虎門二橋G4-1及G4-2合同段鋼箱梁同精度匹配工藝方案
2017-10-21 03:20:16孫樹松
山西建筑 2017年26期
孫 樹 松
(中鐵山橋集團有限公司,河北 秦皇島 066205)
虎門二橋G4-1及G4-2合同段鋼箱梁同精度匹配工藝方案
孫 樹 松
(中鐵山橋集團有限公司,河北 秦皇島 066205)
介紹了虎門二橋鋼箱梁的結構特點,并對鋼箱梁制造的精度控制和焊接采用的技術進行了深入研究,重點闡述了制造難點、工藝措施及鋼箱梁的質量控制,以達到兩個合同段間的精確匹配。
虎門二橋,鋼箱梁,精度控制,三維模型,匹配
0 引言
近年來,隨著我國各類鋼橋建造數量的不斷增多,為適應地質條件、周圍環境及設計的需要,大型鋼箱梁在其跨徑上越來越大。受其工期限制,往往需要兩家甚至幾家單位共同協作,來完成鋼箱梁的生產制造及拼裝架設工作。因此對于鋼箱梁的尺寸精度及其匹配度必須進行嚴格控制。本文結合虎門二橋鋼箱梁制造的工程實踐,對此種情況下大型鋼箱梁的拼裝與焊接方法給予介紹,為類似工程提供借鑒。
1 工程概述
虎門二橋為主跨1 688 m雙塔雙跨鋼箱梁懸索橋(如圖1所示),跨徑布置為658 m+1 688 m+522 m,建成后將成為世界第一跨度鋼箱梁懸索橋,所有類型橋梁中主跨位居世界第二,國內第一。

2 鋼箱梁制造方案
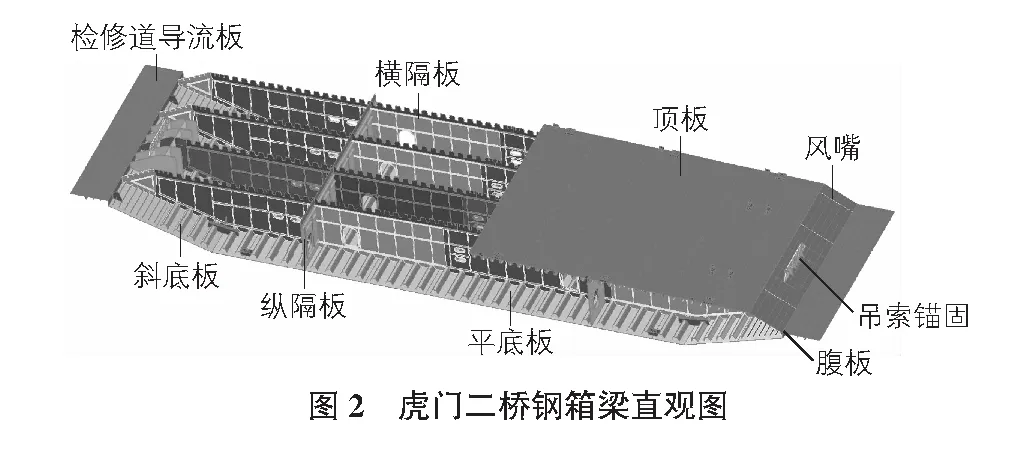
虎門二橋主橋鋼箱梁全寬44.7 m(不含檢修道、導流板),吊索錨固在風嘴上,主纜橫向間距42.1 m,頂板寬40.6 m,風嘴寬2.1 m,平底板寬31.3 m,斜底板寬6.7 m,風嘴外側設置寬1.5 m檢修道和1 m導流板,鋼箱梁梁高4 m(見圖2)。主梁分為11種類型,共176個梁段。
虎門二橋主橋鋼箱梁部分分為G4-1和G4-2兩段,由兩家單位共同制造——中鐵山橋集團有限公司、上海振華重工集團有限公司。為確保虎門二橋鋼箱梁制造精度的一致性、鋼箱梁節段連接的匹配性,必須制定嚴格的制造方案。
2.1鋼箱梁三維模型匹配
為確保鋼箱梁制造精度相同,兩家單位采用了相同的鋼箱梁斷面預拱度,應用CAD,TEKLA兩種繪圖軟件進行鋼箱梁節段三維建模(見圖3),并對鋼箱梁節段三維模型的幾何重心、型截面控制點、吊索錨固點、U形肋截面尺寸(如圖4所示)等重要幾何要素進行了比對[1],使兩家單位的鋼箱梁三維模型相同,即鋼箱梁制造的幾何基礎相同。


2.2板單元制造方案
導致鋼箱梁節段制造精度差異的兩大主因:
1)下料、鉆孔的尺寸精度;
2)切割、焊接、修整時的熱變形。因此,為保證虎門二橋鋼箱梁制造精度的一致性,兩家單位同時采用了NC自動劃線機、NC精密焰切機、數控鉆床、機械人焊機、反變形胎等先進的制造設備,提高了鋼箱梁制造尺寸精度,減少了鋼材熱變形,使制造精度提高,并且趨同。
本橋鋼塔、鋼箱梁板單元生產車間有兩條預處理自動生產線,鋼板預處理前用趕板機趕平,使鋼板軋制內應力分布均勻及部分消除,矯正鋼板的塑性變形,提高鋼板平面度。鋼板經過拋丸、噴漆、烘干,提高鋼材抗腐蝕能力,優化鋼材表面工藝制作狀態,利于數控切割機下料。板件采用空氣等離子及火焰數控切割機下料,切割設備均具有自動劃線、寫號功能,除能夠采用自動定位組裝和焊接后需要二次組裝的位置線外,全部采用數控切割機床進行劃線、寫號,取消了人工劃線、寫號,減少了影響劃線、寫號精度和準確性的各種因素。U形肋板單元采用多頭機器人焊接系統在液壓翻轉胎上船位焊接。反變形胎有效地控制板單元焊接變形,機器人船位焊接有效地保證了U形肋的熔深及焊縫質量的穩定性。
2.3鋼箱梁節段拼裝方案
鋼箱梁節段拼裝全部在拼裝廠房內完成。鋼箱梁制造采用統一的多節段連續匹配制造與預拼裝同時完成的“長線法”拼裝方案。鋼箱梁節段一端為基準,另一端預留配切量,待鋼箱梁節段整體焊接后根據監控線型進行切割[2]。
2.4鋼箱梁預拼裝方案
為確保鋼箱梁架設順利,接口對接準確,鋼箱梁在拼裝場要進行預拼裝,若發現節段尺寸有誤或預拱度不符時,可在拼裝場進行尺寸修正,避免在高空調整,減少高空作業難度和加快吊裝速度,消除現場施工風險。
每輪次節段連續匹配組焊完畢后,在測量控制網中用全站儀精確測量采集鋼箱梁測量監控點的三維坐標。通過建模分析確定各節段的空間位置及線形偏差,然后確定節段的長度、端口尺寸、間距等參數,通過配切余量調整節段間架設夾角,從而消除制造時的偏差累積,使實際制造線形與理論制造線形相擬合。同時通過端口匹配可以消除相鄰節段間的板邊錯邊,有效控制焊縫間隙和對口精度[3]。
3 焊接工藝
本橋鋼箱梁為全焊結構,結構焊縫較多,導致發生的焊接變形和焊接殘余應力較大。兩家單位針對設計圖指定的鋼材材質、接頭類型和焊縫尺寸,選擇合適的焊接方法、焊接材料、坡口形式、焊接工藝、焊接措施、施焊環境等,制定了產品焊接工藝規程。并根據同精度制造的要求,采用了統一的焊接方法、焊縫斷面、焊道數量、焊接參數、施焊順序和施焊方向等焊接工藝參數;同時應有利于組裝、焊接和焊接變形的控制,并減小焊接引起的角變形、彎曲變形、扭轉變形和翹曲變形,使鋼箱梁節段變形空間減小,降低同精度制造的難度。
鋼板對接接料焊縫采用埋弧自動焊焊接。頂板單元、底板單元、邊腹板單元、中腹板單元等均采用CO2氣體保護自動焊,采用多頭門式焊接機器人+自動液壓反變形胎架船位焊接(見圖5),橫隔板單元采用CO2氣體保護自動焊,采用橫隔板焊接機器人平位焊接(見圖6)。


拼裝場和橋上頂板、底板單元間對接焊縫,節段間頂板、底板對接焊縫均采用半自動焊打底+埋弧自動焊填充、蓋面。其他焊縫優先采用自動焊,不能采用自動焊的采用CO2氣保護半自動焊。CO2氣體保護半自動焊使用數字逆變CO2/MAG焊機和第四代焊接數據管理系統,通過焊接數據管理系統對焊機的工作狀態進行實時監控,提高焊接質量和管理水平[4]。
4 兩合同段相鄰節段實物匹配
兩合同段相鄰節段的實物匹配,既能實現相鄰節段的對接口的匹配,也能檢驗鋼箱梁同精度制造工藝的可行性,對后續鋼箱梁節段的同精度制造有指導性意義,可以據此對專項方案進行微調,使得鋼箱梁制造精度更加貼近。
節段實物匹配時,在固定節段橫縱隔板交叉處設定位墩,在拼裝節段橫縱隔板交叉處設調控滑移墩(見圖7)。定位墩在水平面內固定,僅能進行鉛垂方向調控;調控滑移墩可同時進行空間三向調控[5]。

匹配時將拼裝節段滑移至指定位置,然后調整節段接口端面,使頂板、底板上表面平齊,滿足制造驗收規則要求。然后完成匹配端口的配切,使節段長度、吊點間距滿足設計要求。所有匹配數據應有詳細記錄,包括截面基本幾何尺寸、板面平面度、鋼箱梁坡度、吊點間距等。匹配后兩家單位應對結果進行分析,并對已經生產的其他節段、板單元進行檢驗,以確定方案進一步調整的方向。
5 結語
通過鋼箱梁制造實踐檢驗,板單元制作、鋼箱梁組焊、總拼等工藝先進合理。焊縫外觀質量良好,內在質量穩定。梁段制造質量優良,安裝順利,匹配度及其他各檢測項點全部滿足規范要求。本工程的順利完工,可以為國內外類似工程提供參考。
[1] 何永祥,潘志廣,黃世超.BIM技術在施工圖繪制中的應用研究[J].土木建筑工程信息技術,2013(2):15-20.
[2] 邵天吉.深圳灣大橋平曲線鋼箱梁制作技術[J].鋼結構,2008(4):53-54.
[3] 胡廣瑞.大型公路鋼箱梁整體拼裝制造線形和尺寸的控制[J].鋼結構,2006(5):74-75.
[4] 楊永強,劉振剛,徐向軍.歐洲焊接標準在挪威公路橋中的應用[J].金屬加工,2010(18):69-71.
[5] 呂 雨,謝蘭敏.淺談鋼箱梁施工的線形控制技術[J].安徽建筑,2009(6):91-92.
HumenⅡBridgeG4-1contractandG4-2contractsectionsameprecisionmanufacturingprocessschemeofsteelboxgirder
SunShusong
(ChinaRailwayShanhaiguanBridgeGroup.,Ltd,Qinhuangdao066205,China)
This paper introduces the structural characteristics of Humen Ⅱ bridge steel box girder, and the fabrication of steel box girders for precision control and welding technology for the in-depth study, focusing on the quality control of manufacturing difficulties, technological measures and steel, in order to achieve the accurate matching between the two contract section.
Humen Ⅱ bridge, steel box girder, precision control, 3D model, matching
U448.213
A
1009-6825(2017)26-0153-03
2017-07-06
孫樹松(1986- ),男,工程師
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
