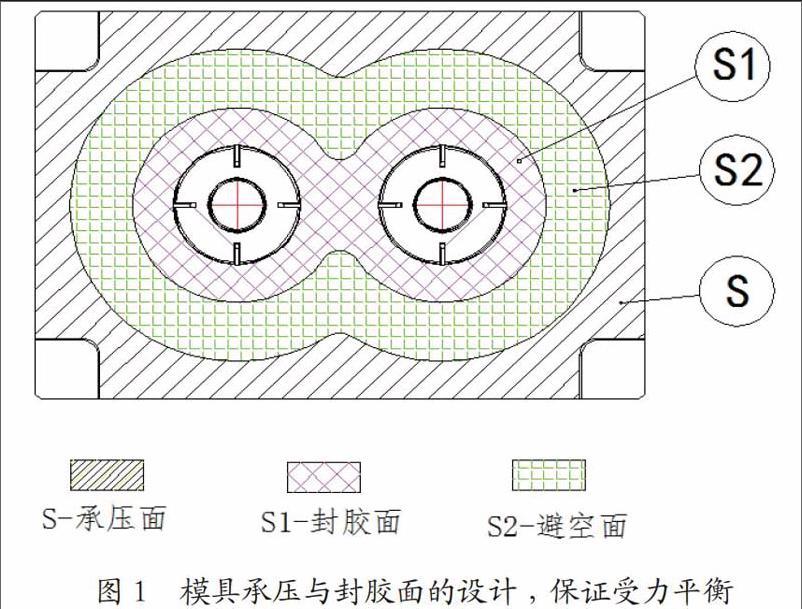
2.1.1合模力的平衡問(wèn)題,模具承壓面和封膠面的力量平衡問(wèn)題
注塑模具使用過(guò)程中,模具分型面要承受幾百噸乃至幾千噸的合模壓力,如果不能解決好合模力的平衡問(wèn)題,會(huì)導(dǎo)致模具局部受損,使制品產(chǎn)生飛邊毛刺,從而縮短模具的使用壽命并影響塑料產(chǎn)品的質(zhì)量,解決合模力、承壓面和封膠面的力量平衡問(wèn)題必須做到以下幾點(diǎn)(圖1):1)合模承壓面S和封膠面S1根據(jù)功能要求采用不同結(jié)構(gòu),承壓面盡量采用一個(gè)垂直于開模方向的平面,承受模具合模時(shí)的壓力,封膠面依據(jù)塑料產(chǎn)品的形狀可以采用曲面結(jié)構(gòu),只起到封膠的作用,不承受合模時(shí)產(chǎn)生的合模力,可以比承壓面的理論值低0.02mm~0.03mm;2)承壓面面積s要足夠大,足以承受合模時(shí)產(chǎn)生的壓力,可以通過(guò)計(jì)算得出(S=F/P);3)承壓面要均勻分布在產(chǎn)品成形面四周,保持相對(duì)平衡;4)封膠面S1根據(jù)產(chǎn)品形狀沿產(chǎn)品四周形成曲面,寬度不小于20mm。
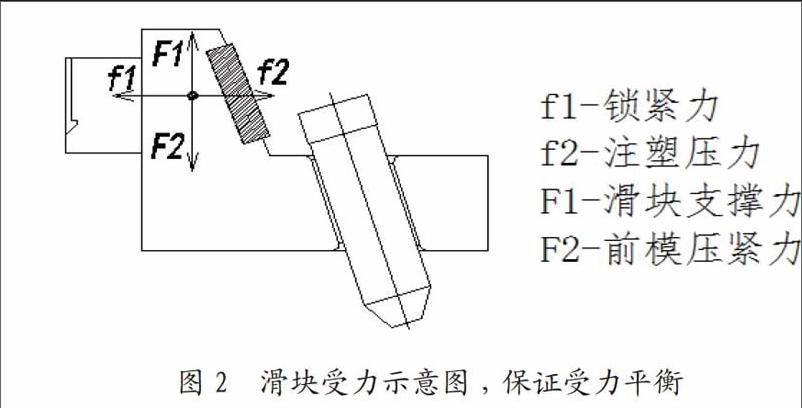
2.1.2模具側(cè)滑塊的力量平衡問(wèn)題
大部分的模具都有側(cè)滑塊機(jī)構(gòu),側(cè)滑塊的精度和耐久性往往決定了模具的質(zhì)量和壽命,解決好側(cè)滑塊的力量平衡問(wèn)題,是模具設(shè)計(jì)師的又一項(xiàng)重要工作。側(cè)滑塊的力量來(lái)自于兩個(gè)方向(圖2),一是來(lái)自于合模方向的合模力F1和反作用力F2;二是來(lái)自于滑塊鎖緊方向的注塑力f1和模具鎖緊力f2。這兩對(duì)力必須做到F1和F2作用在一條線上,f1和f2作用在一條線上,避免相互錯(cuò)位產(chǎn)生旋轉(zhuǎn)力矩。
2.1_3模具頂出機(jī)構(gòu)的力量平衡問(wèn)題
模具項(xiàng)出機(jī)構(gòu)的設(shè)計(jì),必須做到頂出機(jī)構(gòu)力量平衡,頂出時(shí),塑料產(chǎn)品受力均勻,不會(huì)受到損失或者變形。
實(shí)現(xiàn)頂出機(jī)構(gòu)的力量平衡,必須做到:1)項(xiàng)出桿的布局合理,受力均勻;2)導(dǎo)向機(jī)構(gòu)布局合理,分布均勻,受力均衡;3)最大限度地減少項(xiàng)出桿與模具的接觸面積,采用20mm左右的封膠配合即可,盡量減少頂出桿運(yùn)動(dòng)時(shí)與模具本體的摩擦力,保證運(yùn)動(dòng)暢通。
2.2模具的熱量平衡
注塑成型就是將熔融的塑料通過(guò)高壓注入到模腔內(nèi),然后通過(guò)冷卻定型,制成所需形狀的制品,在模腔內(nèi),冷卻系統(tǒng)將塑料熔體的熱量帶出的速度,決定了生產(chǎn)周期和產(chǎn)品的出模溫度,進(jìn)而影響產(chǎn)品的后收縮和尺寸穩(wěn)定。因此,理想的模具設(shè)計(jì)要求模腔內(nèi)的熱量要快速、均勻地被傳遞出去。
模具的熱量平衡的關(guān)鍵在于合理的冷卻水道設(shè)計(jì),冷卻水道的設(shè)計(jì)要遵循以下幾點(diǎn):1)水道設(shè)計(jì)合理,一般采用直徑12~15mm,間距15mm,距模具表面不大于15mm;2)盡量減少水道的折返;3)水道必須全部覆蓋制品;4)包括滑塊、斜項(xiàng)、嵌件等部位都必須保證水道暢通;5)必要時(shí)采用鈹銅及噴淋式水井等特殊結(jié)構(gòu)保證冷卻效果。總而言之,要做到冷卻均勻,快速散熱。
2.3模具注塑時(shí)間平衡
時(shí)間平衡,是指產(chǎn)品注塑成型時(shí),塑料熔體在模腔內(nèi)均勻流動(dòng),熔體盡量在相同時(shí)間內(nèi)到達(dá)模腔的最遠(yuǎn)端,以達(dá)到充模時(shí)間、壓力、溫度的平衡,從而減少因壓力和溫度不同造成的應(yīng)力集中、產(chǎn)品翹曲變形、缺料、飛邊毛刺等缺陷。同時(shí)能實(shí)現(xiàn)低壓快速注塑,避免模具承受過(guò)大的壓力,保證模具的使用壽命。
實(shí)現(xiàn)模具注塑時(shí)間平衡,可以通過(guò)M-FLOW分析手段,通過(guò)不斷優(yōu)化澆口位置和大小來(lái)完成。
3結(jié)論
由于注塑模具是一個(gè)新型的行業(yè),長(zhǎng)期以來(lái),模具設(shè)計(jì)基本停留在經(jīng)驗(yàn)積累和師徒相傳的模式,缺乏科學(xué)的理論指導(dǎo)。面對(duì)制品的多樣性、成本的壓力、質(zhì)量的提升等諸多因素的變化要求,如何讓模具設(shè)計(jì)人員科學(xué)的、快速的完成設(shè)計(jì),是擺在每一個(gè)模具制造企業(yè)的難題。熟練的運(yùn)用模具設(shè)計(jì)中的平衡理論,可以很好的指導(dǎo)設(shè)計(jì)人員,更全面的、科學(xué)的工作,最大限度地避免失誤和缺項(xiàng),從而減少模具加工制造過(guò)程中的反復(fù)修整,最大限度的減少模具制造成本,給模具制造行業(yè)帶來(lái)經(jīng)濟(jì)效益和社會(huì)效益。同時(shí)也為模具設(shè)計(jì)工作奠定了一定的理論基礎(chǔ)。endprint
