4900PCTC活動(dòng)坡道制作與安裝工藝
2017-10-10 02:20:49林以堅(jiān)
科技與創(chuàng)新 2017年19期
關(guān)鍵詞:結(jié)構(gòu)活動(dòng)
林以堅(jiān)
(廈門船舶重工股份有限公司,福建廈門361026)
4900PCTC活動(dòng)坡道制作與安裝工藝
林以堅(jiān)
(廈門船舶重工股份有限公司,福建廈門361026)
汽車滾裝船為特殊的功能性船舶,其基本功能是所裝載的汽車自行“滾上滾下”進(jìn)行裝卸,支持該功能的是由艏艉上下船跳板(艏門、邊門、艉門)、活動(dòng)甲板、活動(dòng)坡道、固定坡道、坡道液壓水密門等組成RORO運(yùn)輸系統(tǒng)。著重介紹了RORO系統(tǒng)重要組成部分——活動(dòng)坡道的特殊制作與安裝工藝。
滾裝船;RORO系統(tǒng);活動(dòng)坡道;安裝工藝
廈船重工承建的4900PCTC是高技術(shù)含量、高附價(jià)值的汽車滾裝船,系國內(nèi)首制。該船RORO系統(tǒng)的制作及安裝項(xiàng)目屬該船重點(diǎn)難關(guān)之一,其中,活動(dòng)坡道又是該系統(tǒng)中較難的一項(xiàng),其涉及的主要難點(diǎn)項(xiàng)目有鉸鏈、油缸、限位塊、橡皮槽、壓膠量、調(diào)節(jié)墊塊、負(fù)荷試驗(yàn)、沖水試驗(yàn)。
1 活動(dòng)坡道結(jié)構(gòu)制作
1.1 活動(dòng)坡道下料
零件下料應(yīng)盡量采用數(shù)控、半自動(dòng)或平行切割設(shè)備下料,避免采用手工割刀下料;活動(dòng)坡道面板(δ12 mm)應(yīng)盡量保證平整,對于出現(xiàn)橫拱的鋼板材,必須經(jīng)校平機(jī)校平后再送下道工序加工,活動(dòng)坡道面板采用無坡口的對接形式。
1.2 活動(dòng)坡道制作
1.2.1 制作場地的選擇、胎架的制作
活動(dòng)坡道總長為33.4 m,單邊直線寬5.4 m,理論質(zhì)量35.4 t,制作場地選擇應(yīng)結(jié)合以上數(shù)據(jù)綜合考慮(小組立場地、大組立場地、起重、運(yùn)輸配備等情況)。
1.2.2 坡道制作
1.2.2.1 活動(dòng)坡道結(jié)構(gòu)制作流程
活動(dòng)坡道結(jié)構(gòu)制作流程:T型材小組立、焊接、打磨、校直→坡道面板上胎架拼板、焊接、打磨、劃線→縱向結(jié)構(gòu)精下料→縱向結(jié)構(gòu)裝配→橫向T型材裝配→縱向兩側(cè)T型材裝配→三角板、筋板等加強(qiáng)結(jié)構(gòu)裝配→綁扎杯裝配→焊接、打磨→翻身→面板刨根、打磨、火工、測量和余量切割→密封壓緊條裝配、焊接和打磨→防滑條裝配、焊接、打磨→主油缸鉸鏈、頂升油缸上鉸鏈、壓緊器、液壓管、坡道過橋鉸鏈、電纜線安裝等安裝→活動(dòng)坡道報(bào)驗(yàn)→活動(dòng)坡道表面涂裝。
1.2.2.2 T型材小組立
根據(jù)制作圖紙T型材的裝配尺寸,先在T型材面板上劃出安裝線,然后找出相應(yīng)的腹板進(jìn)行組裝。裝配時(shí),應(yīng)注意腹板板厚的朝向,為減少焊接量的變形,可用余、廢的下腳料進(jìn)行點(diǎn)焊加固,如圖1所示,然后再焊接。焊接完成后去除焊渣、檢查焊縫質(zhì)量,去除加固件、檢查T型材的變形量。在變形較大的地方,需經(jīng)火工校直,直至滿足設(shè)計(jì)要求。
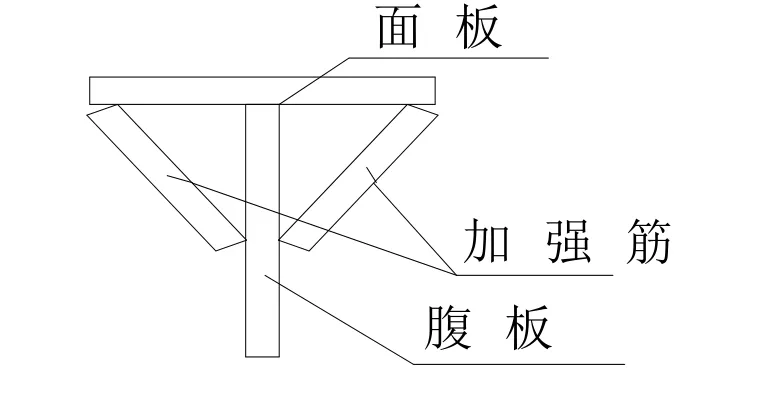
圖1 點(diǎn)焊加固圖
1.2.2.3 活動(dòng)坡道結(jié)構(gòu)焊接與面板拼板
活動(dòng)坡道結(jié)構(gòu)焊接盡量采用機(jī)械焊接方法。采用該方法具有焊接生產(chǎn)率高、焊接變形小、焊接質(zhì)量好、降低焊工的勞動(dòng)強(qiáng)度等諸多優(yōu)點(diǎn)。此次活動(dòng)坡道結(jié)構(gòu)焊接主要采用埋弧自動(dòng)焊、CO2自動(dòng)角焊和手工CO2氣體保護(hù)焊,具體為坡道面板采用埋弧自動(dòng)焊機(jī)焊接,坡道縱向和橫向結(jié)構(gòu)采用CO2自動(dòng)角焊機(jī)焊接,其余小結(jié)構(gòu)的加強(qiáng)結(jié)構(gòu)采用手工CO2氣體保護(hù)焊機(jī)焊接。
活動(dòng)坡道面板拼接需要注意以下3點(diǎn):①檢查坡道面板對接縫上相鄰綁扎孔的尺寸,與坡道安裝圖上綁扎孔之間的尺寸一致。②檢查坡道面板整體拼板尺寸和平整度,并用卡馬將坡道面板固定在胎架上,對于部分凸起的地方,可用壓載鐵壓平再進(jìn)行固定,如圖2所示。③接縫檢查。埋弧焊對焊件的準(zhǔn)備要求十分嚴(yán)格,如果不按照要求認(rèn)真準(zhǔn)備,則會出現(xiàn)很多缺陷,比如燒穿、氣孔、未焊透及表面成形不良等。
焊縫檢查要點(diǎn)主要有:①檢查接縫應(yīng)平直且間隙均勻一致。由于埋弧焊使用的焊接電流較大,電弧具有較強(qiáng)的穿透能力,鋼板厚度在14 mm以下時(shí)可以不開坡口,因此坡道面板對接焊縫采用無坡口、無間隙的對接形式。②檢查焊縫區(qū)域清理工作,直至露出金屬光澤為止。清理范圍為焊縫兩邊50 mm的區(qū)域。③在接縫的兩端放置焊接工藝板(引弧板和熄弧板),板的長、寬皆為150 mm左右,厚度與坡道面板相同,接縫焊完之后再用氣割將工藝板切除。安放工藝板的目的是將質(zhì)量較差的起焊處和斷弧處的焊縫去除,以保證整個(gè)焊縫質(zhì)量一致。
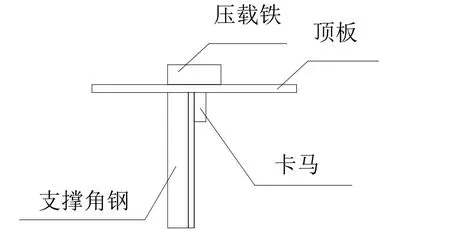
圖2 壓載鐵壓平固定圖
1.2.2.4 縱向結(jié)構(gòu)精下料
根據(jù)圖紙尺寸將U型槽鋼、折角板進(jìn)行精下,由于U型槽鋼內(nèi)部焊不到,為滿足焊接質(zhì)量要求,可對U型槽鋼開25°左右的焊接坡口。
1.2.2.5 結(jié)構(gòu)裝配
活動(dòng)坡道結(jié)構(gòu)裝配需注意以下三點(diǎn):①所有鉸鏈孔中心需保持水平一致,可以采用同徑假軸進(jìn)行輔助安裝;②坡道上的導(dǎo)軌裝置必須與船臺安裝合配,為便于后續(xù)船臺安裝,可臨時(shí)寄裝點(diǎn)焊于坡道主體上。③清除點(diǎn)焊在頂板和胎架梁上的卡馬,并在活動(dòng)坡道頂板上安裝4個(gè)吊耳準(zhǔn)備進(jìn)行翻身。
1.2.2.6 活動(dòng)坡道翻身
活動(dòng)坡道采用龍門起重機(jī)(100T龍門起重吊車)進(jìn)行空中翻身。
1.2.2.7 活動(dòng)坡道結(jié)構(gòu)檢驗(yàn)和密封壓緊條安裝
活動(dòng)坡道既作為負(fù)載結(jié)構(gòu),又作為隔離氣密壁結(jié)構(gòu),在活動(dòng)坡道結(jié)構(gòu)的檢驗(yàn)中,應(yīng)特別注意檢查活動(dòng)坡道結(jié)構(gòu)的強(qiáng)度和整體水平度。活動(dòng)坡道檢查主要包括以下2方面:①檢查活動(dòng)坡道結(jié)構(gòu)的變形情況,將活動(dòng)坡道自由放平,檢查活動(dòng)坡道縱向和橫向的水平度,對于不平整的部位,應(yīng)進(jìn)行火工矯正,調(diào)整為水平狀態(tài)。②檢查活動(dòng)坡道尺寸。活動(dòng)坡道在船體安裝中的形式是提升嵌入式安裝,活動(dòng)坡道的外形尺寸允許偏小5~10 mm,如圖3所示。劃出坡道的中心線、余量線,檢查坡道的尺寸和對角線是否符合標(biāo)準(zhǔn),然后切割余量線。
活動(dòng)坡道檢查結(jié)束,最后進(jìn)行活動(dòng)坡道密封壓緊條(不銹鋼扁鐵100×10)的安裝、焊接、打磨和防護(hù)。密封壓緊條作為與密封橡膠條的貼合面,關(guān)系著活動(dòng)坡道的氣密性。在安裝過程中,應(yīng)注意以下3點(diǎn):①密封壓緊條安裝整體水平;②密封壓緊條表面和對接縫不得有氣孔、凹坑或凸起;③焊接、打磨結(jié)束后,在密封壓緊條表面涂一層凡士林,并用鋁泊膠帶保護(hù)。
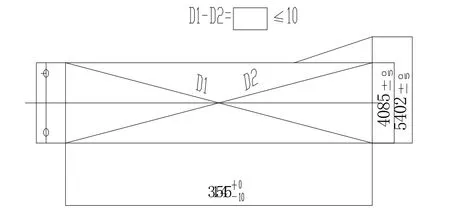
圖3 活動(dòng)坡道的外形尺寸允許偏小值
1.2.2.8 活動(dòng)坡道噴涂處理
活動(dòng)坡道鋼結(jié)構(gòu)檢驗(yàn)完整后,進(jìn)行噴沙和涂裝。需要注意的是,在噴沙過程中,應(yīng)先將所有鉸鏈保護(hù)好再進(jìn)行噴沙,避免損壞鉸鏈孔的光潔度。
2 活動(dòng)坡道安裝、調(diào)試和報(bào)驗(yàn)
2.1 活動(dòng)坡道安裝
活動(dòng)坡道在船臺吊裝前應(yīng)做好相關(guān)的安裝前準(zhǔn)備工作,主要有檢查船體坡道口結(jié)構(gòu)完整性,測量船體坡道口的尺寸和變形量等工作。
2.1.1 活動(dòng)坡道主鉸鏈安裝
活動(dòng)坡道的主體結(jié)構(gòu)理論質(zhì)量為35.4 t,為提高活動(dòng)坡道的安裝精度和降低施工安裝強(qiáng)度,活動(dòng)坡道主鉸鏈和活動(dòng)坡道后端密封橡膠條的安裝工作,應(yīng)盡量在船臺上利用船臺龍門起重機(jī)完成。
2.1.2 頂升油缸下鉸鏈安裝
活動(dòng)坡道頂升油缸下鉸鏈安裝步驟為:①根據(jù)安裝圖上的尺寸劃出頂升油缸下鉸鏈的安裝位置;②將活動(dòng)坡道放到最低和最高位置,測量頂升油缸下鉸鏈與頂升油缸上鉸鏈之間的距離是否符合安裝圖紙尺寸;③焊接時(shí),為防止鉸鏈耳板間隙的變形,可在兩塊鉸鏈板上用加強(qiáng)筋點(diǎn)焊定位;④進(jìn)行焊接打磨,檢查頂升油缸下鉸鏈的反加強(qiáng)是否對準(zhǔn)頂升油缸下鉸鏈。
2.1.3 活動(dòng)坡道橡膠槽的安裝
由于活動(dòng)坡道開口較長,因此,對應(yīng)船體邊沿的變形量也會較大。為了滿足坡道的密封性能,活動(dòng)坡道橡膠槽需按以下步驟安裝:①在活動(dòng)坡道口周圍用線架和2 mm彈簧鋼絲架設(shè)一水平線面作為基準(zhǔn)面;②將活動(dòng)坡道提升到與五甲板平齊時(shí),測量不銹鋼壓緊邊鐵與彈簧鋼絲之間的距離,通過橡膠槽進(jìn)行補(bǔ)償,橡膠槽的橫向安裝位置可參照橡膠槽兩邊密封壓緊條的位置確定;③將橡膠壓縮量限位塊臨時(shí)固定在橡膠槽上(約2 m設(shè)一塊),提升活動(dòng)坡道,檢查密封壓緊條是否完全與限位塊接觸;④量取每處強(qiáng)肋位五甲板面板與坡道不銹鋼扁鐵的數(shù)值作為每處限位塊的最終下料尺寸;⑤放下活動(dòng)坡道,安裝橡膠條限位塊,焊接、打磨。
2.1.4 活動(dòng)坡道橡膠條安裝
在安裝坡道橡膠條之前,需徹底晾干橡膠槽,并對橡膠槽進(jìn)行清潔,涂厚50 μm的硅酸鋅油漆,晾干時(shí)間至少為24 h方可進(jìn)行。安裝橡膠條時(shí),應(yīng)用廠家提供的膠水先涂在橡膠槽上,再將橡膠條壓入橡膠槽內(nèi),決不允許使用鐵錘或尖銳的工具敲打,以免損壞密封橡膠條。最后檢查橡膠條是否全部進(jìn)入橡膠槽內(nèi)。
2.1.5 導(dǎo)軌安裝
根據(jù)坡道制作圖紙尺寸,先安裝坡道上的導(dǎo)軌,定位安裝完整后,進(jìn)行焊接、打磨處理,接著根據(jù)安裝圖尺寸安裝導(dǎo)軌(由于安裝位置的限制,導(dǎo)軌需分成兩段安裝)。需要注意的是,應(yīng)保證導(dǎo)軌間留有3 mm的間隙。升、降活動(dòng)坡道,檢查導(dǎo)軌在運(yùn)動(dòng)過程中的間隙和磨損情況,最后再安裝導(dǎo)軌加強(qiáng)板等。
2.2 活動(dòng)坡道報(bào)驗(yàn)
將活動(dòng)坡道處于關(guān)閉狀態(tài)下,根據(jù)試驗(yàn)大綱劃出負(fù)載質(zhì)量的位置。由于負(fù)載位置小,且負(fù)載的質(zhì)量又很大,因此需在存放負(fù)載壓載鐵的鋼板上用工字鋼先加強(qiáng)一下,防止變形,再將壓載鐵對稱疊加上去,直到達(dá)到負(fù)載要求。完成后,打開活動(dòng)坡道,檢查是否有裂紋或永久變形;進(jìn)行功能測試實(shí)驗(yàn),檢查所有的可活動(dòng)部件,檢查指示燈、緊急停止功能;用消防水槍對準(zhǔn)坡道橡皮條沖洗,檢查坡道反面是否有水珠存在。
3 結(jié)束語
本工藝方案指導(dǎo)了4900PCTC船活動(dòng)坡道的實(shí)際建造,確立建造的主體思路,保證了建造次序和產(chǎn)品質(zhì)量,一次性通過船東船檢報(bào)驗(yàn),為滾裝船的順利建造打下堅(jiān)實(shí)的基礎(chǔ)。
[1]程國平.船舶強(qiáng)度與結(jié)構(gòu)設(shè)計(jì)[M].第2版.北京:人民交通出版社,1998.
[2]鄭學(xué)媛.船舶焊接工藝[M].北京:人民交通出版社,1980.
[3]張鈞益,黃耀怡.龍門起重機(jī)空中連續(xù)翻轉(zhuǎn)工件的新工藝[J].起重運(yùn)輸機(jī)械,2008(10).
〔編輯:劉曉芳〕
TH213.5
A
10.15913/j.cnki.kjycx.2017.19.126
2095-6835(2017)19-0126-03
林以堅(jiān)(1963—),男,工程師,從事造船生產(chǎn)管理。
猜你喜歡
少先隊(duì)活動(dòng)(2022年5期)2022-06-06 03:45:04
家庭科學(xué)·新健康(2022年3期)2022-05-10 00:32:13
中老年保健(2021年2期)2021-08-22 07:31:10
哲學(xué)評論(2021年2期)2021-08-22 01:53:34
少先隊(duì)活動(dòng)(2021年1期)2021-03-29 05:26:36
快樂語文(2020年30期)2021-01-14 01:05:38
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
海峽姐妹(2018年3期)2018-05-09 08:20:40
影視與戲劇評論(2016年0期)2016-11-23 05:26:01