六機(jī)六流方坯連鑄機(jī)中后部出坯的自動(dòng)控制
2017-10-23 12:44:10郝宏昭高朝波
重型機(jī)械 2017年5期
郝宏昭,劉 悅,高朝波
(中國重型機(jī)械研究院自動(dòng)化研究所,陜西 西安 710032)
六機(jī)六流方坯連鑄機(jī)中后部出坯的自動(dòng)控制
郝宏昭,劉 悅,高朝波
(中國重型機(jī)械研究院自動(dòng)化研究所,陜西 西安 710032)
以六機(jī)六流方坯連鑄機(jī)后部冷床設(shè)備的自動(dòng)化控制為主要研究對象,采用PID閉環(huán)自動(dòng)控制,實(shí)現(xiàn)了四個(gè)升降油缸的同步控制以及兩缸平移同步控制。采用堆棧法對冷床、推鋼機(jī)上的鑄坯進(jìn)行位置跟蹤,提高了運(yùn)坯效率。
撈鋼機(jī);冷床;推鋼機(jī)
0 前言
由于六機(jī)六流的方坯連鑄機(jī)拉速高、流數(shù)多,為了提高方坯連鑄機(jī)的生產(chǎn)作業(yè)率,必須對后部出坯工序進(jìn)行優(yōu)化,并對該部分的工藝過程實(shí)現(xiàn)全自動(dòng)控制,避免人工手動(dòng)控制造成鑄坯運(yùn)輸不暢而影響整條線的生產(chǎn)效率。因此實(shí)現(xiàn)該區(qū)域設(shè)備電氣自動(dòng)控制就顯得尤為重要了。
1 后部出坯工藝流程
后部出坯的控制對象:撈鋼機(jī)、冷床、推鋼機(jī)。出坯工藝流程如圖1所示,當(dāng)任一流道上有鑄坯時(shí),撈鋼機(jī)根據(jù)二級工藝要求選擇去冷送或者去熱送。如果選擇去冷送則撈鋼機(jī)從流道把鑄坯撈起來放至冷床,然后冷床再把鑄坯步進(jìn)送至推鋼機(jī),緊接著推鋼機(jī)把鑄坯推至冷送輥道或者從推鋼機(jī)直接人工天車下線。如果選擇去熱送則撈鋼機(jī)直接從流道把鑄坯撈起來放至熱送輥道。
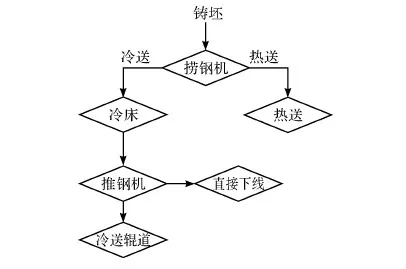
圖1 出坯工藝流程
2 自動(dòng)控制系統(tǒng)配置
本自動(dòng)控制系統(tǒng)主要設(shè)備包括德國西門子公司的S7-300系列PLC、ET-200M分布式I/O、HMI監(jiān)視操作站、安川的H1000系列變頻器。整個(gè)系統(tǒng)網(wǎng)絡(luò)設(shè)計(jì)采用工業(yè)以太網(wǎng)Industrial Ethernet將PLC裝置和監(jiān)控操作站相連,通過PROFIBUS-DP現(xiàn)場總線與遠(yuǎn)程ET-200M以及變頻器相連。其中PLC作為主干控制裝置實(shí)現(xiàn)對撈鋼機(jī)、冷床、推鋼機(jī)等設(shè)備的控制以及該區(qū)域儀表元件的采集。
3 冷床的控制
3.1 冷床的動(dòng)作過程及特點(diǎn)
冷床升降通過四個(gè)液壓升降缸來進(jìn)行控制,每個(gè)液壓缸內(nèi)置一個(gè)SSI的位移傳感器,冷床液壓閥臺上配置有四個(gè)伺服閥分別控制四個(gè)油缸,另外配有一個(gè)液壓鎖閥用以切斷整個(gè)冷床的供油回路。冷床平移通過兩個(gè)平移油缸來進(jìn)行控制,平移閥臺上配置有兩個(gè)伺服閥用來分別控制兩個(gè)平移缸,平移變速或到位通過四個(gè)接近開關(guān)來檢測。
冷床的動(dòng)作過程是:撈鋼機(jī)將鑄坯放至冷床放坯位,冷床開始啟動(dòng),首先冷床先上升(四缸同步)至高位,然后再高速前進(jìn)至減速位后低速運(yùn)行,運(yùn)行至前進(jìn)停止位后冷床平移停止,接著再下降至低位,到低位后冷床高速后退,后退至后退減速位后低速運(yùn)行至后退停止位即冷床原始位停止,至此冷床步進(jìn)一個(gè)周期結(jié)束,本系統(tǒng)因設(shè)備空間有限,平移油缸行程稍短,故而將鑄坯移動(dòng)一個(gè)工位需要冷床步進(jìn)兩個(gè)周期,也就是冷床步進(jìn)兩個(gè)周期則鑄坯前進(jìn)一個(gè)工位(冷床共有8個(gè)工位)如圖3所示。
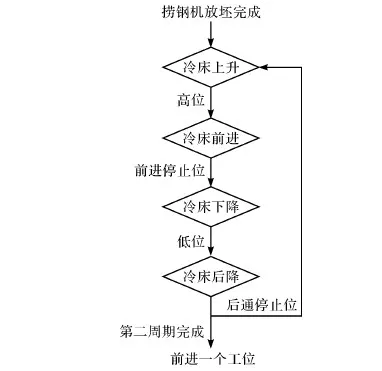
圖3 冷床動(dòng)作過程
由于冷床上升、下降是通過四個(gè)油缸一起來完成,所以就要求對四個(gè)油缸的升降進(jìn)行同步控制,同步如果控制不好就會使鑄坯傾斜甚至滑落。所以四缸同步控制是本設(shè)備的難點(diǎn)。既要保證四缸同步,還要求有一定的速度,加大了控制的難度。另外冷床的平移是由兩個(gè)缸共同完成,所以也需要對兩個(gè)缸實(shí)現(xiàn)同步控制,而這兩個(gè)油缸沒有設(shè)置位移傳感器,要實(shí)現(xiàn)同步難度無疑就更大了。除了同步之外,還需要對鑄坯進(jìn)行跟蹤以保證撈鋼機(jī)、冷床、推鋼機(jī)之間以及與下道工序緊密配合提高工作效率。
3.2 控制方法
3.2.1 冷床的升降控制
冷床的升降控制采用PID閉環(huán)自動(dòng)控制:首先對每個(gè)缸都進(jìn)行PID閉環(huán)自動(dòng)控制,通過PLC的SM338模塊把油缸內(nèi)置的位移傳感器的值采集后經(jīng)過處理得到該油缸的實(shí)際位置,然后根據(jù)設(shè)定的目標(biāo)位置,通過PID閉環(huán)調(diào)節(jié)自動(dòng)控制給出伺服閥相應(yīng)的開口度,最終驅(qū)動(dòng)油缸使升降到目標(biāo)位置。四缸同步是在每個(gè)油缸閉環(huán)的基礎(chǔ)上,以一個(gè)油缸作為主缸,其它作為從缸來進(jìn)行控制。以一號缸作為主缸,給定一個(gè)主目標(biāo)位置給定,一號缸仍然是以1#位移傳感器處理得到的位置值作為位置反饋來對一號缸實(shí)現(xiàn)閉環(huán)控制;將二號缸的2#位移傳感器處理得到的位置值與1#位移傳感器處理得到的位置值的差值作為附加給定到主目標(biāo)給定上,把此作為2#缸閉環(huán)的給定,以2#位移傳感器處理得到的位置值作為反饋對2#缸實(shí)現(xiàn)閉環(huán)控制;同樣3#、4#缸也同2#缸類似處理,另外當(dāng)任意兩個(gè)缸的位置差超過3 mm時(shí)給定受限。通過以上的控制方法實(shí)現(xiàn)了四個(gè)升降油缸的同步控制。如圖4所示。
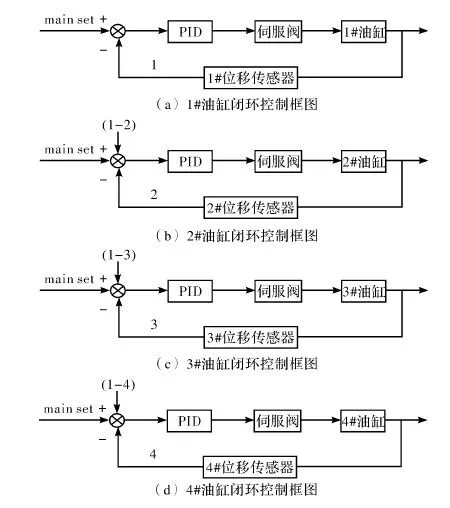
圖4 油缸閉環(huán)控制框圖
3.2.2 冷床的平移控制
由于本系統(tǒng)平移油缸未設(shè)置位移傳感器,故而平移控制采用開環(huán)控制,即分別給平移兩側(cè)的伺服閥一定的開口度,由于設(shè)備兩側(cè)本身的摩擦力包括油缸本身的阻力也不盡相同,而且兩個(gè)伺服閥本身性能也不可能完全相同,如果給兩側(cè)伺服閥同樣的開口就可能引起兩側(cè)不同步。所以在實(shí)際中反復(fù)進(jìn)行了測試,最后得到一組基本保證兩側(cè)能夠同步的伺服閥電流值。但經(jīng)過一段時(shí)間的磨合之后,有可能兩側(cè)的阻力發(fā)生不同變化從而導(dǎo)致之前的參數(shù)不太適合,因此在HMI監(jiān)控畫面中設(shè)置了兩側(cè)伺服閥電流給定修改窗口,這樣通過修正就能夠解決此問題。此外還有一個(gè)問題,就是冷床平移是步進(jìn)式的,而且鑄坯向前移動(dòng)一個(gè)工位,冷床需要步進(jìn)兩個(gè)周期,鑄坯從初始工位平移到最后一個(gè)工位,冷床要運(yùn)行多個(gè)周期,如果冷床每平移一步兩側(cè)出現(xiàn)一點(diǎn)誤差,那么這個(gè)誤差就會隨著每步累積起來,等到平移到最后一個(gè)工位的時(shí)候誤差就會被放大,這時(shí)鑄坯可能傾斜。為了解決這問題,通過接近開關(guān)得到的信號,讓油缸平移到兩端時(shí)適當(dāng)延時(shí)再進(jìn)行下一步,保證兩側(cè)油缸都能夠走到同一水平線上,也就是在每一步就進(jìn)行誤差消除,從而確保鑄坯無論平移到那個(gè)工位都是直的,那么鑄坯平移到最后一個(gè)工位兩側(cè)也就不會再有偏差了。
3.2.3 冷床鑄坯的位置跟蹤
冷床的動(dòng)作和撈鋼機(jī)以及推鋼機(jī)都有著非常緊密的聯(lián)系,為了使整個(gè)運(yùn)坯流程快捷、安全。這就要求對冷床上的鑄坯來進(jìn)行位置跟蹤。只有準(zhǔn)確的知道了冷床初始放坯位是否有坯才能讓撈鋼機(jī)準(zhǔn)確、及時(shí)的放坯。推鋼機(jī)也是一樣,當(dāng)冷床步進(jìn)平移將鑄坯一旦平移到推鋼機(jī)推坯位時(shí),推鋼機(jī)就能夠及時(shí)啟動(dòng)把鑄坯推走。所以對冷床上的鑄坯進(jìn)行位置跟蹤無疑就提高了運(yùn)坯效率。使用了堆棧做法,冷床上總共有8個(gè)工位,初始放坯位作為8號工位,以此類推直到最后一個(gè)工位為1號工位。當(dāng)撈鋼機(jī)往冷床的8號工位放坯完成后,此時(shí)把8號工位記為有坯,此時(shí)啟動(dòng)冷床,當(dāng)冷床步進(jìn)兩個(gè)周期后,8號工位的鑄坯被平移到7號工位,那么這時(shí)8號記為無坯,而7號記為有坯。以此類推其它工位是否有坯。如此以來在冷床動(dòng)啟動(dòng)或停止時(shí),能準(zhǔn)確知道那個(gè)工位是否有坯,同時(shí)在HMI畫面上也有相應(yīng)的工位是否有坯顯示。此外當(dāng)人工手動(dòng)將某一工位的鑄坯吊走時(shí),可以在HMI上人工剔除某工位的鑄坯,使其和現(xiàn)場實(shí)際相符合。
4 結(jié)束語
本文關(guān)于后部出坯的工序及控制方法在山東某鋼廠連鑄機(jī)三個(gè)機(jī)組投入使用后,該機(jī)組的拉坯速度均得到了有效保證,整條連鑄生產(chǎn)線也能夠持續(xù)高效生產(chǎn),后部出坯區(qū)域的操作人員的操作也變得更加便捷,以往需要至少3人進(jìn)行操作已減少至1人操作,而且更加安全可靠。此外與下一級熱軋以及冷送工序的銜接也都能夠通暢無誤。在此希望文中的所用的一些自動(dòng)控制的控制方法對相關(guān)行業(yè)的工程技術(shù)人員有一定的借覽鑒意義。
[1] 胡壽松.自動(dòng)控制原理[M].北京:國防工業(yè)出版社,1994.
[2] 機(jī)械電子工業(yè)部天津電氣傳動(dòng)設(shè)計(jì)研究所.電氣傳動(dòng)自動(dòng)化技術(shù)手冊[M].北京:機(jī)械工業(yè)出版社,1992.
[3] 楊拉道,謝東鋼.連續(xù)鑄鋼技術(shù)研究成果與應(yīng)用[M].昆明:云南科技出版社,2012.
[4] 王連.唐山建龍2#燒結(jié)自動(dòng)控制系統(tǒng)設(shè)計(jì)與實(shí)施[J].冶金自動(dòng)化(S),2007.
[5] 馮巧玲.自動(dòng)控制原理[M].北京:北京航空航天大學(xué)出版社.2003.
[6] 馬竹梧.鋼鐵工業(yè)自動(dòng)化[M].北京:冶金工業(yè)出版社.2003.7-656.
[7] 廖常初.PLC編程及應(yīng)用[M].北京:機(jī)械工業(yè)出版社.2002.71-109.
[8] 王永華.現(xiàn)代電氣控制及PLC應(yīng)用技術(shù)[M].北京:北京航空航天大學(xué)出版社.2003.63-64.
[9] 蔡開科,程士富.連續(xù)鑄鋼原理與工藝[M].北京:冶金工業(yè)出版社.2003.
[10] 賀智修.自動(dòng)控制實(shí)用教程[M].北京:北京電子工業(yè)出版社.2004.
[11] 楊自厚.自動(dòng)控制原理[M].北京:冶金工業(yè)出版社.1980.
[12] 吳中俊.可編程序控制器原理及應(yīng)用[M].北京:機(jī)械工業(yè)出版社.2003.
[13] 陳雷.連續(xù)鑄鋼 [M].北京:冶金工業(yè)出版社.1994.
[14] 陳家祥.連續(xù)鑄鋼手冊 [M].北京:冶金工業(yè)出版社.1991.
[15] 郭冬梅.板坯連鑄機(jī)自動(dòng)控制及跟蹤系統(tǒng)的開發(fā) [J].工業(yè)控制計(jì)算機(jī),2006,19(08).
Automatic control of the billet ejection equipment for6-machine 6-strand caster
HAO Hong-zhao,LIU Yue,GAO Zhao-Bo
(China National Heavy Machinery Research Institute Co.,Ltd.,Xi’an 710032,China)
The automatic control of cooling bed equipment at the 6-strand billet caster is the main research object. Using PID closed-loop automatic control, the synchronous control of four elevating oil and two cylinder translational synchronization control were realized. In addition, the stack method was used to track the casting billet on the cold bed and pusher, which improved the efficiency of the billet transport.
blank traversing conveyer;cooling bed;pusher
TF341
A
1001-196X(2017)05-0088-03
2017-06-15;
2017-07-18
郝宏昭(1976-),男,陜西西安人,高級工程師,主要從事冶金電氣自動(dòng)化方面的研究設(shè)計(jì)工作。
