AC/DC電源線自動(dòng)繞扎系統(tǒng)的設(shè)計(jì)與實(shí)現(xiàn)①
2017-11-01 07:17:24毛行標(biāo)
化工自動(dòng)化及儀表 2017年6期
毛行標(biāo)
(順德職業(yè)技術(shù)學(xué)院電子與信息工程學(xué)院)
AC/DC電源線自動(dòng)繞扎系統(tǒng)的設(shè)計(jì)與實(shí)現(xiàn)①
毛行標(biāo)
(順德職業(yè)技術(shù)學(xué)院電子與信息工程學(xué)院)
針對(duì)原AC/DC電源線繞扎設(shè)備存在的問題,設(shè)計(jì)了一個(gè)AC/DC電源線自動(dòng)繞扎系統(tǒng)。介紹系統(tǒng)的工藝流程與結(jié)構(gòu)組成,給出系統(tǒng)的硬件電路設(shè)計(jì)和軟件程序流程。該系統(tǒng)在實(shí)際生產(chǎn)環(huán)節(jié)中可代替4~5人的人工操作崗位,使AC/DC電源線的生產(chǎn)效率提高5~7倍。
自動(dòng)繞扎系統(tǒng) AC/DC電源線 硬件電路 程序流程
目前,大部分AC/DC電源線的繞扎加工還停留在手工加工階段,即由人工將AC/DC電源線旋繞好之后,再用扎帶扭緊,這種方式存在生產(chǎn)效率低且產(chǎn)品合格率不高等缺陷,因此一直制約著AC/DC電源線繞扎技術(shù)的發(fā)展。近年來,隨著社會(huì)的發(fā)展,出現(xiàn)了用工緊缺且成本不斷上升的現(xiàn)象,這就使得開發(fā)一種性能好、生產(chǎn)效率高的AC/DC電源線自動(dòng)繞扎設(shè)備顯得尤為迫切。經(jīng)過初步的市場(chǎng)調(diào)查,目前有少量的非標(biāo)設(shè)備廠商開始開發(fā)一些自動(dòng)繞線機(jī),但是僅限于半自動(dòng)化產(chǎn)品,存在操作故障率高、定位精度低等問題,導(dǎo)致產(chǎn)品合格率極低。為此,筆者設(shè)計(jì)了一套代替手工操作的AC/DC電源線自動(dòng)繞扎系統(tǒng)。該系統(tǒng)以PLC[1,2]為主要中央控制單元,通過氣、電結(jié)合的控制方式進(jìn)行優(yōu)化設(shè)計(jì),以解決目前設(shè)備存在的自動(dòng)化程度低、定位精度低、生產(chǎn)效率低及產(chǎn)品質(zhì)量差等問題。
1 系統(tǒng)總體方案
1.1 工藝流程
AC/DC電源線自動(dòng)繞扎系統(tǒng)的工藝設(shè)計(jì)流程如圖1所示。系統(tǒng)按既定流程開始運(yùn)行后,下一個(gè)工序工作期間上一個(gè)工序可與之同步進(jìn)行,即在執(zhí)行“按標(biāo)準(zhǔn)自動(dòng)繞扎排序”工序時(shí),系統(tǒng)可以繼續(xù)執(zhí)行“AC/DC電源線原料輸入”工序,以實(shí)現(xiàn)連續(xù)流水化作業(yè),提高生產(chǎn)效率。

圖1 系統(tǒng)工藝設(shè)計(jì)流程
1.2 系統(tǒng)的結(jié)構(gòu)組成
AC/DC電源線自動(dòng)繞扎系統(tǒng)(圖2)由機(jī)械傳動(dòng)系統(tǒng)、電控氣動(dòng)系統(tǒng)、顯示系統(tǒng)和電源系統(tǒng)組成。機(jī)械傳動(dòng)系統(tǒng)由AC/DC電源線送料系統(tǒng)、自動(dòng)繞線系統(tǒng)、捆扎帶送料系統(tǒng)、捆扎帶自動(dòng)裁切系統(tǒng)及自動(dòng)捆扎系統(tǒng)等組成。電控氣動(dòng)系統(tǒng)主要由PLC和執(zhí)行單元構(gòu)成,用于控制氣動(dòng)元件、繞線扭緊及步進(jìn)電機(jī)等[3]。顯示系統(tǒng)的主要作用是:手動(dòng)輸入,監(jiān)測(cè)AC/DC電源線送料系統(tǒng)、自動(dòng)繞線系統(tǒng)、捆扎帶送料系統(tǒng)、捆扎帶自動(dòng)裁切系統(tǒng)及自動(dòng)捆扎系統(tǒng)等是否正常;設(shè)置參數(shù),自動(dòng)控制AC/DC電源線繞匝圈數(shù)和捆扎長度。電源系統(tǒng)主要為PLC系統(tǒng)、氣缸及步進(jìn)電機(jī)等提供5V、24V和220V(AC)電源。

圖2 系統(tǒng)結(jié)構(gòu)框圖
2 硬件部分
AC/DC電源線自動(dòng)繞扎系統(tǒng)的硬件部分(圖3)主要由PLC主控單元、外設(shè)步進(jìn)驅(qū)動(dòng)模塊、繞線測(cè)距傳感模塊、外設(shè)氣缸執(zhí)行模塊、參數(shù)顯示設(shè)置模塊和電源模塊(輸出5、24、220V(AC))組成。

圖3 硬件結(jié)構(gòu)框圖
2.1 PLC主控電路
PLC主控電路如圖4所示,PLC選擇S7-200 CPU226,內(nèi)置24個(gè)輸入、16個(gè)輸出數(shù)字量,兩個(gè)通信接口,主要用于連接參數(shù)顯示設(shè)置模塊[3]。SW1用于控制PLC系統(tǒng)啟動(dòng),按下SW1系統(tǒng)自動(dòng)進(jìn)行自檢,自動(dòng)恢復(fù)到初始狀態(tài)。SW2用于系統(tǒng)緊急停止,當(dāng)故障產(chǎn)生或者生產(chǎn)過程中需要緊急停車時(shí),按下SW2。中間繼電器KA1~KA9分別用于控制對(duì)應(yīng)的氣缸電磁閥(圖5),從而控制對(duì)應(yīng)的氣動(dòng)元件(表1)[4]。

圖4 PLC主控電路
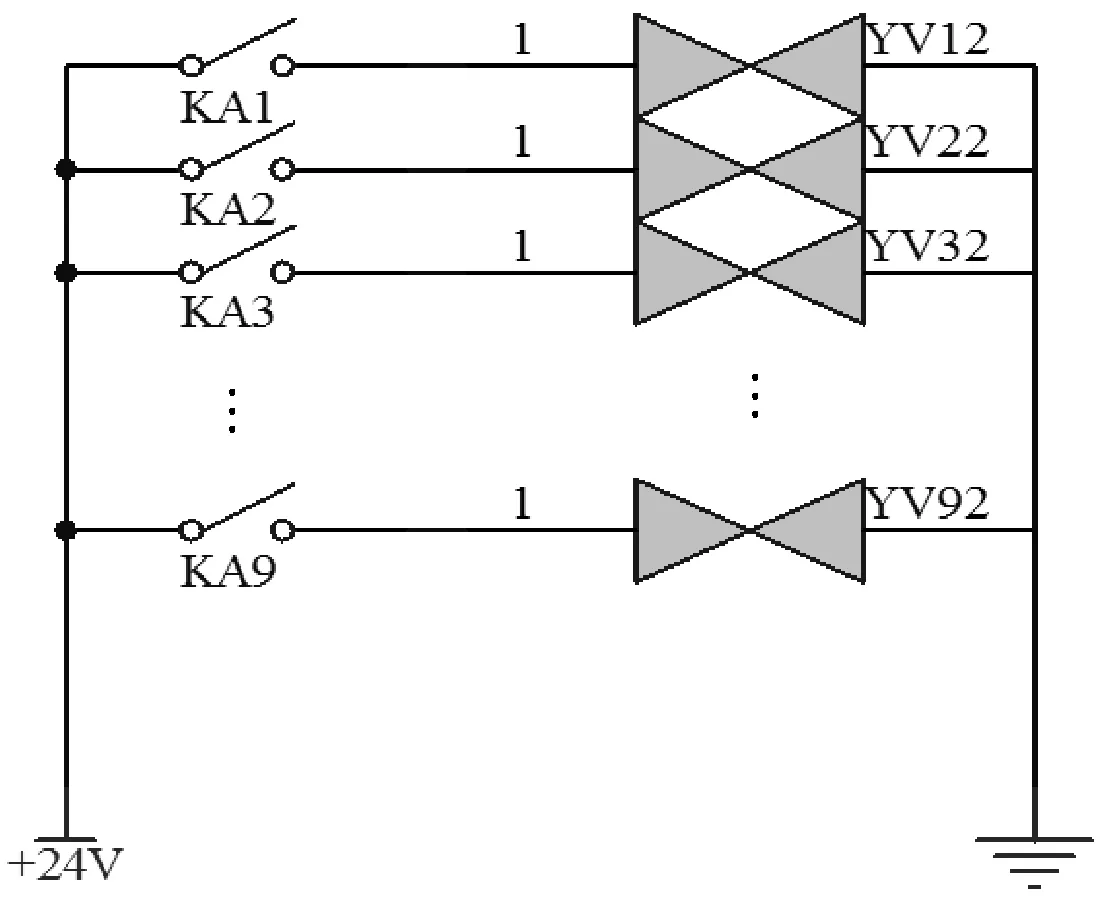
圖5 氣缸電磁閥控制電路

序號(hào)中間繼電器編號(hào)電磁閥編號(hào)被控對(duì)象1KA1YV12送扎帶位移氣缸2KA2YV22扎帶夾緊氣缸3KA3YV32切扎帶氣缸4KA4YV42下降抓線氣缸5KA5YV52抓取線縱移氣缸6KA6YV62抓線氣缸7KA7YV72夾線移動(dòng)氣缸8KA8YV82送線排線氣缸9KA9YV92下降扭扎帶氣缸
2.2 步進(jìn)電機(jī)驅(qū)動(dòng)電路
步進(jìn)電機(jī)驅(qū)動(dòng)電路如圖6所示,系統(tǒng)采用YKA2609MA驅(qū)動(dòng)器作為步進(jìn)電機(jī)驅(qū)動(dòng)器,分別控制步進(jìn)電機(jī)M1~M3,達(dá)到精確控制送線排線、輸送扎帶和扎帶扭緊的目的。

圖6 步進(jìn)電機(jī)驅(qū)動(dòng)電路
3 系統(tǒng)程序
系統(tǒng)程序流程如圖7所示。AC/DC電源線原料輸入系統(tǒng)、自動(dòng)繞扎系統(tǒng)、自動(dòng)捆扎帶系統(tǒng)和自動(dòng)上扎帶系統(tǒng)開機(jī)時(shí),先進(jìn)行自檢并恢復(fù)到各工位初始狀態(tài),等待來料加工。根據(jù)繞線成品間距和系統(tǒng)實(shí)際運(yùn)行情況來計(jì)算完成一個(gè)工位所需要的時(shí)間,并以最長工位時(shí)間作為基礎(chǔ)參考時(shí)間,分別計(jì)算另外3個(gè)系統(tǒng)同時(shí)運(yùn)行時(shí)所需要的最短時(shí)間,并進(jìn)行預(yù)設(shè)。第1次系統(tǒng)運(yùn)行時(shí),按照自動(dòng)上扎帶、AC/DC電源線原料輸入、自動(dòng)繞扎、自動(dòng)捆扎帶4個(gè)步驟運(yùn)行。系統(tǒng)第2次開始運(yùn)行時(shí),即轉(zhuǎn)入正常生產(chǎn)后,按照預(yù)設(shè)時(shí)間4個(gè)系統(tǒng)同步運(yùn)行,相當(dāng)于4個(gè)工人同時(shí)生產(chǎn),提高了生產(chǎn)效率[5]。根據(jù)實(shí)際測(cè)量,該系統(tǒng)1min產(chǎn)能為50條AC/DC電源線。

圖7 程序流程
4 結(jié)束語
在當(dāng)前不斷攀升的勞動(dòng)力成本的壓力下,既要保證產(chǎn)品品質(zhì)又要代替人工操作提高生產(chǎn)效率、降低成本已成為企業(yè)生存面臨的嚴(yán)峻問題。為此,筆者設(shè)計(jì)了一個(gè)AC/DC電源線自動(dòng)繞扎系統(tǒng),該系統(tǒng)具有結(jié)構(gòu)簡(jiǎn)單、控制精度高、響應(yīng)速度快、生產(chǎn)成本低及維護(hù)成本低等優(yōu)點(diǎn)。該系統(tǒng)在消費(fèi)類電子生產(chǎn)企業(yè)AC/DC電源線生產(chǎn)流水工藝環(huán)節(jié)中有效地代替了4~5人的人工操作崗位,使生產(chǎn)效率提高了5~7倍,獲得了良好的經(jīng)濟(jì)效益。
[1] 溫百東,鄭萍,王軍,等.基于Q系列PLC的三維伺服自動(dòng)分揀系統(tǒng)設(shè)計(jì)[J].化工自動(dòng)化及儀表,2012,39(5):643~646.
[2] 蔡軍,王虎威,閔學(xué)思,等.PLC在定量裝車控制儀中的應(yīng)用[J].石油化工自動(dòng)化,2016,52(4):37~39.
[3] 常斗南,李全利,張學(xué)武.可編程序控制器(原理、應(yīng)用、實(shí)驗(yàn))[M].北京:機(jī)械工業(yè)出版社,2011.
[4] 孟凡芹,朱煥勤,耿光輝.PLC控制油封供油裝置的研制[J].化工機(jī)械,2011,38(2):220~221.
[5] 李曉寧.現(xiàn)代電氣控制綜合實(shí)驗(yàn)系統(tǒng)設(shè)計(jì)[J].實(shí)驗(yàn)技術(shù)與管理,2007,24(2):64~66.
DesignandImplementationofAutomaticWindingSystemforAC/DCPowerLines
MAO Xing-biao
(SchoolofElectronicsandInformationEngineering,ShundePolytechnic)
Considering the problems existed in winding device for AC/DC power lines, an auto-winding system for AC/DC power lines was designed and the winding system’s technological process and structure were described, including the system’s hardware circuit design and program,flow. In the production, this system can replace the operation of four to five workers and can improve the production efficiency 5~7 times.
auto-winding system, AC/DC power line, hardware circuit,program,flow
毛行標(biāo)(1977-),講師,從事電子科學(xué)技術(shù)的教學(xué)與研究,jwmaoxb@126.com。
TH862
B
1000-3932(2017)06-0572-03
2016-12-19,
2017-01-14)
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
甘肅教育(2020年14期)2020-09-11 07:57:42
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
時(shí)代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛(wèi)生(2014年11期)2014-11-12 13:11:32