
汽車用鎂合金沖壓件的應用與發展(下)
2017-10-11 09:23:54付傳鋒中車戚墅堰機車車輛工藝研究所有限公司
鍛造與沖壓 2017年18期
關鍵詞:工藝
文/付傳鋒·中車戚墅堰機車車輛工藝研究所有限公司
胡亞民·重慶理工大學材料科學與工程學院
汽車用鎂合金沖壓件的應用與發展(下)
文/付傳鋒·中車戚墅堰機車車輛工藝研究所有限公司
胡亞民·重慶理工大學材料科學與工程學院
《汽車用鎂合金沖壓件的應用與發展(上)》見《鍛造與沖壓》2017年第16期
通用汽車公司某車型行李廂蓋為全鋁合金結構,其總成由外板、內板、加強板等零件組成。行李廂蓋零件尺寸大、形狀復雜、傳統采用深拉深工藝、尺寸精度要求高,而且必須滿足子系統的強度、剛度、耐久性和碰撞等性能要求。為進一步減重,用AZ31B鎂合金板材制作內板,鎂合金內板行李廂蓋結構如圖7所示。
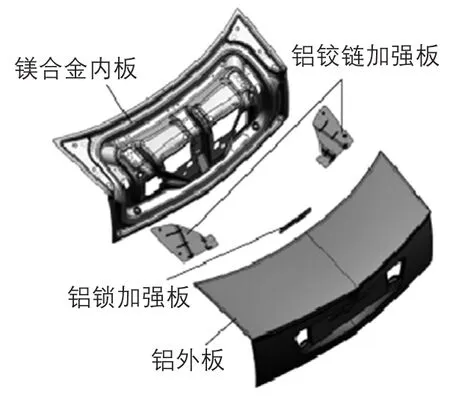
圖7 鎂合金內板行李廂蓋結構
采用快速塑性成形(Quick Plastic Forming, QPF)技術成形鎂合金內板,其原理如圖8所示。該技術在西方先進國家已經成熟,被廣泛應用于生產汽車行李廂內板。采用單邊模具(其原理與無模成形相似),將鎂合金板加熱至超塑性成形的溫度,放入熱金屬模具中,利用高壓空氣擠壓成形(前面講的無模成形是利用外力作用在橡膠上)。超塑性溫度大約在260℃左右,可使鎂合金板成形為復雜結構的零件。
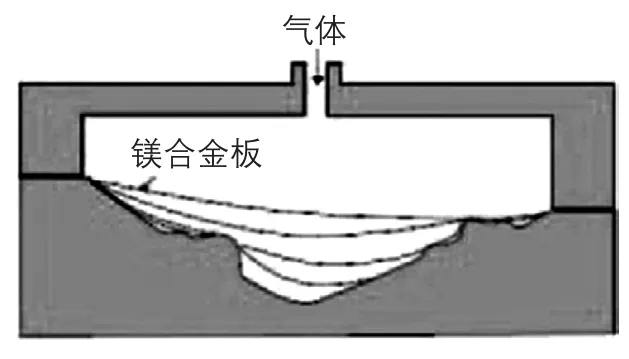
圖8 快速塑性成形原理示意圖
鎂合金內板完成QPF成形、修邊、沖孔等工序后,進行防腐涂裝,然后采用鉚釘與鋁加強板鉚接形成內板總成。
目前凱迪拉克鎂合金內板行李廂蓋總成已經小批量生產,比鋁合金內板減重約30%。鉚接好的內板總成如圖9所示。內板總成與鋁外板再采用傳統的包邊工藝形成鈑金總成,然后通過整車油漆線完成油漆。
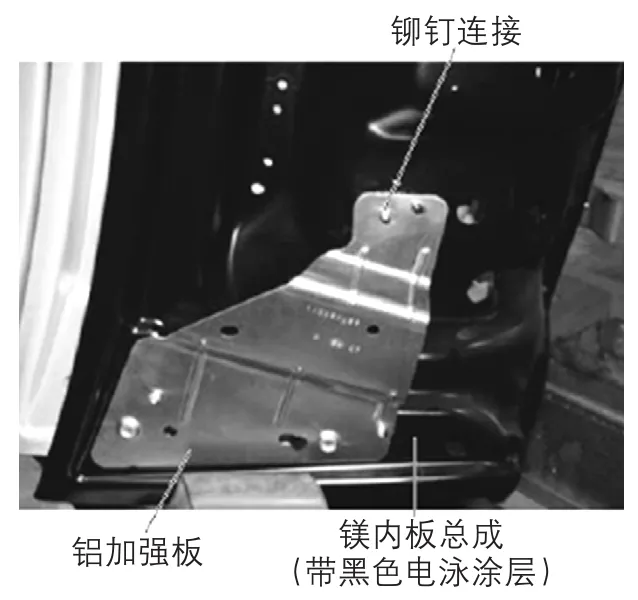
圖9 鉚接后鎂合金行李廂蓋內板總成
由外板鋁合金板、內板鎂合金AZ31構成的行李廂蓋,質量大大減輕。采用與鋁合金蓋同樣厚度(1.6mm)的鎂合金內板,減重1.2kg。橫向剛度、彎曲剛度、扭轉剛度、過開剛度、一階模態等性能均有不同程度的提高。鎂合金內板鈑金總成性能滿足所有動態、靜態剛度指標要求,只是彎曲剛度處于臨界狀態,稍差一點。在7.74萬次實物耐久性試驗中,行李廂蓋系統未出現任何故障。在250kg重物低速碰撞中,擾流板開裂,行李廂蓋中部和前角部有較大變形,但鈑金未出現分離。試驗顯示鎂合金內板行李廂蓋的碰撞性能與全鋁蓋基本相同。
圖10(a)為汽車上的發動機蓋加強板零件示意圖,圖10(b)為實物照片。該發動機蓋加強板零件尺寸較大,形狀復雜。不是簡單的圓筒形、圓錐形輪廓,也不是一般的盒形件。該零件必須采用多道工序,如沖裁、彎曲、拉深、內緣和外緣的翻邊成形。該加強板零件沖壓成形后,尺寸精度和表面粗糙度都能滿足圖紙要求,一般不需要進行切削加工。
采用CAD/CAM技術,通過計算機虛擬實體模型代替實際模具,實現概念設計、參數化設計。在設計和試驗過程中要特別注意避免鎂合金件起皺和開裂。
圖11為模具結構圖,模具的工作零件采用拼嵌式鑲塊結構。
德國夫瑯和費機床和成形技術研究所(IWU)開發的AZ31鎂合金車門(圖12)重量僅為4.7kg,而同樣的鋼制車門重量為10.7kg。
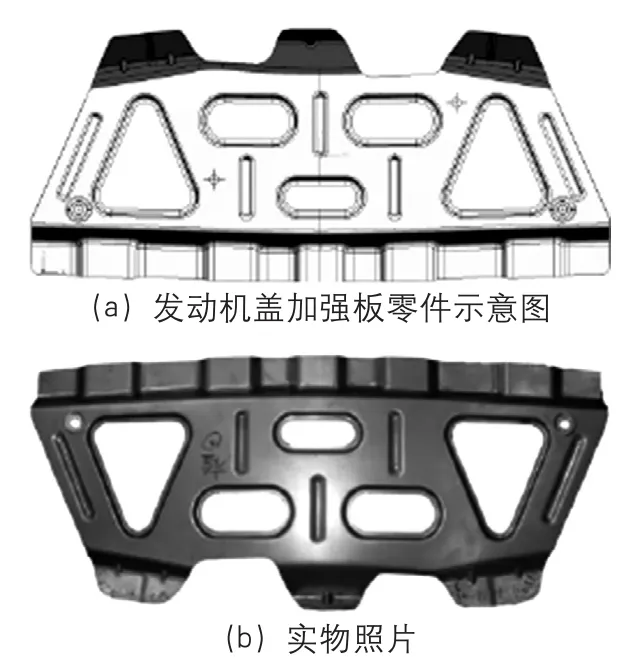
圖10 汽車發動機蓋加強板零件示意圖和成形件實物照片
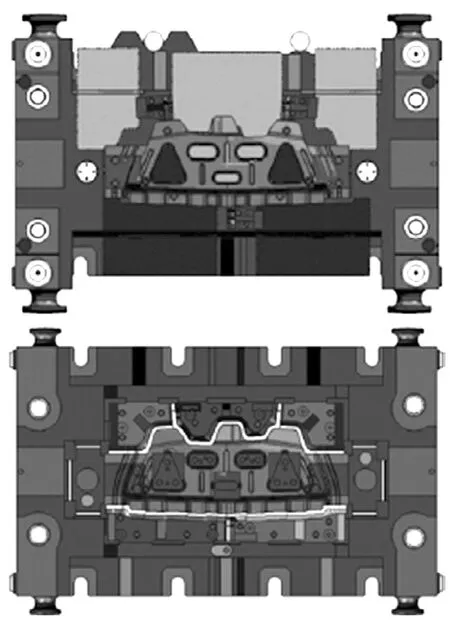
圖11 汽車發動機蓋鎂合金加強板成形模

圖12 鎂合金車門
雖然作為一種示范,夫瑯和費機床和成形技術研究所能對AZ31鎂合金車門進行沖壓成形加工,但目前還沒有找到該沖壓工藝理想的潤滑方法及成熟的沖壓成形技術。由于需要對成形模具表面進行加熱,因此該沖壓工藝耗能很高。為了使鎂合金車門成形,要求模具溫度達到250℃。另外,寬度大于700mm的鎂合金板的制備也是一大難題。
2013年10月30日重慶市重大科技攻關項目“鎂合金沖壓成形技術開發及其產業化應用”通過驗收。項目實施期間,項目組對鎂合金沖壓成形技術進行開發,攻關了鎂合金板材組織控制,優化了鎂合金沖壓潤滑劑、沖壓速度、壓邊力等工藝參數,通過下料→成形→沖孔切邊→整形→沖側孔→翻邊工序,在壓邊力為500kN,沖壓溫度為250℃時,成功制造出鎂合金汽車座椅座盆樣品(見圖13),外形尺寸約為500mm×230mm×60mm,厚度為1.2mm。

圖13 鎂合金汽車座椅座盆
該項目已與重慶長安汽車股份有限公司簽訂合作協議,共同開發鎂合金汽車座椅座盆,減重效果顯著。以長安某新車型的座椅座盆為例,用傳統鋼板,質量為0.937kg,而用鎂合金板替代,質量只有0.615kg。減重率達到34.4%。
未來的發展
近年來,國內外對鎂合金相關工藝進行了大量的研究,取得了一定的進展,但是距鎂合金板材沖壓件在汽車行業大規模應用還有一定距離;在汽車車身門蓋上的成功應用也很少。限制鎂合金板材沖壓件大規模應用的原因除鎂合金成形工藝參數控制要求苛刻外,還有連接工藝和防腐技術問題必須解決。
鎂合金焊接等連接技術
實際生產中,鎂合金的連接工藝主要有焊接和鉚接兩種。在這兩方面都沒有取得突破,也不滿足高效自動化的汽車生產要求。
鎂合金焊接工藝是將同種鎂合金或鎂合金與異種金屬熔融后連接在一起。鎂的化學性質非常活潑,熔點低、導熱率高、線膨脹系數大,焊接過程中極易與氧、氮結合生成疏松、熱脆性較大的氧化膜及雜質,容易產生焊接變形和熱裂紋。因此對鎂焊接工藝參數要求極其嚴格。近年來國內外研究出了許多新的有關鎂合金的焊接工藝,如高溫熔融焊、真空電子束焊、電弧復合焊、激光、攪拌摩擦焊以及A-TIG焊等,但這些工藝大多處于起步階段,還未成熟。
鎂合金鉚接工藝主要有普通鉚釘連接、自沖鉚接(Clinch)、自穿刺鉚接(SPR)。鉚釘連接工藝首先要在被鉚接的工件上打孔,再將鉚釘插入孔內,使用工具壓鉚釘頭部形成接頭。鉚釘連接工藝效率低,外觀差。自沖鉚接工藝不需要鉚釘,通過沖頭和凹模將兩層或多層金屬沖壓鎖扣在一起。在自沖鉚接時,易導致連接處損傷而發生電化學腐蝕。自穿刺鉚接(SPR)不需要預沖孔,鉚釘刺穿工件后實現鉚接。
表面防腐處理技術
鎂因其材料電位特性,易發生電化學腐蝕。鎂合金零件采用普通的電泳涂裝工藝不能滿足防腐要求,鎂合金板件必須經過特殊表面處理,在表面形成一層致密的保護膜或涂層,提高其耐腐蝕性能,才能滿足汽車使用要求。
鎂合金零件防腐處理一般選擇預處理加涂裝工藝。預處理一般采用化學轉化膜,如磷酸鹽處理。化學轉化膜是指合金與某種特定溶液發生化學反應,在金屬表面形成一層良好附著的難溶性化合物膜層。鎂合金的化學轉化膜具有較好的耐腐蝕性,但膜薄對基體的保護作用較小,還需要進行涂裝。涂裝常用有機涂層,如E涂層或者粉末涂裝。
原材料制備及應用技術
鎂合金生產廠家還應進一步研究新型鎂合金材料,深入掌握鎂合金材料特性;制定合理的原材料價格波動控制機制,降低鎂冶煉成本,優化鎂合金板材軋制工藝,提高鎂合金板材品質及成品率,降低生產成本。鎂合金生產企業提供可用于生產大型覆蓋件的板材,把鎂合金板材價格降低到合適的范圍,是推動鎂合金板件在汽車上大規模應用的重中之重。汽車主機廠進行鎂合金沖壓件產品最優化設計,而鎂合金沖壓成形件生產企業充分研究鎂合金沖壓件生產工藝,嚴格控制生產過程,提高產品質量,才能推動鎂合金板在門蓋上的應用。
結束語
鎂合金的沖壓工藝與其他常用材料的沖壓工藝不同,普通的沖壓工藝難以生產出合格的鎂合金沖壓件。許多已經發表的文章不一定就能在較大范圍推廣。例如我們的經驗是在鎂合金成形前要加熱均勻,而且在成形過程中也要保持坯料的溫度較為均勻。工藝介紹說要有意識對坯料進行冷卻,我們不得不懷疑它的應用范圍可能較小。所以說,在鎂合金汽車沖壓件的產品開發和工藝研究方面,還有許多事情要做。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
