基于PLC的壓鑄機異常檢測及控制
2017-09-29 02:47:22許清媛許朋
中國鑄造裝備與技術(shù) 2017年5期
許清媛, 許朋
(1. 中山大學(xué)南方學(xué)院,廣東廣州 510 97 0; 2. 工業(yè)和信息化部電子第五研究所,廣東廣州 510 610)
基于PLC的壓鑄機異常檢測及控制
許清媛1, 許朋2
(1. 中山大學(xué)南方學(xué)院,廣東廣州 510 97 0; 2. 工業(yè)和信息化部電子第五研究所,廣東廣州 510 610)
壓鑄機是有色金屬鑄件生產(chǎn)的重要裝備,在現(xiàn)代工業(yè)制造中具有廣泛應(yīng)用。壓鑄機的異常檢測和控制不僅關(guān)乎壓鑄機的安全和壽命,更關(guān)乎壓鑄工人的人身安全,是壓鑄機控制系統(tǒng)設(shè)計中最重要的環(huán)節(jié)。本文對壓鑄機的異常進行了分析,結(jié)合基于P L C (P r o g r a m m a b l e L o g i c C o n t r o l l e r. 可編程邏輯控制器)的壓鑄機控制系統(tǒng),提出了壓鑄機的異常檢測和控制方法。在壓鑄機上驗證和實施后,效果較好。
壓鑄機; 異常檢測和控制; 基于P L C的控制系統(tǒng)
D O I:10.39 69/j.i s s n.100 6-96 58.2017.05.018
0 引言
壓鑄是近代金屬加工工藝中發(fā)展較快的一種高效率,少切削的金屬成型精密鑄造方法。壓鑄機則是采用了這種壓鑄方法,在壓力作用下把熔融金屬液壓射到模具中冷卻成型,開模后得到固體金屬鑄件的一系列工業(yè)鑄造機械。
隨著汽車等制造業(yè)在中國市場的發(fā)展,發(fā)動機鋁合金缸體和相關(guān)的壓鑄件發(fā)展迅猛,對鑄件的質(zhì)量和品質(zhì)也提出了更高的要求。而傳統(tǒng)的壓鑄機控制系統(tǒng)多采用繼電器控制、微機控制方式等。但繼電器控制、微機控制方式往往存在控制效率低、可靠性差、抗干擾能力弱和后期維護困難等問題,文章[1-2]分別提出了一種基于PLC(Programmable Logic Controller. 可編程邏輯控制器)的壓鑄機控制系統(tǒng)設(shè)計,提高了控制可靠性和效率。然而單純的PLC控制系統(tǒng)不易實現(xiàn)壓鑄機的現(xiàn)場監(jiān)控以及工藝參數(shù)的現(xiàn)場設(shè)置和修改,鑒于壓鑄機控制系統(tǒng)工藝參數(shù)較多,且需要人機交互進行參數(shù)設(shè)置和修改,彭繼慎等[3-4]開展了基于PLC和觸摸屏技術(shù)的壓鑄機控制系統(tǒng)研究,解決了人機交互的參數(shù)設(shè)置等問題。為了提高生產(chǎn)管理一體化的集成程度,實現(xiàn)對多臺壓鑄機生產(chǎn)工藝參數(shù)的集中控制管理,文章[5]提出了一種現(xiàn)代化的遠程監(jiān)控系統(tǒng)設(shè)計,從而實現(xiàn)了對多臺壓鑄機的集中管理,實時監(jiān)控。另一方面,為了提高壓鑄件的質(zhì)量,對合模機構(gòu)的性能改善以及對壓射過程的精確控制顯得十分必要[7-12]。針對飛邊問題的改善和合模機構(gòu)性能的改善在文章[6-8]中得到了很好的研究。文章[9]則引入了一種壓射過程的壓力,速度等相應(yīng)參數(shù)的偏差糾正機制,文章[10]研究了一種壓鑄機自動壓射系統(tǒng)的速度和增壓壓力實時控制方案,文章[11]提出了一種基于混沌自適應(yīng)差分進化算法的壓鑄機多變量壓射過程非線性預(yù)測控制方法,較好的提高了控制精度。縱然文章[1-11]都對壓鑄機系統(tǒng)進行了研究并取得了較好的效果,但針對壓鑄機系統(tǒng)異常檢測和控制的文章卻十分缺失。近幾年不斷發(fā)生的壓鑄機安全事故逐步引起了人們對壓鑄安全的關(guān)注。
壓鑄機的異常檢測和控制不僅關(guān)乎壓鑄機的安全和壽命,更關(guān)乎壓鑄工人的人身安全,故壓鑄機是否具備異常檢測和控制的能力是一臺壓鑄機是否達標的重要檢測標準,也是壓鑄機控制系統(tǒng)設(shè)計中最重要的環(huán)節(jié)。在整個壓鑄過程中,一個輕微的異常動作都有可能帶來嚴重的危害,對機器和人身安全等構(gòu)成巨大威脅。一臺合格的壓鑄機,當有異常情況發(fā)生時,應(yīng)當可以及時檢測出異常并發(fā)出相應(yīng)的警報,同時根據(jù)異常的嚴重程度選擇是否停機,并給出異常的產(chǎn)生原因及解決方法。
為了改善壓鑄機的壓鑄效率和提高壓鑄機的安全性能,本文針對壓鑄機系統(tǒng)的各種異常進行了分類,列舉了異常的現(xiàn)象和對應(yīng)的檢測、控制策略。然后在基于PLC的壓鑄機控制系統(tǒng)中進行了程序編寫和調(diào)試,最后在壓鑄機上進行了實踐,驗證了本文提出的壓鑄機異常的檢測和控制方法的可行性。
1 壓鑄機異常的分析
壓鑄機系統(tǒng)主要包含壓射機構(gòu)、合模機構(gòu)、液壓系統(tǒng)、電氣控制和傳動系統(tǒng)以及機座等,如圖1所示。
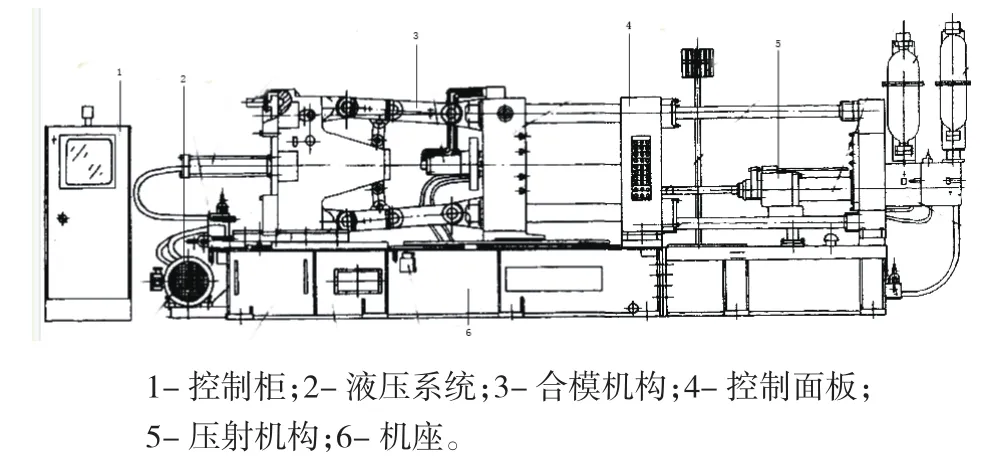
圖1 壓鑄機示意圖
壓鑄機的動作流程依次有原位燈亮、動芯插芯、合模、靜芯插芯、壓射、靜芯抽芯、開模和跟出、動芯抽芯、頂出和頂回、壓回,最后原位燈亮,開始下一個循環(huán)。以PLC為核心的控制程序可實現(xiàn)對壓鑄機動作的手動控制和自動控制兩種模式,并對異常和故障進行檢測和控制,壓鑄機異常分類如圖2所示。
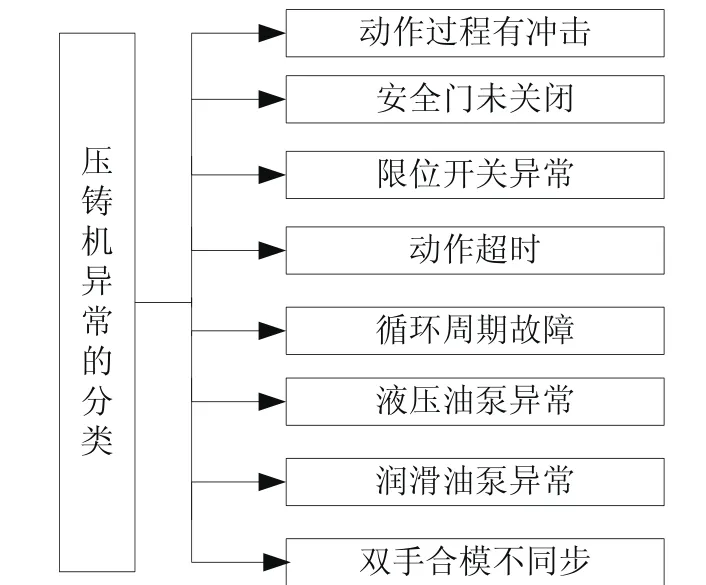
圖2 壓鑄機異常的分類
每一種類型的異常又包含了很多種具體的異常,例如自動模式下安全門未關(guān)閉包含前安全門未關(guān)閉或后安全門未關(guān)閉兩種情況;而動作超時則包含合模超時、低壓合模超時、插芯超時、壓射超時、開模超時、抽芯異常、跟出超時和壓回超時等幾種動作超時異常;限位開關(guān)故障則包含了壓鑄機中所有限位開關(guān)的異常和故障,如位置安裝錯誤、限位開關(guān)損壞等。
為了實現(xiàn)壓鑄機的異常檢測和控制,我們不僅要掌握每一種類型異常的現(xiàn)象,更要掌握其檢測的原理、從而進行報警和控制。這里我們以開模沖擊異常和開模到位位置不精確為例進行分析。壓鑄機開模動作一般含高壓開模、快速開模和慢速開模三個步驟,通過電子尺的位置控制進入不同動作,不失一般性,設(shè)其動作區(qū)間、壓力和流量的設(shè)置如表1所示。可以看出每個步驟壓力和流量不同,壓鑄機在高壓開模、快速開模、慢速開模和開模結(jié)束的步驟過渡時往往存在抖動和沖擊現(xiàn)象,而且在不同的壓力流量下,開模動作停止后開模到底的位置不能精確在一個固定位置上。故消除開模過程的沖擊問題和實現(xiàn)開模到底的精確定位問題成為了壓鑄機開模控制的一大難題。這個時候我們在PLC程序中設(shè)計了一個過渡控制子程序,使其壓力和流量的變化平滑轉(zhuǎn)換到目標壓力和流量,從而消除了沖擊異常及開模到底位置定位問題。
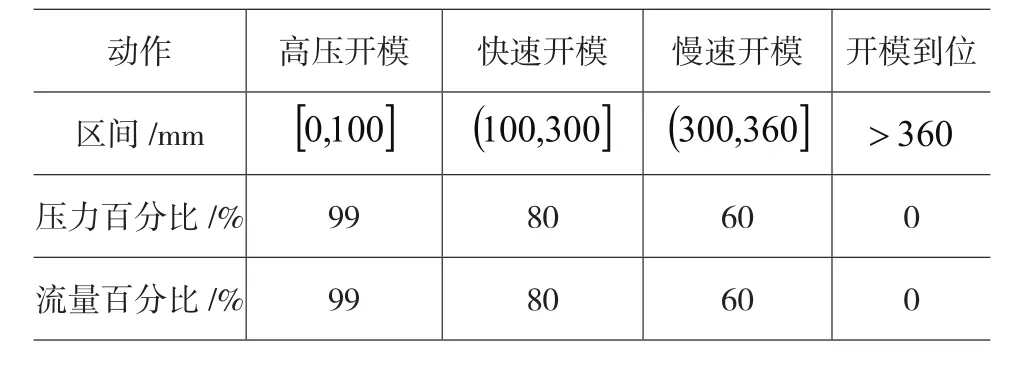
表1 開模控制的參數(shù)設(shè)定
2 壓鑄機異常的檢測和控制
對壓鑄機異常的檢測和控制需要針對每一種具體的異常,分析其發(fā)生異常的原因和現(xiàn)象,然后在PLC的程序中編寫適當程序進行檢測和控制,使機器能夠及時發(fā)出警報,根據(jù)嚴重程度自動實現(xiàn)停止當前動作或停泵等措施來保護機器和人身安全。工人可根據(jù)觸摸屏提示,直觀的找到異常原因,維護完成后確認異常,并在手動模式下控制機器回歸原位,直至原位燈亮。這里特別需要提出的是,異常出現(xiàn)后機器不能動作或者停泵,直到異常解決,確認異常后才能再次開始動作或啟泵。
壓鑄機的運動控制需要很多限位開關(guān)用以行程和位置檢查,但限位開關(guān)使用一段時間后,運動部件的運動特性、壓合開關(guān)的機械可靠性和限位開關(guān)本身的品質(zhì)與特性都可能引起限位開關(guān)異常,比如中子插入到位和抽出到位限位開關(guān)同時發(fā)訊,或者不發(fā)訊;頂出和頂回限位開關(guān)同時發(fā)訊,或者不發(fā)訊;調(diào)模大和調(diào)模小限位開關(guān)同時發(fā)訊,或者不發(fā)訊等問題。此時壓鑄機控制系統(tǒng)需及時檢測到異常,發(fā)出警報和提示信息,并停止動作便于工人進行維修。下面以壓射控制接近開關(guān)為例,對限位開關(guān)異常的檢測和控制分別進行介紹。如圖3所示,壓射控制限位開關(guān)示意圖。
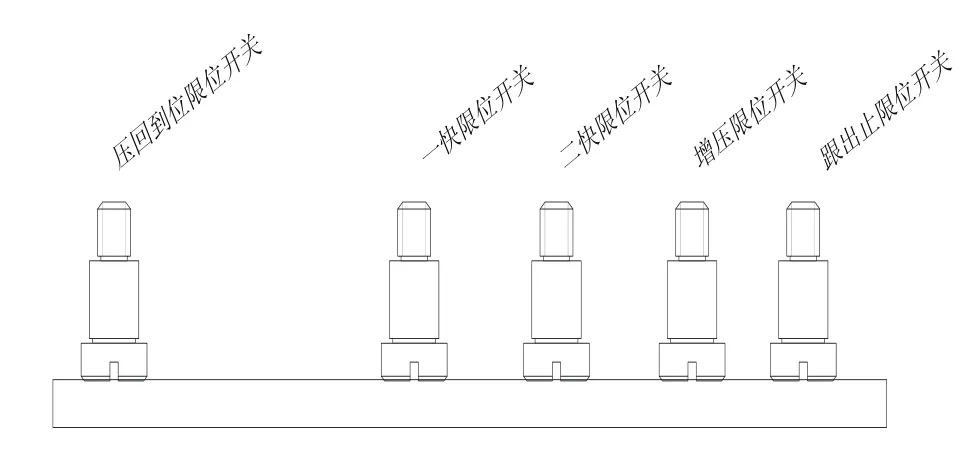
圖3 壓射控制限位開關(guān)分布圖
用限位開關(guān)控制壓鑄機的壓射動作一般包含慢壓射、一快壓射、二快壓射、增壓等。在自動模式下,出現(xiàn)限位開關(guān)異常時,壓射過程只允許執(zhí)行慢壓射動作,其他壓射動作無法啟動,系統(tǒng)的壓力流量使用慢壓射的壓力和流量。壓射限位開關(guān)異常的檢測有:手動模式下,沒有壓射或壓回動作下,壓射(壓回到位,一快位,二快位,增壓位等)限位開關(guān)未發(fā)訊,或者正在壓射或壓回時限位開關(guān)異常,則異常成立。自動模式下,不是壓射或壓回時,限位開關(guān)異常,或者壓射超時或壓回動作下,壓射(壓回到位,一快位,二快位,增壓位,跟出位)限位開關(guān)未發(fā)訊,異常成立。圖4展示了以上壓射限位開關(guān)異常的一種情況,即壓射過程中限位開關(guān)故障的檢測和壓鑄機動作的控制流程。
異常處理方法:異常觸發(fā)后,壓鑄機務(wù)必切換為手動模式,查看人機界面的報警信息,提示可能含“壓回到位接近開關(guān)故障”,“一快接近開關(guān)故障”,“二快接近開關(guān)故障”,“增壓接近開關(guān)故障”的一種或者幾種。檢查對應(yīng)的限位開關(guān),使故障的限位開關(guān)重新得電,把報警復(fù)位并在手動模式下把壓鑄機控制回原位。
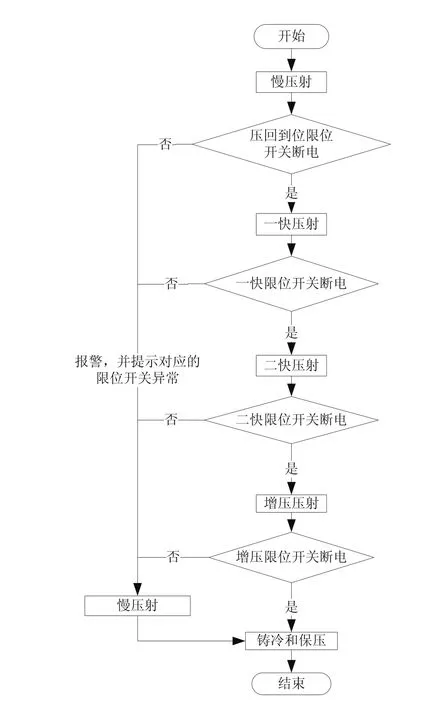
圖4 壓射過程中限位開關(guān)異常的檢測和控制
3 壓鑄機異常檢測與控制的效果
用前安全門未關(guān)閉為例說明其檢測和控制過程,如圖5所示壓鑄機和前安全門。首先在壓鑄機的人機界面設(shè)置好運行參數(shù)(壓力,流量,時間等),合模方式選擇雙手和關(guān)門合模,然后在手動模式下起泵。起泵完成后,檢查壓鑄機是否原位,若否,則人機界面上會有警報,并提示哪一個模塊沒在原位,然后手動把壓鑄機控制回原位,并關(guān)閉前后安全門。若壓鑄機已經(jīng)回到原位,壓鑄機切換到自動模式,原位燈亮。在控制面板上同時按下合模按鈕1和合模按鈕2,壓鑄機開始自動合模。在高壓開模前打開前安全門,壓鑄機會瞬間停機無動作并且有警報。此時,在控制面板中將壓鑄機切換到手動模式,然后到控制柜上的人機界面查看報警信息,上面會顯示“前安全門未關(guān)閉”(圖6所示),了解報警信息后,點擊人機界面上的“報警復(fù)位”按鈕,停下警報,返回控制面板,在手動模式下把壓鑄機控制回原位。此為壓鑄機的安全門異常的處理方法。

圖5 壓鑄機車間
4 結(jié)語
壓鑄機是在壓力作用下把熔融金屬液壓射到模具中冷卻成型,開模后得到固體金屬鑄件的一系列工業(yè)鑄造機器,如何提高壓鑄安全顯得十分重要。本文針對壓鑄機的異常進行了歸類和分析,提出了一種基于PLC控制系統(tǒng)的壓鑄機異常檢測與控制方法。通過實踐,證明了異常檢測和控制的有效性
[1] 王東輝, 趙毅飛. 基于PLC的冷室壓鑄機自動控制系統(tǒng)設(shè)計[J].鑄造技術(shù), 2015, 6: 156 9-157 0.
[2] 王素粉, 秦沖, 朱有洪. 基于PLC的壓鑄機控制系統(tǒng)設(shè)計[J].鑄造技術(shù), 2016, 4: 79 0-79 3.
[3] 彭繼慎, 任寶棟. 基于PLC和觸摸屏技術(shù)的壓鑄機控制系統(tǒng)研究[J]. 特種鑄造及有色合金, 200 6, 44(3): 40-42.
[4] 臧小杰. 基于組態(tài)軟件的壓鑄機控制系統(tǒng)[J]. 中國鑄造裝備與技術(shù), 200 5, 2: 52-54.
[5] 李遠發(fā), 張麗琴, 洪艷, 彭振興. 壓鑄生產(chǎn)遠程監(jiān)控系統(tǒng)的開發(fā)[J]. 國際塑性加工先進技術(shù)研討會, 200 7: 299-30 2.
[6] 李玲嬌, 石秀東. 低壓鑄造蝸輪增壓器殼體鑄造飛邊的形成和消除[J].特種鑄造及有色合金, 2016, 36(1): 44-47.
[7] 周建新, 馬冰冰, 萬國慶, 張華偉, 吳智恒. 大型壓鑄設(shè)備合模機構(gòu)的瞬態(tài)動力學(xué)分析[J]. 2013, 41(15): 168-171.
[8] 彭繼慎, 張浩, 常勇. 壓鑄機合模力傳感器非線性動態(tài)補償?shù)难芯縖J]. 特種鑄造及有色合金, 2012, 32(4): 99-104.
[9] 王益志, 趙士忠. 壓鑄機實時壓射控制系統(tǒng)對鑄件質(zhì)量的影響[J]. 特種鑄造及有色合金, 200 2, s1: 43-45.
[10] 于俊, 易孟林, 羅曉玉, 劉兆明, 楊春江. 壓鑄機實時控制壓射系統(tǒng)的研究[J]. 機床與液壓, 200 4, 12: 132-133.
[11] 閆孝姮, 陳偉華, 彭繼慎, 趙忠建. 基于CADE算法的壓鑄機實時控制壓射系統(tǒng)的研究[J]. 特種鑄造及有色合金, 2013, 7:53-56.
Abnormal detection and control of die casting machine based on PLC
XU QingYuan1, XU Peng2
(1. Nanfang College of Sun Yat-sen University, Guangzhou 510970, Guangdong,China;2. The 5th Electronics Research Institute of MII, Guangzhou 510610, Guangdong,China)
Die casting machine is an important equipment for the production of nonferrous metal castings,which is widely used in modern industrial manufacture. The abnormal detection and control of die casting machine is the most important link in the design of die casting machine control system, for it not only effects the safety and life of die casting machine, but also endangers the safety of die casting workers. In this paper, the abnormality of die casting machine is analyzed, and the abnormal detection and control method of die casting machine is put forward based on PLC. The effectiveness is validated by the die casting machine which implement the abnormal detection and control system.
die casting machine; abnormal detection and control; control system based on PLC
T G 249.2;
A;
100 6-96 58(2017)05-00 57-04
2016年廣東省高校重大科研項目—青年創(chuàng)新人才類項目
2017-04-18
稿件編號:170 4-175 6
許清媛(198 6—),女,碩士,講師,主要研究方向:P L C控制系統(tǒng),智能學(xué)習(xí)控制.
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
動漫界·幼教365(大班)(2021年4期)2021-05-23 21:33:16
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
小學(xué)生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學(xué)低年級(2017年4期)2017-06-09 16:22:28
作文周刊·小學(xué)一年級版(2016年28期)2017-06-03 00:28:49
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
