鍋爐主蒸汽堵閥焊縫開裂原因分析
2017-10-21 23:10:30王洪選
科技風(fēng) 2017年8期
摘 要:某熱電廠#2鍋爐檢修期間,發(fā)現(xiàn)主蒸汽堵閥兩側(cè)焊縫熱影響區(qū)存在裂紋,嚴重影響設(shè)備安全運行及人員安全。為分析堵閥焊縫開裂原因,開展了光譜、硬度、金相、無損檢測等工作,確定管系應(yīng)力是產(chǎn)生開裂的主要原因。
關(guān)鍵詞:電站鍋爐;主汽堵閥;焊縫;裂紋;管系應(yīng)力
某熱電廠2爐為WGZ670/13.7-13型、自然循環(huán)、倒U形布置、單鍋筒、單爐膛、一次中間再熱、平衡通風(fēng)、固態(tài)排渣的200MW超高壓燃煤鍋爐,于2005年8月25日投入商業(yè)運行。2015年6月,檢修期間發(fā)現(xiàn)標(biāo)高48米主蒸汽管道兩側(cè)焊縫熔合線處存在裂紋。主蒸汽管道材質(zhì)12Cr1MoV,規(guī)格Φ327mm×34mm。電動閥材質(zhì)WC9,規(guī)格φ474mm×100mm。為分析裂紋產(chǎn)生的原因,開展了現(xiàn)場宏觀檢查、光譜、硬度、金相、無損檢測等工作,為制定檢修方案提供依據(jù)。
1 檢查情況
1.1 宏觀檢查
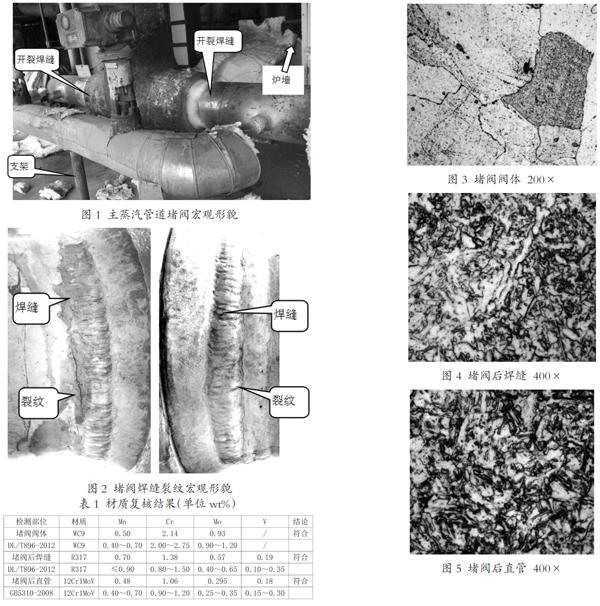
兩路主蒸汽管道堵閥(電動門)兩端閥側(cè)焊縫靠近爐墻側(cè)熔合線處均存在裂紋缺陷,管路宏觀形貌見圖1,堵閥焊縫裂紋宏觀形貌見圖2。從裂紋的分布位置來看,均位于焊縫熔合線,多處裂紋長度較長,也存在裂紋沿熔合線斷續(xù)分布情況。
1.2 材質(zhì)復(fù)核
采用合金分析儀對裂紋嚴重的爐左側(cè)主汽堵閥、堵閥后焊縫和直管主要金屬元素含量分別進行復(fù)核,結(jié)果表明所使用材質(zhì)與設(shè)計材質(zhì)相符,見表1所示。
1.3 金相檢測
采用現(xiàn)場金相方法對爐左側(cè)主汽堵閥、堵閥后焊縫和直管進行金相檢測。堵閥閥體金相組織見圖3,為鐵素體+珠光體,為常見鑄造閥體組織,晶粒較粗大;堵閥后焊縫、直管金相組織見圖4、圖5,為貝氏體,為正常焊接組織。
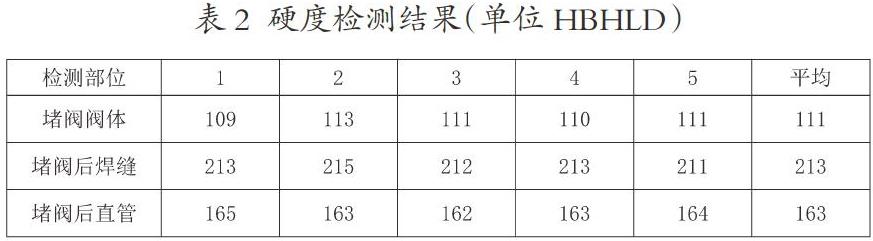
1.4 硬度檢測
對爐左側(cè)主汽堵閥、堵閥后焊縫和直管進行了現(xiàn)場硬度檢測,檢驗結(jié)果見表2所示。主汽堵閥材質(zhì)為WC9(相近材料為10CrMo910),參考DL/T 438-2009《火力發(fā)電廠金屬技術(shù)監(jiān)督規(guī)程》中材質(zhì)為10CrMo910管件硬度區(qū)間為130~197HB,左側(cè)主汽堵閥硬度低于標(biāo)準(zhǔn)下限,堵閥后焊縫和直管硬度符合標(biāo)準(zhǔn)要求。
2 開裂原因分析
綜合現(xiàn)場各項檢測結(jié)果,除個別硬度稍低(在現(xiàn)有管壁厚度和其他指標(biāo)合格的工況下,若監(jiān)督運行,不影響使用)外,各項指標(biāo)正常,綜合使用能力尚可,表明主汽堵閥兩側(cè)焊縫開裂可排除錯用材質(zhì)、焊接及熱處理等因素。
該段主蒸汽管道從爐頂高溫過熱器出口集箱引出后,裝有一電動門(水壓試驗用),電動門兩側(cè)主蒸汽管道上引出一段起平衡壓力作用的水平旁路管道,旁路管道兩端各有一個電動門,旁路中部安裝有簡易支架。正常運行時,電動門呈關(guān)閉狀態(tài)。主蒸汽管道電動門所在管段結(jié)構(gòu)圖如圖1所示。
現(xiàn)場檢查發(fā)現(xiàn),兩側(cè)主汽電動門兩端焊縫裂紋均分布在主蒸汽管道爐內(nèi)側(cè)與旁路管對應(yīng)的水平位置;附近主蒸汽管道支吊架未見異常,也沒有明顯阻擋管道水平方向膨脹的地方。根據(jù)管路結(jié)構(gòu)與裂紋分布位置對應(yīng)關(guān)系,分析認為,由于旁路上電動門一直處于關(guān)閉狀態(tài),機組運行期間旁路內(nèi)沒有介質(zhì)流動,相當(dāng)于盲管,特別是兩個電動門間基本無介質(zhì)流通。其管路溫度與主蒸汽管道溫度存在較大偏差,因而使該處主蒸汽管路與旁路間存在膨脹差,從而在主蒸汽電動門兩端產(chǎn)生水平面內(nèi)的彎曲應(yīng)力。尤其在機組啟停階段,兩管路溫升速率不同,溫度差引起的彎曲應(yīng)力會更大,長期作用會導(dǎo)致管道產(chǎn)生上述裂紋的產(chǎn)生。
3 處理措施
鑒于焊縫開裂原因分析,對焊縫進行了局部挖補處理。機組投運以來,鑒于該堵閥旁路管道基本不投入使用,進一步調(diào)研去除該旁路管道的可行性。若無法去除該管路,對該管路重新進行應(yīng)力計算,根據(jù)計算結(jié)果對管系應(yīng)力和管道支吊架進行優(yōu)化調(diào)整。
4 結(jié)論
本文鍋爐堵閥焊縫裂紋現(xiàn)場檢查和試驗,結(jié)果表明,管路設(shè)計不合理是導(dǎo)致本次開裂的主要原因。火力發(fā)電廠機爐外管道容易造成重大事故,歷來是監(jiān)督的重中之重,通過焊縫開裂原因分析,確定下一步工作方向,對防止裂紋再次的產(chǎn)生,確保設(shè)備、人員安全運行提供了有力保證。
參考文獻:
[1] 鄭宏曄,樓玉民,楊點中,胡潔梓.WC9堵閥補焊裂紋分析及措施[J].焊接技術(shù),2011 (10).
[2] 林華,張明珠.火力發(fā)電廠主蒸汽管水壓堵閥焊接裂紋分析及改進[J].中國特種設(shè)備安全,2010(01).
作者簡介:王洪選(1966-),男,漢族,河南登封人,大專,高級技師、助理工程師,研究方向:火力發(fā)電廠金屬監(jiān)督和焊接技術(shù)管理。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24