基于剛度要求的SUV車型尾門輕量化研究
2017-11-01 06:00:49李多代德才王帥李凱
汽車實用技術 2017年19期
李多,代德才,王帥,李凱
(華晨汽車工程研究院,遼寧 沈陽 110141)
基于剛度要求的SUV車型尾門輕量化研究
李多,代德才,王帥,李凱
(華晨汽車工程研究院,遼寧 沈陽 110141)
將傳統金屬材質的汽車尾門用塑料材質替換,在保證剛度的情況下實現尾門輕量化意義重大。以某款SUV車型尾門為研究對象,對其內板、外板材料進行替換,內板采用PPGF40-0455,外板采用PP-TD20,并對其結構進行設計更改,利用Hypermesh軟件進行有限元仿真計算,分析尾門在五種工況下的剛度情況,針對不能滿足性能目標的工況給出局部結構優化的方向,在質量增加較少的前提下實現了尾門剛度值的大幅度提升。最終在滿足剛度目標的同時,實現了尾門材質的以塑代鋼,實現了尾門輕量化。
塑料尾門;剛度;優化;輕量化
CLC NO.: U462.1 Document Code: A Article ID: 1671-7988 (2017)19-106-04
前言
汽車輕量化水平已經成為汽車技術發展上的一個關鍵方向。研究發現:汽車整備質量每減少10%,燃油消耗可降低6%~8%,CO2的排放也會大幅度下降。此外,對整車的操控性、駕駛性都有很大提高,因此對汽車零部件實現輕量化來減少整車質量顯得尤為重要[1]。零部件輕量化途徑有很多,一般可分為三大類,第一類是通過CAE進行結構優化來實現輕量化;第二類是通過更改材料來實現輕量化(以塑代鋼等);第三類是對汽車零件進行精益化設計來實現輕量化。三種方式中輕量化效果最為明顯的為第二種,同時也是最具有挑戰的一種,必須在改變零部件材料的同時滿足剛度性能指標。因此本文以某款SUV車型尾門為研究對象,對其進行材料替換,在保證剛度滿足性能目標的前提下,實現尾門減重。
1 塑料尾門的剛度分析方法
尾門的剛度計算模型一般包括:尾門內外板、局部加強版、帶鉸鏈(或不帶鉸鏈)、后風擋玻璃等。根據實際的工況要求,在前期開發過程中,對尾門進行CAE分析時,主要考察以下五種工況。
(1)尾門鎖點彎曲剛度(無鉸鏈)。如圖1所示,在尾門鉸鏈位置限制六個方向自由度,在緩沖塊位置添加Y’(垂直于鉸鏈軸和鎖點所在平面,以下所有局部坐標系都用此來表示)方向約束,鎖點位置添加Y’方向載荷,載荷大小300N,鎖點為測量點。

圖1 尾門彎曲剛度計算模型(無鉸鏈)
(2)尾門雙側扭轉剛度(帶鉸鏈)。如圖2所示,在尾門鉸鏈位置限制六個方向自由度,在鎖點位置添加Y’方向約束,在兩緩沖塊位置添加240Nm(沿鉸鏈軸和鎖點所在平面的法線方向)的扭矩,加載點作為測量點。

圖2 尾門雙側扭轉剛度計算模型(帶鉸鏈)
(3)尾門單側扭轉剛度[2](帶鉸鏈)。如圖3所示,在尾門鉸鏈位置限制六個方向自由度,在緩沖塊位置添加Y’方向約束,在另一緩沖塊位置添加Y’方向載荷,載荷大小為100N,加載點作為測量點。

圖3 尾門單側扭轉剛度計算模型(帶鉸鏈)
(4)尾門中部剛度(無鉸鏈)。如圖4所示,在尾門鉸鏈位置限制六個方向自由度,在緩沖塊位置添加Y’方向約束,鎖點位置添加X’、Y’方向約束,另一緩沖塊位置添加Y’方向載荷,載荷大小為100N,加載點作為測量點。
(5)尾門角剛度(無鉸鏈)。如圖5所示,在尾門鉸鏈位置限制六個方向自由度,在緩沖塊位置添加Y’方向約束,鎖點位置添加X’、Y’方向約束,另一緩沖塊位置添加Y’方向載荷,載荷大小100N,加載點作為測量點。

圖4 尾門中部剛度計算模型(無鉸鏈)

圖5 尾門角剛度計算模型(無鉸鏈)
通過以上工況來實現塑料尾門的剛度分析。
2 五種工況下的塑料尾門剛度分析
基本的塑料尾門分析工況已經確定完成,由于原有的尾門內外板材質為金屬的,因此,在用塑料材質來替換傳統的金屬材質時需要對原有結構進行適當的更改,這里參考競品車型尾門的內外板結構來對研發車型的尾門進行初版的結構設計。
2.1 塑料尾門3D模型的建立
對于尾門內板、外板結構的制定。該SUV車型金屬尾門的內板厚度為0.6mm,外板厚度為0.7mm,質量為15kg。塑料尾門的內外板厚度制定主要參考競品車型來實現。分析競品車型塑料尾門的結構,實際量取競品車型尾門內外板厚度,均在2.5mm~3.0mm之間。根據以上信息設計尾門結構,定義研發車型塑料尾門的內外板厚度≤3.0mm,經計算得到初版尾門內外板質量為9.95Kg,同傳統金屬尾門相比已經實現了輕量化設計,但是由于塑料材質的剛度性能小于金屬材質,所以需要對在上述狀態下的塑料尾門進行剛度分析,考察五種工況下的剛度值是否滿足目標值。
2.2 塑料尾門有限元模型的建立
在Hypermesh中建立塑料尾門的有限元模型,尾門模型包括尾門內板、外板、鎖加強板、鉸鏈背板、雨刮電機加強板及局部加強板。內板與外板采用粘接形式連接在一起,加強板采用螺接形式進行連接。
尾門內板材料采用PPGF40-0455,材料參數[3]:E=6510 Mpa;外板采用PP-TD20,材料參數[3]:E=2684Mpa;加強板材料參數:E=Mpa。
2.3 塑料尾門剛度分析結果
采用準靜態分析方法對尾門的五種工況進行分析[4]。分析結果如表1所示,其中尾門彎曲剛度、尾門雙側扭轉剛度(帶鉸鏈)及尾門單側扭轉剛度(帶鉸鏈)工況狀態最差,三種工況下的位移云圖如圖6、7、8所示。

表1 塑料尾門剛度分析結果(優化前)
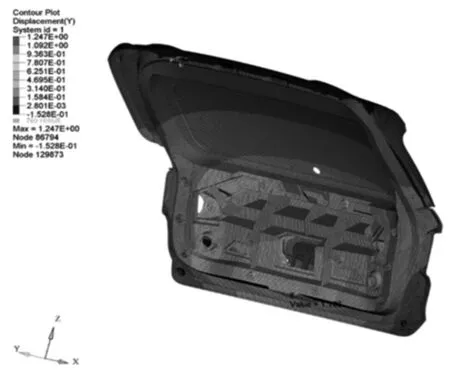
圖6 尾門彎曲剛度(不帶鉸鏈)

圖7 尾門雙側扭轉剛度(帶鉸鏈)

圖8 尾門單側扭轉剛度(帶鉸鏈)
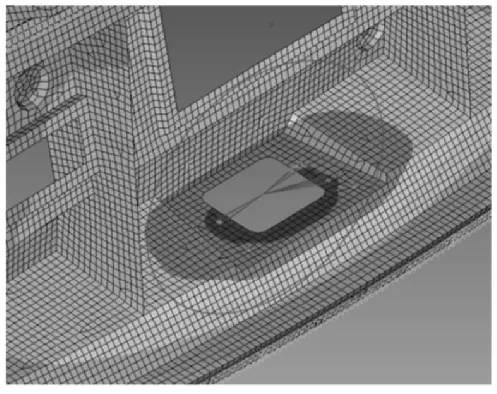
圖9 尾門彎曲剛度(不帶鉸鏈)設變位置

圖10 尾門扭轉剛度(帶鉸鏈)設變位置
尾門彎曲剛度分析結果為270.3N/mm,與目標值≥300N/mm相差較大,其它兩個工況接近目標值,因此考慮對鎖點位置進行設計更改來提升剛度,對內板緩沖塊位置結構更改來提升扭轉剛度。如圖9、10所示。
3 塑料尾門的剛度優化分析
3.1 尾門彎曲剛度更改方案
根據CAE計算結果判斷,尾門鎖點位置局部剛度較弱,不能滿足目標要求。分析數據更改方向,由于鎖點位置的加載為Y’方向,因此在該方向上進行設計變更會有助于剛度提升,更改后的方案如圖11所示。增加兩排加強筋,厚度1.5mm來提升Y’方向的剛度。

圖11 尾門彎曲剛度提升方案
尾門單、雙側扭轉剛度的提升。改變尾門緩沖塊位置筋的結構形式及筋的厚度,實現剛度提升。尾門兩側對稱設計。如圖12所示。

圖12 尾門雙側扭轉剛度提升方案
3.2 尾門剛度優化分析結果
對設變后的尾門結構重新建模,進行CAE分析,得到五
個工況下的剛度分析結果如表2、圖13、14、15所示。

表2 塑料尾門剛度分析結果(優化后)

圖13 尾門彎曲剛度(不帶鉸鏈,優化后)

圖14 尾門雙側扭轉剛度(帶鉸鏈,優化后)
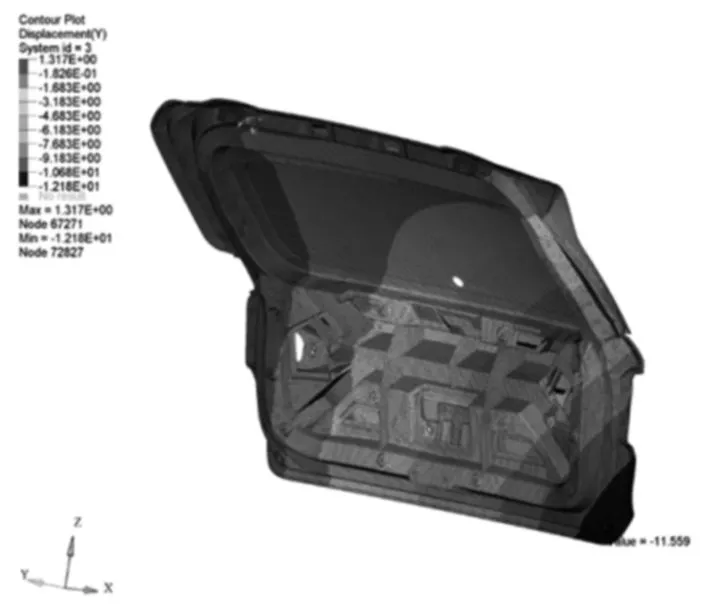
圖15 尾門單側扭轉剛度(帶鉸鏈,優化后)
通過CAE分析發現,五種工況下尾門剛度值都有顯著提升,其中針對尾門彎曲剛度提升的方案,鎖點位置變形量由1.106mm改善到0.995mm,剛度值由270.3N/mm改善到301.05N/mm,達到目標值≥300 N/mm;尾門雙側扭轉剛度、單側扭轉剛度都有小幅度提高,均滿足性能要求。由于結構更改的方向在于局部增加筋及材料厚度,所以導致質量有小幅度增加,但塑料材質的低密度特性,使質量增加很小,評估后結果為0.26Kg,因此考慮到在質量增加較小的情況下尾門剛度有較大幅度的提升,因此平衡質量和剛度兩類性能,最終采取該方案作為塑料尾門的剛度提升方案。
在尾門的質量方面,也得到了明顯的改善,經計算,塑料尾門內外板的質量為10.21g,而傳統金屬尾門的質量為15kg,減重達31.9%,效果明顯。
4 結論
文章以滿足剛度要求來進行輕量化設計為目的,將傳統的金屬材質尾門用塑料材質來替換,并通過CAE分析五種工況下尾門的剛度情況,找到剛度最弱的工況,針對材料變更后所帶來的剛度變弱問題,對尾門局部結構進行優化,使尾門的剛度性能達到目標,同時實現尾門的輕量化設計。
[1] 韓旭,朱平,余海東,郭永進,林忠欽,高新華,顧鐳,楊晉,徐有忠.基于剛度和模態性能的轎車車身輕量化研[J]汽車工程,2007年(第29卷)第7期.
[2] 杜明艷.某車型尾門扭轉剛度優化分析[J] 汽車科技,2015(1):46-51.
[3] 邢號彬,付燕鵬,譚敦松,傅強,楊永超,陳健.復合材料尾門輕量化設計[J]上海汽車,2017 (2) :37-39.
[4] 韓嘯,侯文彬,胡平.車身薄壁梁結構剛度特性的仿真研究[J]汽車技術,2011(12):8-13.
Vehicle Centroid Height Calculation and Research on Deviation Analysis
Li duo, Dai Decai, Wang Shuai, Li Kai
( Huachen automobile engineering research institute, Liaoning Shenyang 110141 )
Using the Plastic to replace traditional metal on the vehicle material and satisfying the stiffness targer are very important. The TG of SUV is taken as the research object, material of the TG inner panel and outer panel are replaced,PPGF40-0455 is used for inner panel and PP-TD20 is used for outer panel, then making design changes for the structure,FEM simulation was carried out in HyperMesh, and analyzing the stiffness of TG under five different conditions, giving the optimum structure way to TG and making it satisfy the stiffness targer, the TG stiffness is promoted substantially when increasing the little mass. At last, Using the plastic to replace traditional metal is achieved and light weight of TG is achieved,at the same time the stiffness targer is achieved.
Plastics TG; stiffness; optimization; lightweight
U462.1 文獻標識碼:A 文章編號:1671-7988 (2017)19-106-04
10.16638 /j.cnki.1671-7988.2017.19.036
李多,就職于華晨汽車工程研究院。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
計算機應用(2021年1期)2021-01-21 03:22:38
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
