AZ31鎂合金無縫管擠壓動態再結晶數值模擬研究
2017-10-12 09:19:26莊海華楊柱劉運騰周吉學馬百常王金偉
山東科學 2017年5期
莊海華,楊柱*,劉運騰,2,周吉學,3,馬百常,王金偉
(1.山東省科學院新材料研究所,山東 濟南 250014;2.山東省輕質高強金屬材料省級重點實驗室(籌), 山東省科學院新材料研究所,山東 濟南 250014;3.山東省汽車輕量化鎂合金材料工程技術研究中心, 山東省科學院新材料研究所,山東 濟南 250014)
AZ31鎂合金無縫管擠壓動態再結晶數值模擬研究
莊海華1,楊柱1*,劉運騰1,2,周吉學1,3,馬百常1,王金偉1
(1.山東省科學院新材料研究所,山東 濟南 250014;2.山東省輕質高強金屬材料省級重點實驗室(籌), 山東省科學院新材料研究所,山東 濟南 250014;3.山東省汽車輕量化鎂合金材料工程技術研究中心, 山東省科學院新材料研究所,山東 濟南 250014)
通過熱壓縮實驗得出溫度在300~450 ℃,應變率為0.01~1 s-1時的應力-應變曲線,建立了AZ31鎂合金的動態再結晶模型。該模型用于AZ31鎂合金無縫管擠壓過程中動態再結晶過程的數值模擬,并通過金相觀察得以實驗驗證。結果表明,在擠壓速度確定的情況下,擠壓溫度對動態再結晶分數的影響最為明顯。隨著擠壓溫度的升高,動態再結晶體積分數明顯增大。預測的動態再結晶體積分數與實驗結果吻合。
AZ31鎂合金;無縫管擠壓;動態再結晶;數值模擬
Abstract∶Based on the stress-strain curves obtained by hot compression tests at temperature of 300 ~ 450 ℃ and at strain rate of 0.01 ~ 1 s-1, the empirical dynamic recrystallization models for the semi-continuous AZ31 magnesium alloy were developed. The model was applied to the numerical simulation of dynamic recrystallization evolution during seamless tube extrusion of AZ31 magnesium alloy, and was verified by metallographic observation. The results showed that, at certain extrusion speed, the influence of the extruding temperature on the dynamic recrystallization fraction was the most significant. With the increase of the extruding temperature, the volume fraction of dynamic recrystallization increased obviously. The predicted volume fraction of dynamic recrystallization was in excellent agreement with the experimental results.
Key words∶AZ31 magnesium alloy; seamless tube extrusion; dynamic recrystallization; numerical simulation
鎂合金是目前最輕的金屬材料,其密度低、比強度高,由這種合金制成的車輛將會消耗更少的燃料,節約資源[1],適合于新能源車輛的發展。目前,國內已制造出以鎂合金為車體框架的新型電動客車,其中許多結構部件,比如管狀扶手等,都是變形鎂合金的擠壓型材構成。材料的組織決定力學性能,為了得到高質量的結構件,理解熱擠壓過程中的鎂合金動態再結晶(dynamic recrystallization,DRX)尤為重要[2-3],通過有限元分析法結合實驗研究鎂合金擠壓過程中的組織結構轉變是一種有效的方法[4]。
目前,國內外對鎂合金熱變形過程中的組織轉變進行了大量研究。主要圍繞溫度和應變比對流動應力和動態再結晶行為的影響及動態再結晶動力學模型方面展開。Sani等[5]分析出元素Sr對AZ61鎂合金中動態再結晶動力學的影響,AZ61+Sr中動態再結晶比AZ61鎂合金中的更加明顯,因為Sr可以增加晶界以及使動態再結晶晶粒形核得到擴展。Quan等[6]研究了AZ80鎂合金的動態再結晶,提出了改進的Avrami模型,并且預測的動態再結晶體積分數通過金相組織得以驗證。Roostaei等[7]通過熱壓縮實驗研究了Mg-3Gd-1Zn鎂合金的熱變形行為,發現平均動態再結晶晶粒尺寸會隨著應變率的增加而減小。Suresh等[8]探究了Ca對AZ31鎂合金動態再結晶行為的影響,發現更高的應變比下,在AZ31鎂合金中三分之一的動態再結晶區域在含Ca合金相圖中會消失。Qin等[9]探究了ZK60中動態再結晶動力學問題,構建了動態再結晶模型預測動態再結晶行為。大量基礎研究主要是在鎂合金的動態再結晶行為方面,在鎂合金擠壓工藝中的應用較少。目前鎂合金擠壓方面的研究工作集中在工藝特性上,在組織方面的研究較少。Liang等[10]通過數值方法研究了AZ31鎂合金的擠壓過程,詳細地分析了不同的工藝條件并且獲得了合適的擠壓載荷。Lee等[11-12]研究了鎂合金后橋擠壓工藝,根據流動曲線,在擠壓期間采用有限元法通過擠壓載荷和溫度來確定初始變形溫度和擠壓速度,并且通過實驗得以驗證。Li等[13]分析了擠壓過程中管材的最大應力分布,確定了合適的載荷。Li等[14]通過有限元法研究了AZ31鎂合金X形輪廓擠壓過程,分析了擠壓速度和變形溫度對擠壓力的峰值的影響。Zhang等[15]通過有限元模擬方法研究了AZ31鎂合金等溫擠壓工藝,基于比例-積分-微分控制原理建立了一個等溫擠壓工藝模型。
本文旨在通過熱壓縮實驗得到AZ31鎂合金應力-應變曲線,進而獲得動態再結晶模型。以此為基礎,結合擠壓工藝模擬, 預測擠壓過程中的動態再結晶轉變。
1 實驗與有限元模型
本文所用材料為AZ31鎂合金半連續鑄錠,在420 ℃均勻化退火20 h。通過輝光放電光譜儀測得其化學成分見表1。擠壓實驗采用了800噸擠壓機。本實驗擠壓模具由H13模具鋼制成,鑄錠的直徑為110 mm,長度為200 mm。無縫鎂管內徑和外徑分別是23 mm和32 mm。擠壓筒直徑為125 mm,擠壓比為27.5。鑄錠和擠壓模具的初始溫度分別是300、400 ℃和250、350 ℃。擠壓桿速度為0.5 m/min。工件和模具材料的物理性質見表2[16-17]。熱壓縮實驗通過Gleeble-3500熱模擬完成,在4個不同的溫度(300、350、400、450 ℃)與3個不同的應變比(0.01、0.1、1 s-1)下進行。壓縮工件沿著鑄錠擠壓方向被切割,工件直徑和高度分別是10 mm和15 mm,變形量體積分數60%。真實應力-應變曲線如圖1所示。

表1 AZ31 鎂合金化學成分
用Defrom-2D軟件進行有限元分析。工件和模具的示意圖和有限元模型如圖2所示,模型是軸對稱的,擠壓模具由推桿、模具和芯軸組成。模具模型是熱剛塑性的,不劃分網格。在出口處的工件網格細化,網格最小為0.3 mm,工件模型被認為是熱粘塑性。采用剪切式摩擦模型,工件與模具的摩擦系數是0.4。擠壓的管材沿著平行于擠壓方向切割試樣,并拋光和腐蝕,進行金相實驗。
表2 工件與模具的物理性能
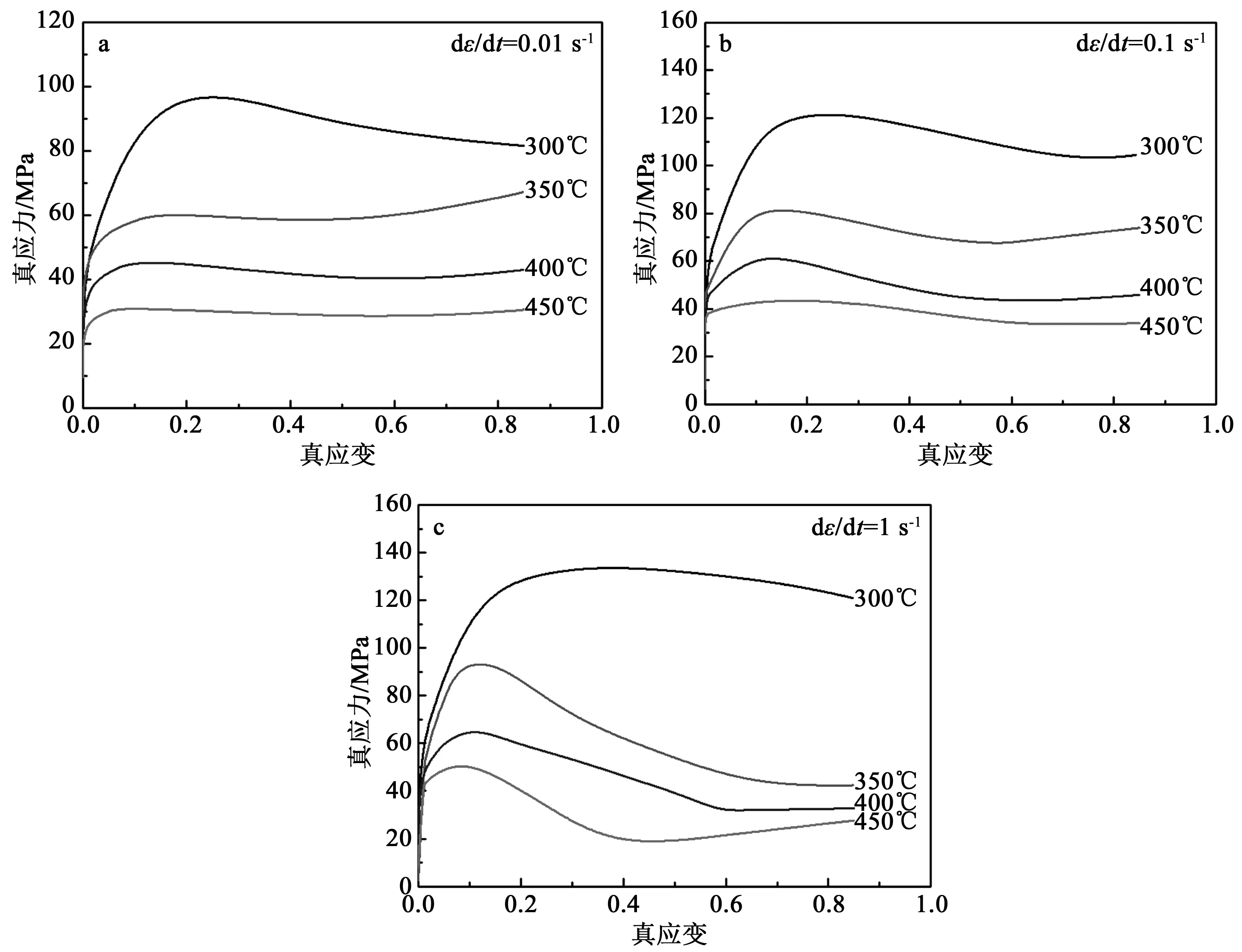
圖1 AZ31鎂合金在不同變形溫度和應變比的流變曲線Fig.1 Flow curves of the AZ31 magnesium alloy under different deformation temperatures with strain rates

a示意圖 b有限元模型 圖2 工件和模具的示意圖和有限元模型Fig.2 Schematic diagram and FEM model of the workpiece and tools
2 結果和討論
2.1動態再結晶模型建立
如圖1所示,流動應力隨著溫度的降低顯著增大,并且隨應變率的增加而逐漸增大。采用Arrhenius公式(1)描述溫度、應變率和流動應力之間的關系,并建立Z參數與流動應力之間的關系(2)[18]。
(1)
(2)
式中,A(s-1),α(MPa-1)分別是材料常數;R是氣體常數(8.314 J·mol-1·K-1);n和Q是應力指數和激活能,是表征變形難易度的重要物理參數;T是絕對溫度(K);σ是給定應變的最大流動應力(MPa)。本文采用線性回歸分析方法計算各個參數,其中α值為0.015 96 MPa-1,Q值為266.120 kJ/mol,n值為7.7,A為3.528 5×1019,最后把A,α,n,Q帶入到公式1,可得:
(3)
在熱變形條件下的應力-應變曲線反映動態再結晶轉變,采用Avarami 方程描述動態再結晶轉變的動力學性質。當應變率是常數時,動態再結晶轉變的體積分數可以用應變的函數來表達,即:
(4)
式中,K和n是材料常數,εc是動態再結晶初始狀態的臨界應變,ε*是軟化率最大時的應變。材料常數k和n可通過θ(θ=dσ/dε,應變硬化率)和σ的關系擬合得出。本文中,n=1.1854,k=1.3165,因此動態再結晶動力學規律為:
(5)
εc值和ε*值分別被描述為無量綱參數函數,Z/A:
|εc|=0.0660(Z/A)0.0584;
(6)
|ε*|=0.0970(Z/A)0.1562。
(7)
2.2無縫管熱擠壓的有限元模擬
基于動態再結晶模型和擠壓參數,對AZ31鎂合金無縫管熱擠壓過程進行有限元分析。擠壓溫度是一個關鍵參數,直接影響擠壓管動態再結晶的體積分數。圖3顯示了擠壓溫度對動態再結晶體積分數的影響。從圖中可以看出,在300 ℃的低擠壓溫度以及0.5 mm/s的擠壓速度下(圖3a),動態再結晶并不能完全進行,在變形管中再結晶體積分數為95%。當溫度升高時,動態再結晶體積分數增加,最終接近100%(圖3b)。
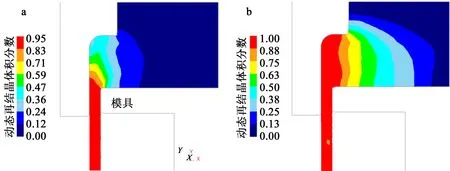
a 300 ℃, 0.5 mm/s; b 400 ℃, 0.5 mm/s。圖3 不同擠壓條件下動態再結晶體積分數的分布Fig.3 Distribution of dynamic recrystallization volume fraction under different extrusion conditions
圖4顯示了在不同擠壓條件下擠壓管垂直擠壓方向的微觀組織,晶粒尺寸均勻,動態再結晶體積分數接近100%。這是接近預測結果的,因此動態再結晶模型對半連續鑄造AZ31鎂合金的擠壓過程的模擬是有效的。

a 300 ℃, 0.5 mm/s;b 400 ℃, 0.5 mm/s。圖4 不同擠壓條件下擠壓管的微觀組織Fig.4 Microstructures in the extruded tubes under different extrusion conditions
3 結論
在本文中,基于熱壓縮實驗的結果,建立了半連續鑄造AZ31鎂合金的動態再結晶模型。AZ31鎂合金無縫管擠壓過程中動態再結晶轉變通過建立模型的熱力耦合有限元法和實驗法進行模擬,并且將預測的微觀組織結果與實驗測得的結果相比較。
(1)隨著擠壓溫度的升高,動態再結晶進行得更充分,所以動態再結晶的體積分數增加。無縫管擠壓過程的溫度應該高于300 ℃。
(2)預測的擠壓后的微觀組織與實驗結果十分吻合,進一步證實了動態再結晶模型的有效性和可行性。
[1]張詩昌,楊倩,田甜.拉伸條件下 AZ31 鎂合金動態再結晶的研究[J].熱加工工藝,2013,42(10):63-66.
[2]LIU J, CUI Z, RUAN L.A new kinetics model of dynamic recrystallization for magnesium alloy AZ31B[J]. Materials Science & Engineering A, 2011, 529:300-310.
[3]WANG C J, HAN F, ZHENG W J, et al. Dynamic recrystallization behavior and microstructure evolution of AISI 304N stainless steel [J]. Journal of Iron and Steel Research, International, 2013, 20(10):107-112.
[4] HUANG K, LOGé R E, A review of dynamic recrystallization phenomena in metallic materials[J]. Materials & Design, 2016, 111: 548-574.
[5]SANI S A, EBRAHIMI G R, RASHID A R Kiani. Hot deformation behavior and dynamic recrystallization kinetics of AZ61 and AZ61+Sr magnesium alloys[J]. Journal of Magnesium & Alloys, 2016, 4(2):104-114.
[6]QUAN G Z, SHI Y, WANG Y X, et al. Constitutive modeling for the dynamic recrystallization evolution of AZ80 magnesium alloy based on stress-strain data[J]. Materials Science & Engineering A, 2011, 528(28):8051-8059.
[7]ROOSTAEI M, PARSA M H, MAHMUDI R, et al. Hot compression behavior of GZ31 magnesium alloy[J]. Journal of Alloys & Compounds, 2015, 631:1-6.
[8]SURESH K, RAO K P, PRASAD Y V R K, et al. Effect of calcium addition on the hot working behavior of as-cast AZ31 magnesium alloy[J]. Materials Science & Engineering A, 2013, 588:272-279.
[9]QIN Y J, PAN Q L, HE Y B, et al. Modeling of flow stress for magnesium alloy during hot deformation[J]. Materials Science & Engineering A, 2010, 527(10):2790-2797.
[10]LIANG S J, LIU Z Y, WANG E D. Simulation of extrusion process of AZ31 magnesium alloy[J]. Materials Science & Engineering A, 2009, 499(1):221-224.
[11]LEE S Y,KO D C,LEE S K, et al. Porthole extrusion process design for magnesium-alloy bumper back beam by using FE analysis and extrusion limit diagram[J]. Advances in Mechanical Engineering, 2014, 6:120745.
[12]LEEI K,LEE S Y,LEE S K, et al. Porthole extrusion process design for magnesium alloy bumper back beam[J]. International Journal of Precision Engineering & Manufacturing, 2015, 16(7):1423-1428.
[13]LI L, ZHANG H, ZHOU J, et al.Numerical and experimental study on the extrusion through a porthole die to produce a hollow magnesium profile with longitudinal weld seams[J]. Materials & Design, 2007, 29(6):1190-1198.
[14]LI L, ZHOU J, DUSZCZYK J. Determination of a constitutive relationship for AZ31B magnesium alloy and validation through comparison between simulated and real extrusion[J]. Journal of Materials Processing Technology, 2006, 172(3):372-380.
[15]ZHANG D Q, CHEN G P. The numerical simulation for extrusion forming of magnesium alloy pipes[J]. Physics Procedia, 2012, 25:125-129.
[16]ALHARTHI N H, MISIOLEK W Z. Microstructure characterization of extrusion welding in a magnesium alloy extrudate[J]. Metallography Microstructure & Analysis, 2013, 2(6): 395- 398.
[17]LIU G, ZHOU J, DUSZCZYK J. Process optimization diagram based on FEM simulation for extrusion of AZ31 profile[J]. Transactions of Nonferrous Metals Society of China, 2008, 18(s1):s247-s251.
[18]LI L X, LOU Y. Ram speed profile design for isothermal extrusion of AZ31 magnesium alloy by using FEM simulation[J]. Transactions of Nonferrous Metals Society of China, 2008, 18(s1):s252-s256.
Numerical simulation study on dynamic recrystallization of AZ31magnesium alloy during seamless tube extrusion
ZHUANG Hai-hua1,YANG Zhu1*,LIU Yun-teng1,2,ZHOU Ji-xue1,3, MA Bai-chang1, WANG Jin-wei1
(1. Advanced Materials Institute,Shandong Academy of Sciences, Jinan 250014, China; 2. Shandong Provincial Key Laboratory of High Strength Lightweight Metallic Materials (in preparation), Advanced Materials Institute ,Shandong Academy of Sciences, Jinan 250014, China; 3. Shandong Engineering Research Center for Lightweight Automobiles Magnesium Alloys, Advanced Materials Institute ,Shandong Academy of Sciences, Jinan 250014, China)
TG146.2
A
1002-4026(2017)05-0045-05
10.3976/j.issn.1002-4026.2017.05.008
2017-05-04
山東省自然科學基金(ZR2017PEE007)
莊海華(1977—),男,助理工程師,研究方向為鎂合金加工。
*通信作者, 楊柱(1990—),男,碩士,研究方向為鎂合金加工。 E-mail:191852811@qq.com
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
光學精密工程(2016年6期)2016-11-07 09:07:19
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
