玄武巖纖維長度對麥秸稈/PBS發泡復合材料力學性能的影響
2017-10-17 10:58:37葛正浩孫立新田普建鄭寒一
陜西科技大學學報 2017年5期
于 旻, 黨 哲, 葛正浩, 孫立新, 田普建, 孫 凱, 鄭寒一
(陜西科技大學 機電工程學院, 陜西 西安 710021)
玄武巖纖維長度對麥秸稈/PBS發泡復合材料力學性能的影響
于 旻, 黨 哲, 葛正浩*, 孫立新, 田普建, 孫 凱, 鄭寒一
(陜西科技大學 機電工程學院, 陜西 西安 710021)
以麥秸稈/PBS發泡復合材料為基礎,玄武巖纖維(BF)為增強纖維,制備了BF/WS/PBS發泡復合材料.研究了BF纖維長度對WS/PBS發泡復合材料力學性能的影響.結果表明,BF纖維的添加使復合材料的力學性能顯著提高,隨著BF纖維長度的增加,復合材料的彎曲強度和彎曲模量先增大后減小,拉伸強度和沖擊強度隨纖維長度的增加而下降.當BF-WS總量為10%時,3 mm BF纖維增強復合材料拉伸強度比未添加BF纖維的提高了14.6%,6 mm BF纖維增強復合材料的彎曲強度達到最大值29.64 MPa,擊強度分別比未添加BF纖維的提高了47.6%.當BF-WS總量增加至20%時,3 mm BF纖維的承載效果更加明顯,其拉伸強度比未添加BF纖維的復合材料提高了27.5%.
玄武巖纖維; PBS; 麥秸稈; 發泡復合材料; 力學性能
Keywords:basalt fiber; PBS; wheat straw; foam composites; mechanical properties
0 引言
木塑復合材料(WPCs)是以熱塑性塑料為基體,天然纖維(如木竹纖維、農作物秸稈等)增強的環境友好型生物質復合材料,是高效利用農林剩余物資源的一種重要途徑[1].近十多年來,WPCs在建筑、裝飾和家裝等領域已發展為一種新型的功能性材料,如何有效提高WPCs的力學性能一直是研究的熱點[2,3].目前,傳統改善WPCs力學性能的方法(如木粉和塑料改性或添加偶聯劑等)已不能滿足WPCs作為結構用材的需求[4-6],借鑒增強纖維在樹脂材料中的應用,通過在WPCs中添加增強纖維的方法來提高其力學性能是簡單有效的途徑之一[7-9].
玄武巖纖維(Basalt Fiber,BF)是一種性能優異的新型復合材料增強體,具有導熱系數低、使用溫度范圍廣、吸濕能力低、抗震性好等優點,此外玄武巖纖維制造過程危害低且能自然降解為土壤的母質,且對人類健康無危害,被稱為“綠色環保型纖維”[10-12].增強纖維在樹脂基體中起著傳力應力的作用,為了更好地發揮纖維的增強作用,增強纖維的長度必須達到臨界長度(lc)以上才能起到增強作用,即纖維與基體的粘結強度大于等于纖維本身的抗拉強度時,增強效果最佳[13-15].然而,纖維過長時,其增強效果不但不明顯,反而會增加纖維在基體中的分散難度,造成缺陷[16].Greco A等[17]研究發現BF纖維的長度對其在聚丙烯基體的拉伸強度有顯著影響.Wang Y等[18]發現,大于臨界長度且均勻分布的BF纖維比短切BF纖維能夠顯著改善聚甲醛基復合材料的機械強度和沖擊韌性.因此研究纖維長度對復合材料性能的影響有重要的實際應用價值.
目前關于玄武巖纖維長度與木塑復合材料性能的影響研究還較少.本文以麥秸粉(WS)/聚丁二酸丁二醇酯(PBS)發泡復合材料為基礎,通過添加BF纖維制備BF/WS/PBS發泡復合材料,研究了BF纖維長度與WS/PBS發泡復合材料力學性能的關系,為WPCs性能改性提供理論基礎.
1 實驗部分
1.1 實驗原料與設備
(1)主要材料:PBS,3001,日本昭和株式會社;麥秸稈粉(WS),120 目,正陽縣一帆秸稈綜合利用專業合作社;玄武巖纖維(BF),長度3 mm、6 mm、9 mm,海寧安捷復合材料有限責任公司;發泡劑偶氮二甲酰胺(AC),桂林廣和新材料科技有限公司.
(2)主要設備:溫控高速混料機,SHR-5c型,張家塔市生光降解塑料機械廠;塑料注射成型機,TT1-130F2V,東華機械公司;烘箱,101A-1B型,上海市實驗儀器廠;體視顯微鏡,XYH-Z型,上海光學儀器一廠;電子萬能試驗機,CMT5504型,深圳新三思材料檢測有限公司;沖擊試驗機,XJUD-5.5型,承德市金建檢測儀器有限公司.
1.2 材料制備及性能測試
當前,人類社會正全面進入信息時代,以教育信息化帶動教育現代化已成為教育創新與變革的重大戰略抉擇。教育部《教育信息化十年發展規劃(2011~2020)》指出:“實現教育信息化手段是要充分利用和發揮現代信息優勢途徑,方法則是信息技術與教育的深度融合”“職業教育信息化是培養高素質勞動者和技能型人才的重要支撐,是教育信息化需要著重加強的薄弱環節”,所以,如何將現代信息技術更好地、更廣泛地應用于職業教育,值得我們共同研究和探討。
(1)材料制備:將WS、BF、PBS原料置于烘箱中80 ℃下干燥12 h;保持BF纖維和WS質量比1∶1不變,BF-WS總量分別為BF/WS/PBS發泡復合材料的10 wt%和20 wt%,BF纖維長度分別為3 mm、6 mm、9 mm,AC發泡劑含量為4 wt%;將稱量好的BF纖維、WS、PBS 和AC發泡劑放入溫控高速混合機內攪拌15 min充分混合均勻;最后以注射機注射成標準啞鈴型試樣.另外,采用不添加BF纖維、WS含量分別為10 wt%和20 wt%的WS/PBS發泡復合材料和工藝條件制備標準啞鈴型試樣,與BF纖維增強試樣進行對比.
(2)性能測試:拉伸性能按GB/T1040.1-2006進行測試,彎曲性能按GB/T9341-2008進行測試;懸臂梁沖擊性能按GB/T1043.1-2008進行測試;采用體視顯微鏡觀察復合材料斷面形貌.
2 結果與討論
2.1 BF/WS/PBS復合材料斷面形貌
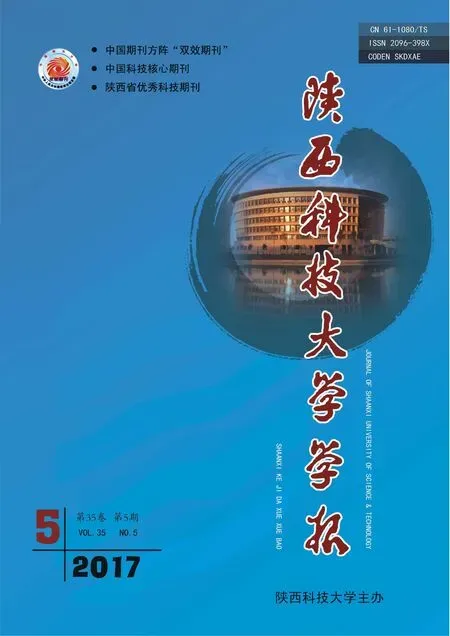
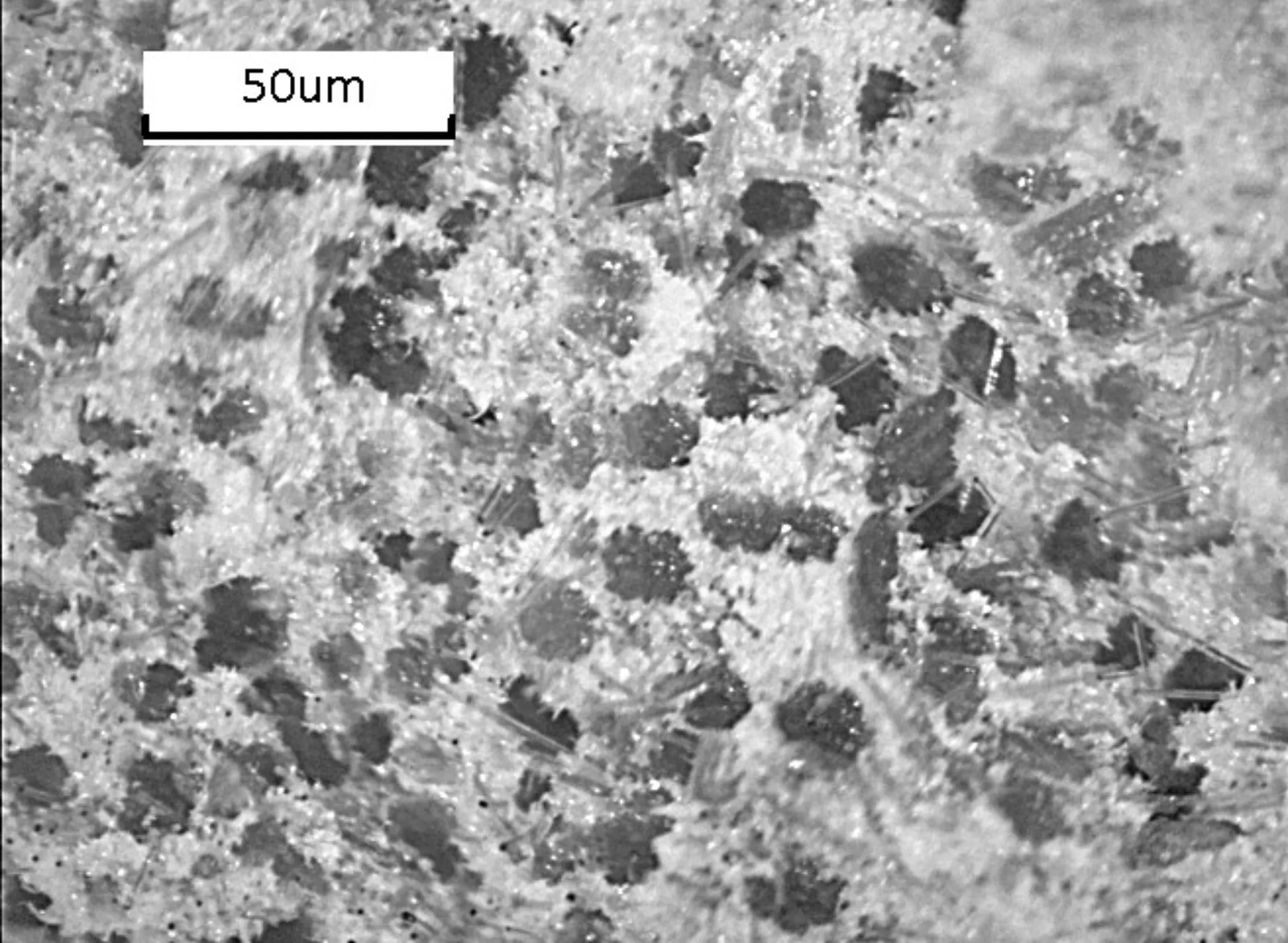
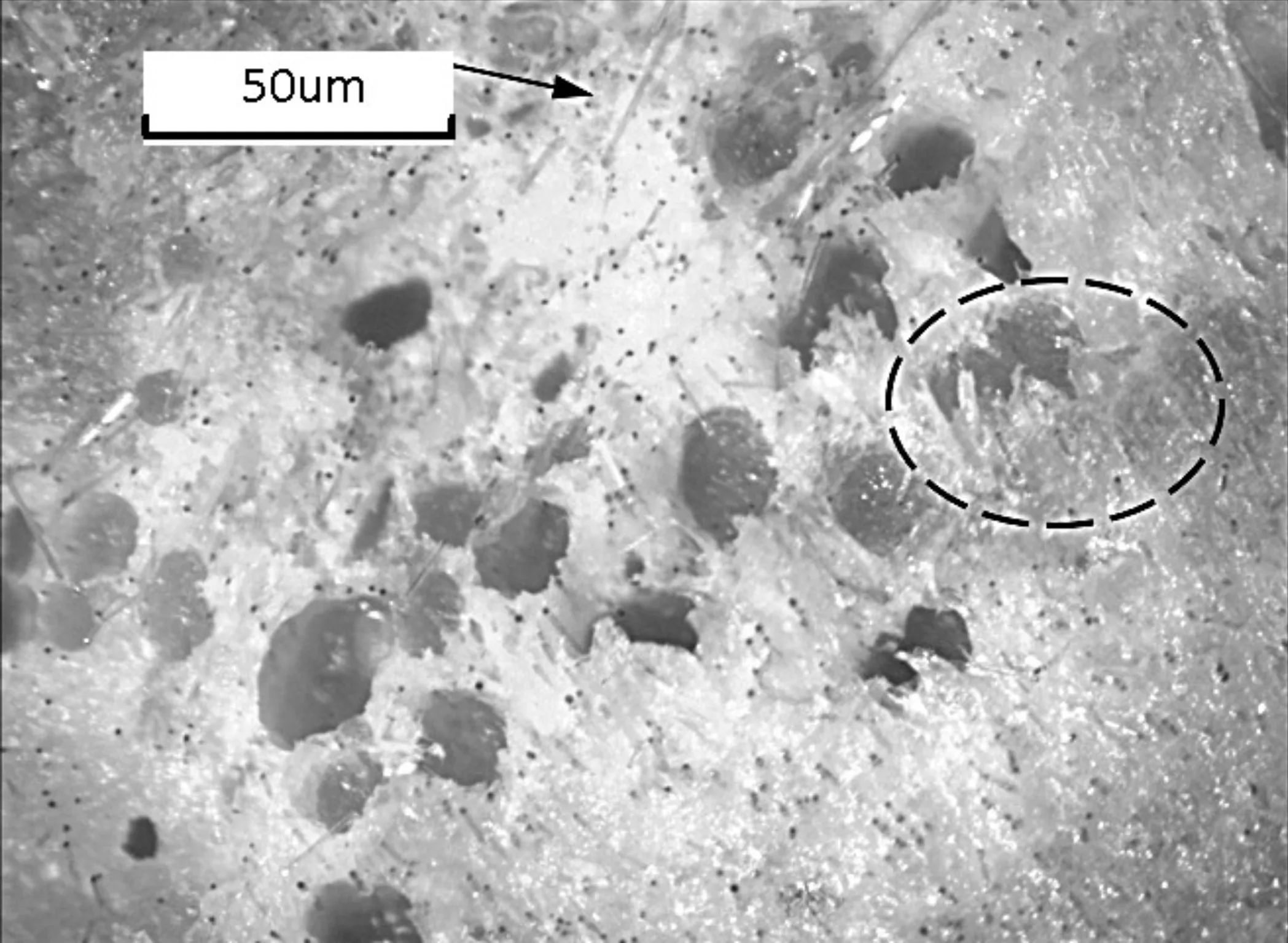
由圖1(a)、(b)可以看出,3 mm和6 mm BF纖維均能在復合材料中分布均勻,復合材料能夠較好的發泡,泡孔尺寸小且分布較均勻.隨著纖維長度的增加,9 mm的BF纖維有局部搭橋的現象,且泡孔分布不均,部分相鄰泡孔合并連通,導致泡孔形狀不一,孔徑增大,對復合材料的力學性能產生消極影響,如圖1(c)所示.
當BF-WS的含量為10%時,BF纖維和WS纖維混合均勻且分布較均勻,隨著纖維總體含量提高至20%,可見BF纖維、WS纖維分別成簇并發生明顯團聚(圖1(d)),這會導致應力集中,且嚴重影響發泡,造成相鄰泡孔連通從而形成較大的孔洞,大大降低了復合材料抵抗應力破壞的能力,在一定程度上抵消了BF纖維對復合材料強度的改善.

(a) 3 mm BF (10%BF-WS)
(b) 6 mm BF (10%BF-WS)
(c) 9 mm BF (10%BF-WS)
(d) 9 mm BF (20%BF-WS)圖1 BF/WS/PBS復合材料斷面形貌圖
通過對斷面纖維破壞形態的觀察,可以發現斷面上存在較多BF突出的端頭,部分BF纖維被完全拔出(如圖1(a)、(b)、(c)所示),說明纖維破壞的主要形式是拔出.從側面反映出,以后的研究還需對BF纖維進行適當的表面處理,從而提高界面粘接性.
2.2 BF纖維長度對復合材料彎曲性能的影響
圖2為不同長度BF纖維的WS/PBS發泡復合材料的彎曲性能,BF纖維的加入使復合材料的彎曲強度和彎曲模量相比未添加BF纖維的復合材料都有不同程度的提高,這是因為BF纖維具有優異的力學性能,在基體中能夠較好的傳遞載荷,改善了單純由WS纖維承受外力的狀況.
由圖2(a)可知,BF-WS總量為10%時,隨著BF纖維長度的增加復合材料的彎曲強度先增大后減小,當BF纖維為6 mm時,復合材料的彎曲強度達到最大值29.64 MPa,說明當BF-WS總量較少時,BF纖維表面親油特性使其能夠較好的分散在WS/PBS復合材料中,纖維與基體間的界面性能較好(如圖1(b)所示),當復合材料受力時,6 mm BF纖維相比3 mm BF纖維能夠更好的起到承載作用,使材料應力得以更好的分散,進而提高了復合材料的彎曲強度.而當BF纖維增加至9 mm時,長纖維之間容易搭橋,纖維之間以及纖維與PBS基體之間易產生孔隙,降低結合作用,并容易受力時產生應力集中現象,導致彎曲強度下降.當BF-WS總量為20%時,復合材料的彎曲強度隨著BF纖維長度的增加逐漸下降,這主要是由于BF-WS總量增加,使PBS基體不足以完全包裹BF纖維和WS纖維,易出現結合不均勻現象,導致缺陷的出現,當材料受力時,降低了應力傳遞效率.

(b)彎曲模量圖2 不同BF纖維長度下復合材料 的彎曲性能
圖2(b)為BF纖維長度對復合材料的彎曲模量的影響.由圖2(b)可知,復合材料的彎曲模量隨著BF纖維長度增加而下降,當BF纖維為9 mm時,10%和20%BF-WS總量的復合材料彎曲模量迅速下降至0.57 Gpa和0.78 Gpa,這是因為較長的BF纖維在WS/PBS復合材料中分散性較差,易發生團聚,并且長纖維在發泡過程中無法提供更多的成核點位置,從而使復合材料泡孔尺寸較大且分布不均(如圖1(d)所示),導致復合材料的彎曲模量在BF纖維為9 mm時顯著下降.
2.3 BF纖維長度對復合材料拉伸性能的影響
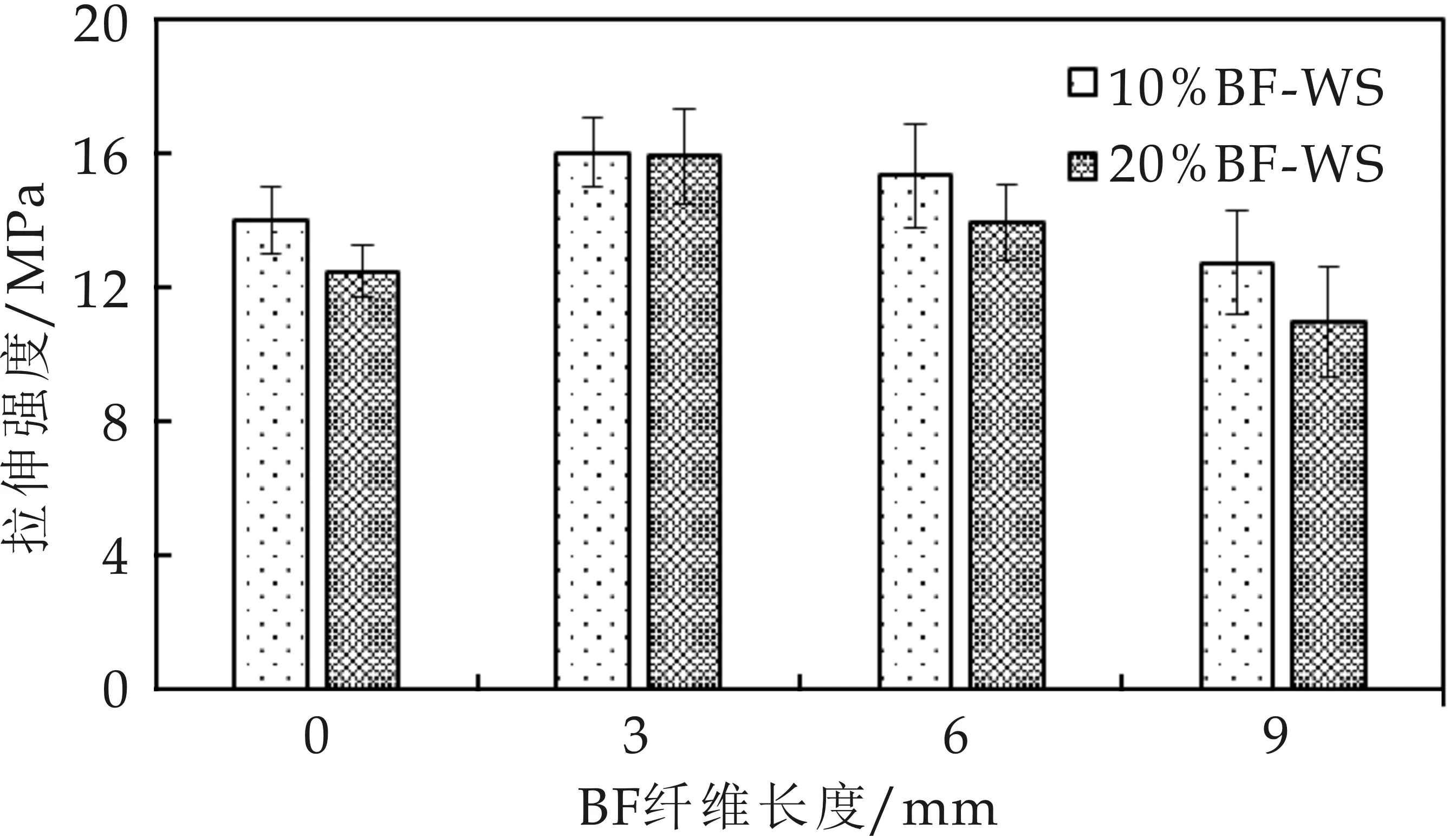
圖3為WS/PBS發泡復合材料拉伸性能與BF纖維長度的關系.由圖3(a)可知,復合材料的拉伸強度隨著BF纖維長度的增加先增大后減小.當BF-WS總量為10%時,BF纖維為3 mm的復合材料拉伸強度比未添加BF纖維的提高了14.6%,說明短切BF纖維起到了良好的承載作用,隨著BF-WS總量增加至20%時,承載效果更加明顯,復合材料的拉伸強度比未添加BF纖維的提高了27.5%.
由圖1(a)、(b)斷面可見許多纖維外伸或拔出的小孔,說明在破壞過程中,存在纖維拔出的過程,BF纖維起到了增強的作用.當BF纖維長度繼續增加,BF纖維為9 mm時,復合材料的拉伸強度比未添加BF纖維的復合材料分別下降了9%和12%,這是由于BF纖維長度過大,易發生團聚,造成應力集中,且過長的BF纖維不利于發泡,使泡孔孔徑不均,也是造成拉伸強度顯著下降的原因.
(a)拉伸強度

(b)拉伸模量圖3 BF纖維長度對拉伸性能的影響
圖3(b)是復合材料拉伸模量與BF纖維長度的關系,由圖3(b)可知,剛性BF纖維的加入能夠提高復合材料的拉伸模量,BF纖維為6 mm時的效果最好,拉伸強度為3.39 Gpa.但隨著BF纖維長度的增加,BF-WS含量為10%,9 mm BF-WS/PBS復合材料拉伸模量比6 mm BF-WS/PBS復合材料拉伸模量下降了61.1%,說明適當增加BF纖維長度能夠使BF纖維較好的起到增強的作用,而當纖維過長時,無法在基體中均勻分散,并對PBS基體發泡產生消極影響,降低了復合材料的拉伸性能.
2.4 BF纖維長度對復合材料沖擊性能的影響
由圖4可知,BF纖維的加入能夠提高復合材料的沖擊強度,隨著BF纖維長度的增加,復合材料的沖擊強度逐漸下降,用3 mm BF纖維增強的復合材料,當BF-WS總量為10%和20%時,沖擊強度分別比未添加的復合材料提高了47.6%和80.2%.這是由于3 mm BF纖維在WS/PBS復合材料中分散性好,較短的BF纖維能夠成為發泡過程中的成核點,使泡孔均勻(如圖1 (a)所示),能夠更有效的承載并分散沖擊能量,因此提高了復合材料的沖擊強度.繼續增加BF纖維長度,復合材料的沖擊強度下降,這是由于長纖維填料易發生團聚,并影響發泡過程導致泡孔不均,從而產生較大的空隙造成應力集中的缺陷.

圖4 纖維長度對沖擊性能的影響
3 結論
(1)BF纖維的添加使復合材料的力學性能顯著提高,隨著BF纖維長度的增加,復合材料的彎曲強度和彎曲模量先增大后減小,拉伸強度和沖擊強度逐漸下降,當BF-WS總量為10%時,3 mm BF纖維增強復合材料拉伸強度比未添加BF纖維的提高了14.6%,6 mm BF纖維增強復合材料的彎曲強度達到最大值29.64 MPa,沖擊強度分別比未添加BF纖維的提高了47.6%.當BF-WS總量增加至20%時,3 mm BF纖維的承載效果更加明顯,其拉伸強度比未添加BF纖維的復合材料提高了27.5%.
(2) 3 mm BF纖維在WS/PBS復合材料中分散性好,較短的BF纖維能夠成為發泡過程中的成核點,使泡孔均勻,綜合力學性能較好.適當增加BF纖維長度能夠起到較好的增強作用,而當纖維過長時,無法在基體中均勻分散,并對PBS基體發泡產生消極影響,降低了復合材料的力學性能.
[1] 王海剛,張京發,王偉宏,等.纖維增強木塑復合材料研究進展[J].林業科學,2016,52(6):130-139.
[2] 馮 莉,謝渭仁,趙春雁.木塑復合材料彎曲性能影響因素研究[J].塑料工業,2016,44(5):93-95.
[3] 唐 禹,梁嘉鳴,梁 兵.聚烯烴基木塑復合材料增強改性的研究進展[J].化工新型材料,2016,44(8):20-22.
[4] 杜虎虎,王偉宏,王海剛,等.木纖維含量對木塑復合材料蠕變特性的影響[J].建筑材料學報,2015,18(2):333-339.
[5] 吳玲燕,陸紹榮,李裕祺,等.PP/MCC/H20-g-SA木塑復合材料的制備及性能研究[J].塑料工業,2016,44(1):101-104.
[6] 張 濤,楊雙燕,高曉菊.木塑復合材料力學性能的影響因素探討[J].科技創新導報,2015,12(25):64-65.
[7] 杜 鳳,王偉宏.碳纖維增強木粉/聚乙烯復合材料的制備及其力學性能[J].南京林業大學學報(自然科學版),2015,39(2):132-136.
[8] 徐朝陽,李健昱,蘇文迪,等.玄武巖纖維增強橡膠木粉/回收HDPE復合材料性能的研究[J].塑料工業,2016,44(3):128-130.
[9] 楊 莉,徐文正.聚乳酸/玄武巖纖維復合材料的制備及性能研究[J].中國塑料,2016,30(11):48-52.
[10] 鄧鵬飛,裴熙林,王振興,等.玄武巖纖維/聚丙烯復合材料力學性能的研究[J].廣州化工,2017,45(3):45-47.
[11] 楊越飛,徐建鋒,賴佳佳,等.玄武巖纖維改進亞麻纖維/不飽和聚酯復合材料的耐候性[J].農業工程學報,2015,31(8):308-314.
[12] 馮宗東,呂云偉,高學敏,等.玄武巖纖維增強高密度聚乙烯的力學性能[J].工程塑料應用,2016,44(12):110-114.
[13] Fu S Y,Lauke B.Effects of fiber length and fiber orientation distributions on the tensile strength of short-fiber-reinforced polymers[J].Composites Science & Technology,1996,56(10):1 179-1 190.
[14] Dhand V,Mittal G,Rhee K Y,et al.A short review on basalt fiber reinforced polymer composites[J].Composites Part B Engineering,2015,73:166-180.
[15] Rezaei F,Yunus R,Ibrahim N A.Effect of fiber length on thermomechanical properties of short carbon fiber reinforced polypropylene composites[J].Materials & Design,2009,30(2):260-263.
[16] 張民杰.玄武巖纖維臨界長度及增強木塑復合材料性能研究[D].武漢:武漢理工大學,2014.
[17] Greco A,Maffezzoli A,Casciaro G,et al.Mechanical properties of basalt fibers and their adhesion to polypropylene matrices[J].Composites Part B Engineering,2014,67:233-238.
[18] Wang Y,Wang X,Wu D.Mechanical and tribological enhancement of polyoxymethylene-based composites with long basalt fiber through melt pultrusion[J].Composite Interfaces,2016(8):1-19.
【責任編輯:蔣亞儒】
Effectofbasaltfiberlengthonmechanicalpropertiesofwheatstraw/PBSfoamcomposites
YU Min, DANG Zhe, GE Zheng-hao*, SUN Li-xin,TIAN Pu-jian, SUN Kai, ZHENG Han-yi
(College of Mechanical and Electrical Engineering, Shaanxi University of Science & Technology, Xi′an 710021, China)
2017-08-11
陜西省教育廳專項科研計劃項目 (17JK0092); 咸陽市科技計劃項目(2010K05-11); 國家級大學生創新創業訓練計劃項目(201610708039);陜西科技大學博士科研啟動基金項目(BJ16-01)
于 旻(1986-),女,寧夏銀川人,講師,博士,研究方向:復合材料成型及控制
葛正浩(1964-),男,上海人,教授,博士,研究方向:材料成型加工、機構學,gezh@sust.edu.cn
2096-398X(2017)05-0082-04
TB332
A
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
山東冶金(2019年3期)2019-07-10 00:54:00
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
應用化工(2014年10期)2014-08-16 13:11:29