板柵用銅拉網(wǎng)的制造工藝及設(shè)備
2017-10-13 05:19:17葉烽,余波
船電技術(shù) 2017年6期
葉 烽,余 波
?
板柵用銅拉網(wǎng)的制造工藝及設(shè)備
葉 烽,余 波
(武漢船用電力推進(jìn)研究所,武漢430064)
板柵是蓄電池的關(guān)鍵部件,起著傳導(dǎo)電流和支撐活性物質(zhì)的作用。銅拉網(wǎng)板柵用于蓄電池負(fù)極有諸多優(yōu)點(diǎn)。本文介紹了一種先進(jìn)的銅拉網(wǎng)板柵的制造工藝及主要設(shè)備參數(shù)。
銅拉網(wǎng)板柵 制造工藝
0 引言
鉛酸蓄電池具有技術(shù)成熟、價(jià)格便宜、充放電性能良好、使用安全、沒有復(fù)雜的輔助系統(tǒng)等優(yōu)點(diǎn),但是重量比能量較低。要提高鉛酸蓄電池重量比能量最有效的方式是采用輕型板柵來替代傳統(tǒng)的鉛基合金板柵。銅拉網(wǎng)板柵用于鉛酸蓄電池不僅可以顯著減輕蓄電池重量,提高蓄電池的重量比能量,還可以改善蓄電池低溫性能,降低蓄電池內(nèi)阻,增加板柵的機(jī)械強(qiáng)度,提高蓄電池的輸出功率、充放電性能和活性物質(zhì)的利用率等。本文介紹了一種先進(jìn)的銅拉網(wǎng)板柵制作方法,生產(chǎn)線為全自動(dòng)生產(chǎn)線,與傳統(tǒng)銅拉網(wǎng)板柵工藝的區(qū)別主要體現(xiàn)在沖網(wǎng)工序上,目的是提高生產(chǎn)效率和銅拉網(wǎng)質(zhì)量的穩(wěn)定性。
1 銅拉網(wǎng)制作工藝流程
銅拉網(wǎng)制作工藝流程如下:開卷→卷邊→沖網(wǎng)成型→整平→裁切→收料,其中卷邊和沖網(wǎng)成型是關(guān)鍵工序。與傳統(tǒng)工藝相比,本工藝實(shí)現(xiàn)了銅拉網(wǎng)自動(dòng)化生產(chǎn),提高了生產(chǎn)效率。

圖1 銅拉網(wǎng)實(shí)物圖
1.1 開卷工序
通過間歇放料感應(yīng)裝置監(jiān)測(cè)銅帶開卷長(zhǎng)度從而控制電機(jī)實(shí)現(xiàn)全自動(dòng)放料。
1.2 卷邊
從開卷放料機(jī)出來的銅帶,銅帶材料為T2M,寬度及厚度(0.1-1mm)按照?qǐng)D紙確定,經(jīng)過七對(duì)成型壓輥按照設(shè)計(jì)好的圖紙及技術(shù)要求,將開卷的銅帶兩邊卷成大小一致的空心圓邊,見圖2。

1.3 沖網(wǎng)成型
按照?qǐng)D紙及技術(shù)要求,將上一道工序已卷邊的銅帶沖制成帶有一定規(guī)格菱形網(wǎng)孔的銅網(wǎng)。
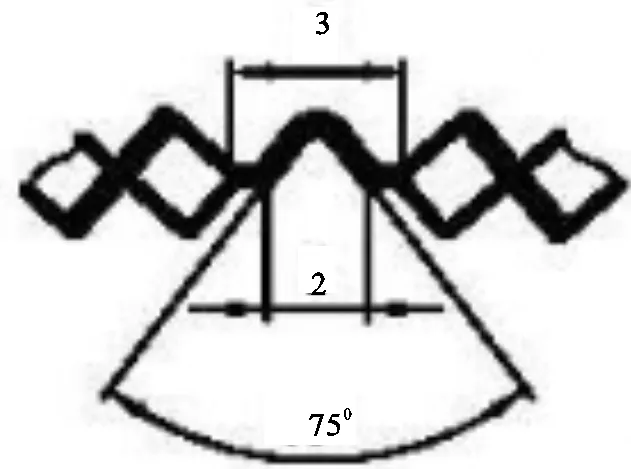
圖3 網(wǎng)成型側(cè)視圖
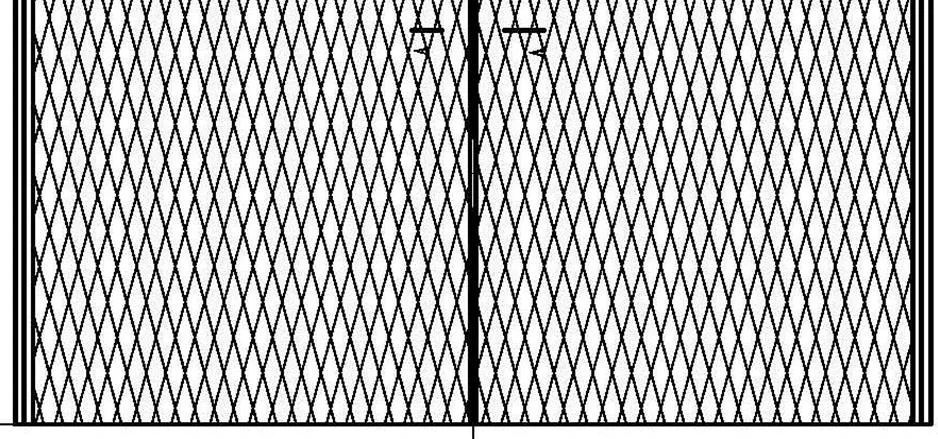
圖4 沖網(wǎng)整形后的銅拉網(wǎng)平面圖
1.4 整平
通過整平機(jī)構(gòu)對(duì)沖制成型的銅拉網(wǎng)按圖紙及技術(shù)要求整平。
1.5 裁切
通過步進(jìn)電機(jī)參數(shù)設(shè)定實(shí)現(xiàn)銅拉網(wǎng)定長(zhǎng)自動(dòng)裁切,每片銅拉網(wǎng)切斷時(shí)間不大于5 s。
1.6 收料
將裁切好的銅拉網(wǎng)收入料件箱。
2 主要設(shè)備及參數(shù)
2.1 開卷機(jī)
將銅帶卷安裝在開卷機(jī)上,通過間歇放料感應(yīng)裝置(銅帶卷開卷放料速度監(jiān)測(cè)裝置),監(jiān)控開卷放料速度及長(zhǎng)度,對(duì)銅帶開卷情況進(jìn)行實(shí)時(shí)連續(xù)監(jiān)測(cè),自動(dòng)調(diào)整放料速度,保證不間斷自動(dòng)送料。
2.2 卷邊機(jī)
卷邊機(jī)的作用是將銅帶兩邊卷制成符合技術(shù)要求的圓管型,同時(shí)將銅帶中間壓制成V型槽的銅拉網(wǎng)半成品。銅網(wǎng)卷邊成型后符合冷變形原理,即卷邊成型后對(duì)材料各性能指標(biāo)無影響,無論是卷邊還是V型槽成型部分在整個(gè)成型過程中都不會(huì)改變銅帶橫截面的寬度和厚度。中間壓制成V型槽在銅拉網(wǎng)中起到縱向加強(qiáng)的作用,并可以在下一沖網(wǎng)成型工序中起導(dǎo)向作用。
將銅帶經(jīng)過七道卷邊成型輥模具冷彎成卷邊銅帶,卷邊銅帶成型后兩條圓邊的直徑應(yīng)滿足技術(shù)要求,且可在一定范圍內(nèi)按需調(diào)整,并保證卷邊與銅帶面相平。七道卷邊成型輥模具由變頻器控制的異步電機(jī)控制,可根據(jù)沖網(wǎng)機(jī)速度調(diào)整卷邊速度,達(dá)到與沖網(wǎng)機(jī)速度匹配一致的目的。
第一道壓輥前段有一組導(dǎo)向裝置,導(dǎo)向裝置的作用是保證銅帶在整個(gè)成型過程中送料方向保持穩(wěn)定,對(duì)成型的好壞起著決定性的作用;第一道壓輥是先壓出卷邊圓管的起端和末端,起端和末端之間的材料是可以滑動(dòng)的,其余部分的材料已經(jīng)被壓緊不能相對(duì)滑動(dòng)。其余壓輥組原理一致,這樣既可以彎曲而無拉伸變形從而能保持材料的性能不變,每道壓輥?zhàn)饔萌缦拢?/p>
第一道壓輥使銅帶兩邊按卷邊尺寸折彎90°;第二道壓輥將折彎部分折彎到145±5°;第三道壓輥將折彎部分折彎到165±5°;第四道壓輥將末端再折彎到180°,成型為“O”的形狀;第五、六道壓輥將前4道折彎的圓弧不斷縮小,圓弧的折彎角度越來越大、最后達(dá)到卷邊要求;第七步對(duì)兩邊的卷邊再次進(jìn)行修正,使卷邊圓與銅帶平面呈垂直狀態(tài),同時(shí)對(duì)銅網(wǎng)中間V槽進(jìn)行成型。最后壓制出的V型槽使得在后面的沖網(wǎng)過程更加方便定位及導(dǎo)向。
2.3 沖網(wǎng)機(jī)
沖網(wǎng)機(jī)的工作原理是縱向沖拉網(wǎng)方式,不同于傳統(tǒng)沖床拉網(wǎng),本沖網(wǎng)機(jī)由電機(jī)驅(qū)動(dòng)小帶輪,小帶輪通過皮帶將功率傳遞給飛輪,飛輪帶動(dòng)曲軸做旋轉(zhuǎn)運(yùn)動(dòng),曲軸與連桿之間構(gòu)成為曲軸連桿塊機(jī)構(gòu),連桿在曲軸上做上下往復(fù)運(yùn)動(dòng),帶動(dòng)刀架在沖床上做上下往復(fù)運(yùn)動(dòng),不斷沖切銅帶,沖制成銅拉網(wǎng)。
沖網(wǎng)機(jī)采用機(jī)械裝置傳動(dòng),傳輸送料方式為前推、后拉兩處同步送料,平穩(wěn)可靠;主軸由曲軸連桿裝置確保上沖模的往復(fù)運(yùn)動(dòng)平穩(wěn)可靠,軸瓦由電動(dòng)可調(diào)式潤(rùn)滑裝置定時(shí)加油潤(rùn)滑,確保主軸的潤(rùn)滑,保證主軸平穩(wěn)運(yùn)行,從而保證沖網(wǎng)質(zhì)量穩(wěn)定。刀具采用整體模架,上下刀具均可單獨(dú)拆換,壞損刀具只要拆卸并按要求打磨相應(yīng)壞損部位,修復(fù)后即可安裝調(diào)試重新使用,提高刀具的可修復(fù)性及重復(fù)利用性,從而大大降低了刀具維修、更換的成本。主軸由異步電機(jī)帶動(dòng)皮帶輪驅(qū)動(dòng)。沖網(wǎng)機(jī)沖網(wǎng)設(shè)計(jì)噸位15T,額定工作速度200~250次/分鐘可調(diào),拉料輥比送料輥直徑大0.05~0.1 mm,送料機(jī)構(gòu)通過步進(jìn)電機(jī)提供動(dòng)力,而拉料機(jī)構(gòu)則為主軸帶動(dòng)的搖臂來驅(qū)動(dòng),進(jìn)給量均可調(diào),利于拉料與送料的動(dòng)態(tài)平衡,繼而生產(chǎn)出合格穩(wěn)定的銅拉網(wǎng)。
沖床不僅僅只起沖壓作用,還為伺服電機(jī)提供送料信號(hào),這是送料與沖壓能夠協(xié)調(diào)工作的關(guān)鍵因素;模具是沖網(wǎng)的執(zhí)行工具,上模隨著連桿不停地做上下往復(fù)運(yùn)動(dòng),完成對(duì)銅帶的沖網(wǎng)成形,同時(shí)模板底部中心位置伸出的導(dǎo)向輪也對(duì)卷邊開V槽的銅帶起到了導(dǎo)向、定位作用,確保銅拉網(wǎng)不跑偏,沖制出兩邊寬度一致的產(chǎn)品。送料機(jī)構(gòu)的驅(qū)動(dòng)裝置是步進(jìn)電機(jī)帶動(dòng)送料壓輥組,步進(jìn)電機(jī)在沖床主軸上采集信號(hào),送料機(jī)構(gòu)動(dòng)力不需要沖床提供,避免了沖床帶來的巨大沖擊,這樣使送料的精度和穩(wěn)定性得到提高,保證了拉網(wǎng)質(zhì)量。
本生產(chǎn)線為全自動(dòng)生產(chǎn)線,與傳統(tǒng)銅拉網(wǎng)板柵工藝的區(qū)別主要體現(xiàn)在沖網(wǎng)工序上。傳統(tǒng)工藝采用的是橫向沖網(wǎng),先橫向沖一半,退出來;再換另一側(cè)沖網(wǎng),沖制完退出來,再進(jìn)行下一道工序,傳統(tǒng)工藝基本靠人工實(shí)現(xiàn)。但本生產(chǎn)線采用的是縱向沖網(wǎng),在生產(chǎn)線上不用換向,無需停頓、可連續(xù)沖網(wǎng)無需轉(zhuǎn)換工序從而實(shí)現(xiàn)了全自動(dòng)生產(chǎn)。生產(chǎn)效率及穩(wěn)定性得到了質(zhì)的提高。
開卷機(jī)、卷邊機(jī)、沖網(wǎng)機(jī)是三者聯(lián)動(dòng),且三者之間都有限速開關(guān),可以調(diào)節(jié)匹配速度。開卷機(jī)、卷邊機(jī)、沖網(wǎng)機(jī)之間的速度關(guān)系為:開卷機(jī)>卷邊機(jī)>沖網(wǎng)機(jī),所以整個(gè)系統(tǒng)一旦啟動(dòng),沖網(wǎng)機(jī)就會(huì)連續(xù)工作,可充分提高沖網(wǎng)機(jī)的利用率;卷邊機(jī)有單獨(dú)的牽引電機(jī),由間歇式感應(yīng)器控制進(jìn)料速度,這樣將減小了開卷銅帶過多對(duì)卷邊機(jī)成型帶來的干擾,保證了卷邊成型的質(zhì)量。
2.4 整平機(jī)
將拉出的銅網(wǎng)用五壓輥整平,為后續(xù)裁切、包邊工序做工藝準(zhǔn)備。每道整平壓輥間隙壓力均可調(diào),使經(jīng)過整平機(jī)構(gòu)的銅網(wǎng)表面光滑、平順、無壓痕,同時(shí)使銅拉網(wǎng)網(wǎng)格形狀、大小也能達(dá)到一致。壓輥直徑為60~70 mm,共分為五組,方便拆卸維護(hù)。
2.5 裁切機(jī)
從整平機(jī)出來的銅拉網(wǎng),按設(shè)定的裁切尺寸輸送到裁切機(jī)平臺(tái)上,由裝快排閥的氣缸切刀迅速切斷,減少銅網(wǎng)輸送機(jī)構(gòu)停止時(shí)間,提高生產(chǎn)效率。為了滿足對(duì)不同的銅拉網(wǎng)剪切長(zhǎng)度的要求,可以通過調(diào)節(jié)裁切機(jī)輸送步進(jìn)電機(jī)參數(shù),達(dá)到生產(chǎn)不同長(zhǎng)度銅拉網(wǎng)的目的。
2.6 收料架
通過調(diào)整翻板機(jī)構(gòu)與銅網(wǎng)輸送機(jī)構(gòu)的材料中心高度一致,保證剪裁后的銅網(wǎng)能順利進(jìn)入收料機(jī)構(gòu);翻板動(dòng)作通過氣缸完成,剪切后銅拉網(wǎng)落入收料滑車中,收料滑車裝網(wǎng)槽按設(shè)定數(shù)值裝滿后,會(huì)通過氣缸推動(dòng)切換另外一個(gè)空槽收料。這樣的收料架,不但可以計(jì)數(shù),還無需人工手動(dòng)放置收料箱,節(jié)省人力。
3 結(jié)論
目前,上述銅拉網(wǎng)生產(chǎn)工藝及設(shè)備已通過驗(yàn)收,并實(shí)現(xiàn)了批量生產(chǎn),生產(chǎn)的銅拉網(wǎng)經(jīng)鑒定,完全滿足技術(shù)要求。同時(shí)該生產(chǎn)線為全自動(dòng)生產(chǎn)線,大大提高了生產(chǎn)效率,降低了人工成本。綜上所述,該銅拉網(wǎng)生產(chǎn)工藝及設(shè)備有推廣的現(xiàn)實(shí)意義和價(jià)值。
[1] 趙巍等. 鉛酸蓄電池輕型板柵材料的研究進(jìn)展. 電池, 2007, 37(4): 318-319.
[2] 勾長(zhǎng)虹, 杜津玲. 鉛酸蓄電池正極活性物質(zhì)脫落及其緩解. 電源技術(shù), 1997, 21(3): 136-138.
Manufacturing Process and Equipment for Expanded Copper Grid
Ye Feng, Yu Bo
(Wuhan Institute of Marine Electric Propulsion, Wuhan 430064, China)
TG386.42
A
1003-4862(2017)06-0046-03
2017-03-03
葉烽(1965-),男,工程師。研究方向:化工機(jī)械。E-mail:13507125533@163.com
