酸洗對鋯合金管材超聲檢測結果的影響分析
2017-11-01 05:57:39,,
無損檢測 2017年10期
, ,
(西部新鋯核材料科技有限公司, 西安 710299)
酸洗對鋯合金管材超聲檢測結果的影響分析
王健,肖穎,范清松
(西部新鋯核材料科技有限公司,西安710299)
分析了鋯合金管材表面缺陷在酸洗前后的去除情況,研究了酸洗對超聲檢測效果的影響。分析表明,適當的酸洗工藝可以消除鋯合金管材表面的微小缺陷,改善管材的表面質量;但酸洗不能徹底消除管材中的裂紋狀缺陷,反而會影響缺陷對超聲波的反射效果,甚至會使超聲檢測出現漏檢。
超聲檢測;酸洗;管材表面質量
鋯合金由于熱中子吸收截面小,力學性能適中和加工性能良好,常被用作核動力水冷反應堆的燃料包殼管和結構材料[1]。
超聲檢測是鋯合金管材質量控制的有效檢測手段,生產中使用廣泛。在鋯合金管材的生產過程中,酸洗是非常重要的工序,其對改善管材表面質量和去除管材表面微小缺陷起著關鍵作用。但關于酸洗對鋯合金管材超聲檢測結果的影響的研究則鮮有報道。
筆者采用常規酸洗工藝,研究酸洗工序對鋯合金管材超聲檢測效果的影響。對管材經超聲檢測出的缺陷類型進行了分類分析;對已發現缺陷的管材,采取酸洗方式進行返工處理,探討了酸洗作為返工手段的可行性;為實際生產中優化酸洗工藝,提供了一定的試驗基礎。
1 試驗方案
內酸洗試驗所用鋯合金管材的牌號為Zr-4;主要化學成分為(質量分數):Sn,1.2%~1.7%;Fe,0.18%~0.24%;Cr,0.07%~0.13%;O,≤0.16%;H,≤0.002 5%;N,≤0.08%;Zr,余量。數量:50支;規格(直徑×壁厚):φ10 mm×0.7 mm;均存在自然缺陷。
內酸洗配方:硝酸、氫氟酸和水配比而成的混合酸;內酸洗工藝參數:酸洗去除量為8~30 μm,酸水轉換時間小于20 s,沖水時間120 s。
酸洗處理前后,分別進行超聲檢測比對試驗,考察酸洗對超聲檢測結果的影響;并根據結果分析管材中存在自然缺陷的種類。
采用水浸聚焦橫波法進行超聲檢測。檢測設備為美國GE公司的Rota多通道數字檢測系統,用于校準設備檢測靈敏度的標準人工傷為刻制在管材內外壁的縱向和橫向“U”型刻槽,其尺寸(長×寬×深)為1.65 mm×0.1 mm×0.05 mm。檢測采用的主要工藝參數為:探頭頻率,15 MHz;-3 dB處聚焦長度,3.0 mm;-3 dB處聚焦寬度,0.3 mm;探頭旋轉速度,6 000 r·min-1;管材送進速度,9 m·min-1;重復頻率,16 kHz。
2 試驗結果與討論
2.1酸洗前后的超聲檢測結果
對所選取的50支管材,在酸洗前后分別進行了超聲檢測。對比酸洗前后的超聲檢測圖譜,發現酸洗后管材缺陷的超聲檢測波幅幅值存在明顯降低、略有降低、升高及無變化4種情況。針對這些缺陷的超聲檢測波幅幅值的變化情況進行統計,其中50%的缺陷幅值降低,40%的缺陷幅值沒有變化,10%的缺陷幅值反而升高。由此可見,酸洗工藝會對管材的超聲檢測結果存在影響。較為典型的酸洗前后超聲檢測圖譜對比如圖1~4所示。
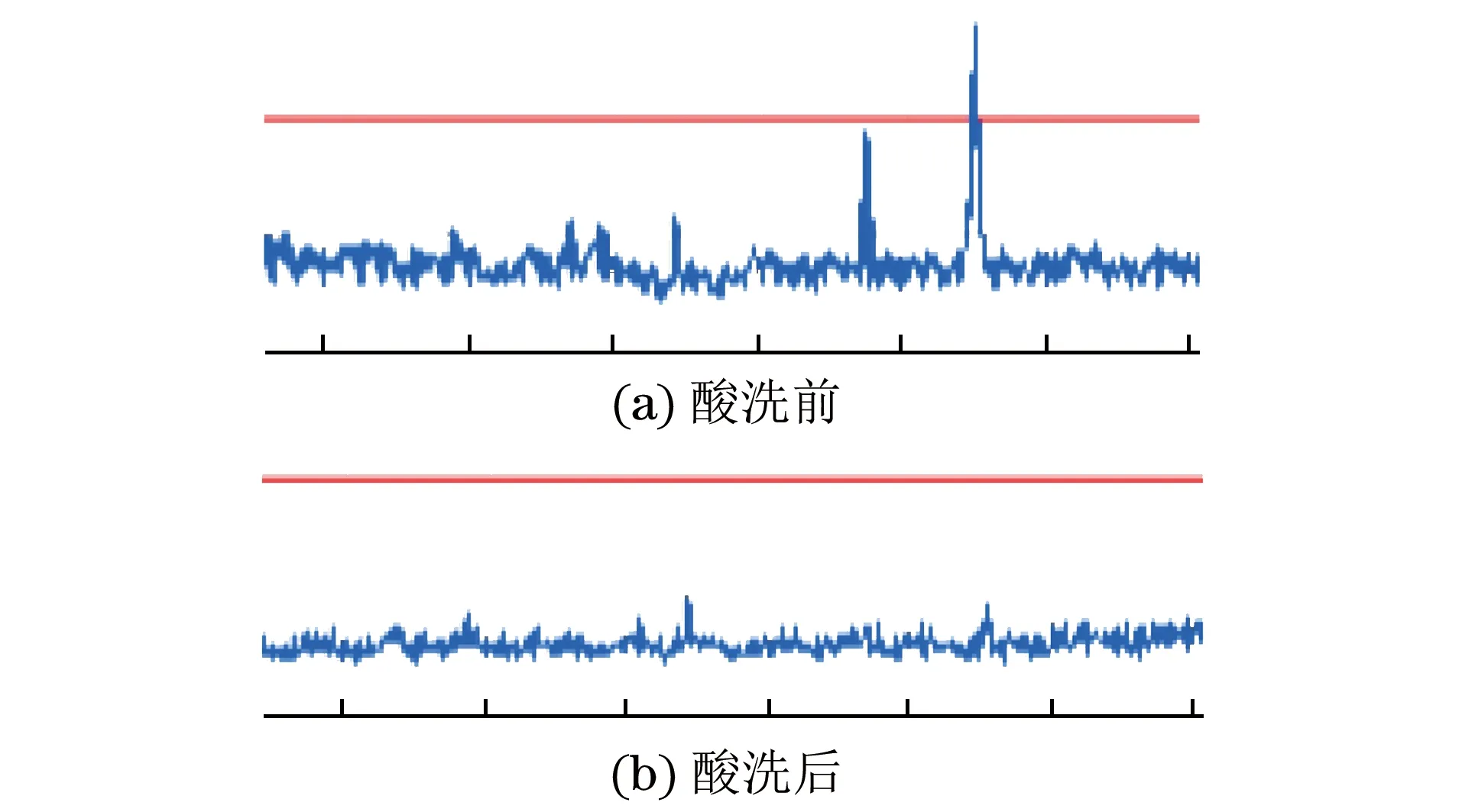
圖1 管材酸洗后缺陷超聲檢測波幅幅值明顯降低的圖譜
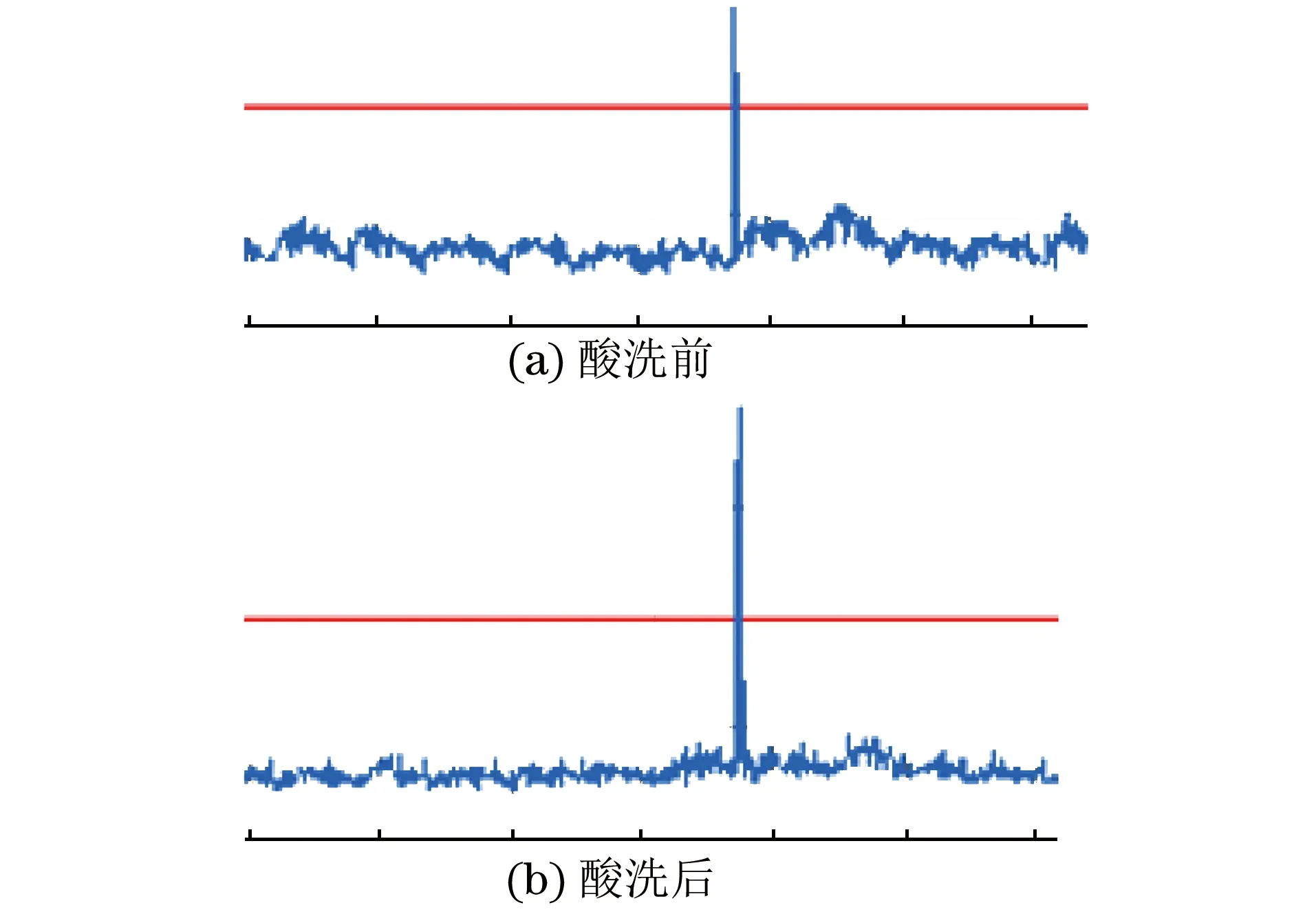
圖2 管材酸洗后缺陷超聲檢測波幅幅值升高的圖譜
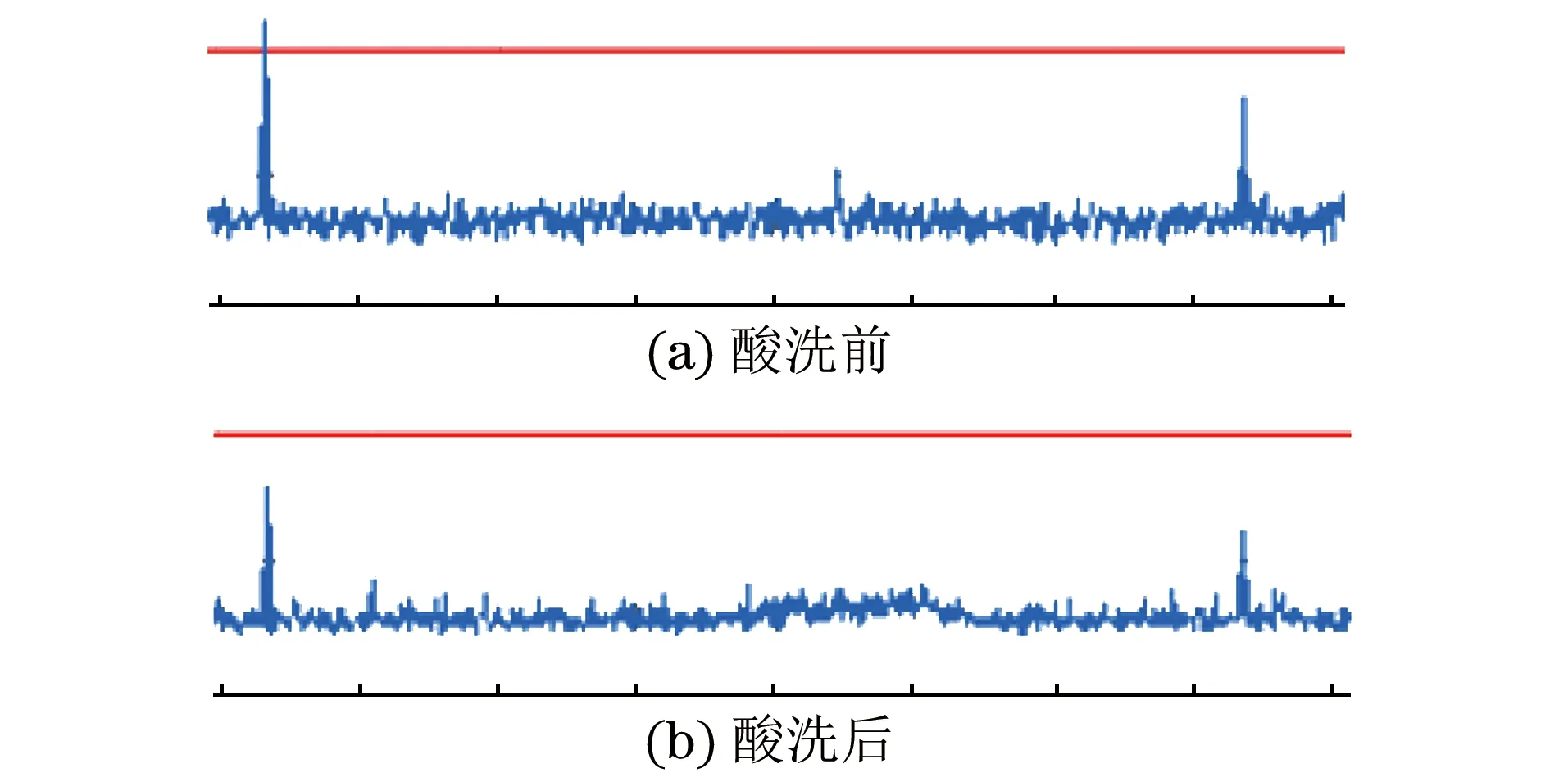
圖3 管材酸洗后缺陷超聲檢測波幅幅值略有降低的圖譜
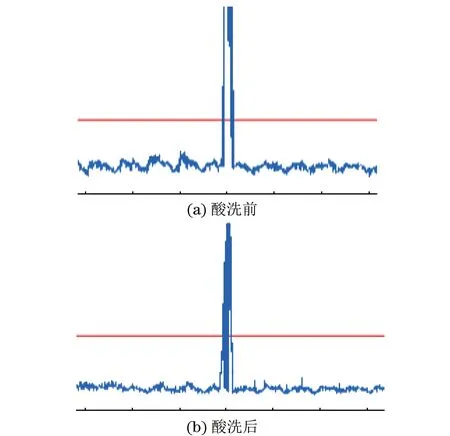
圖4 管材酸洗后缺陷超聲檢測波幅無變化的圖譜
2.2試驗結果分析與驗證
鋯合金管材的超聲檢測原理如圖5所示(圖中α為入射角,β為折射角,χ為偏心距),探頭發出的縱波經水耦合進入管壁中,并折射轉化為橫波沿管壁傳播。遇到缺陷時,聲波經缺陷側壁反射,返回的聲波被探頭接收,經儀器處理形成缺陷信號,而缺陷信號幅值的大小與反射回來的聲波數量及缺陷有效反射面的大小有關。因此,理論上認為缺陷信號的大小就代表了缺陷的大小。
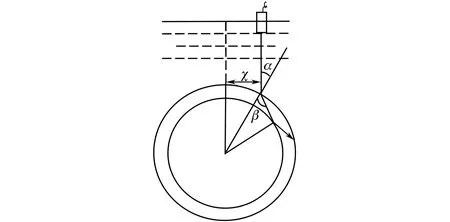
圖5 管材水浸聚焦檢測原理示意
對比酸洗前后的超聲檢測結果,由圖1可看到,當管材缺陷回波幅度較低時,管材內酸洗后缺陷信號明顯降低。經分析可以基本確定,此類缺陷類型不屬于裂紋缺陷。造成這一現象的原因是,在管材的軋制及后續脫脂等過程中,對管材內表面處理時不夠細致,使得表面上產生了小的凹坑或是劃傷。反映在超聲圖譜中則出現較小幅值的缺陷顯示,此類缺陷通過內酸洗可以予以消除并且不會影響管材質量。
當管材缺陷回波幅度具有一定幅度甚至超標時,管材內酸洗后缺陷信號幅度依然存在,只是回波幅度有所變化,見圖2~4。造成這一現象的原因是:管材的缺陷大多為沿管材軸線延伸的裂紋,此類裂紋往往具有尖銳的底部或不規則的開口,且與內表面呈一定的角度;酸洗存在一定的去除量,對缺陷的形貌會造成一定程度的改變,使缺陷的超聲波反射面發生相應的改變,進而影響回波幅度的高低。另外,由于缺陷本身延展的取向不同,實際檢測中缺陷反射面相對于入射聲束軸線的位置往往不是一成不變的;當缺陷反射面與入射聲束軸線垂直時回波幅度最高,當有傾角時缺陷回波幅度隨傾角的增大而急劇下降。因此,酸洗前后檢測此類缺陷,超聲圖譜上會表現出幅值降低、無變化以及幅值升高等現象。對于此類缺陷,無論內酸洗后缺陷回波幅度變化如何,缺陷是始終存在的,內酸洗不可能消除此類缺陷,因此在實際檢測中,此類缺陷要給予特別的注意。
另外,由圖1~4可看到,酸洗后管材超聲波本底噪聲信號幅度均有所降低。對管材的內表面粗糙度進行測量,酸洗前內表面粗糙度均在0.6~0.8 μm間,酸洗后內表面粗糙度均在0.4~0.6 μm間。由此可見,通過內酸洗可以改善管材內壁表面狀態。
為了更加直觀地觀察以上兩類缺陷的特征,選取了部分缺陷管材進行解剖。圖6與圖7分別為管材解剖后的內表面凹坑與內表面裂紋缺陷的金相圖。由圖7可看出:裂紋沿管材軸向分布,并沿一定角度向內部延展,與管材切線呈45°夾角。
3 結論
(1) 酸洗工藝可消除管材內壁表面的凹坑、劃傷類等微小缺陷,可提高管材內表面粗糙度,對管材表面質量起到積極的作用。
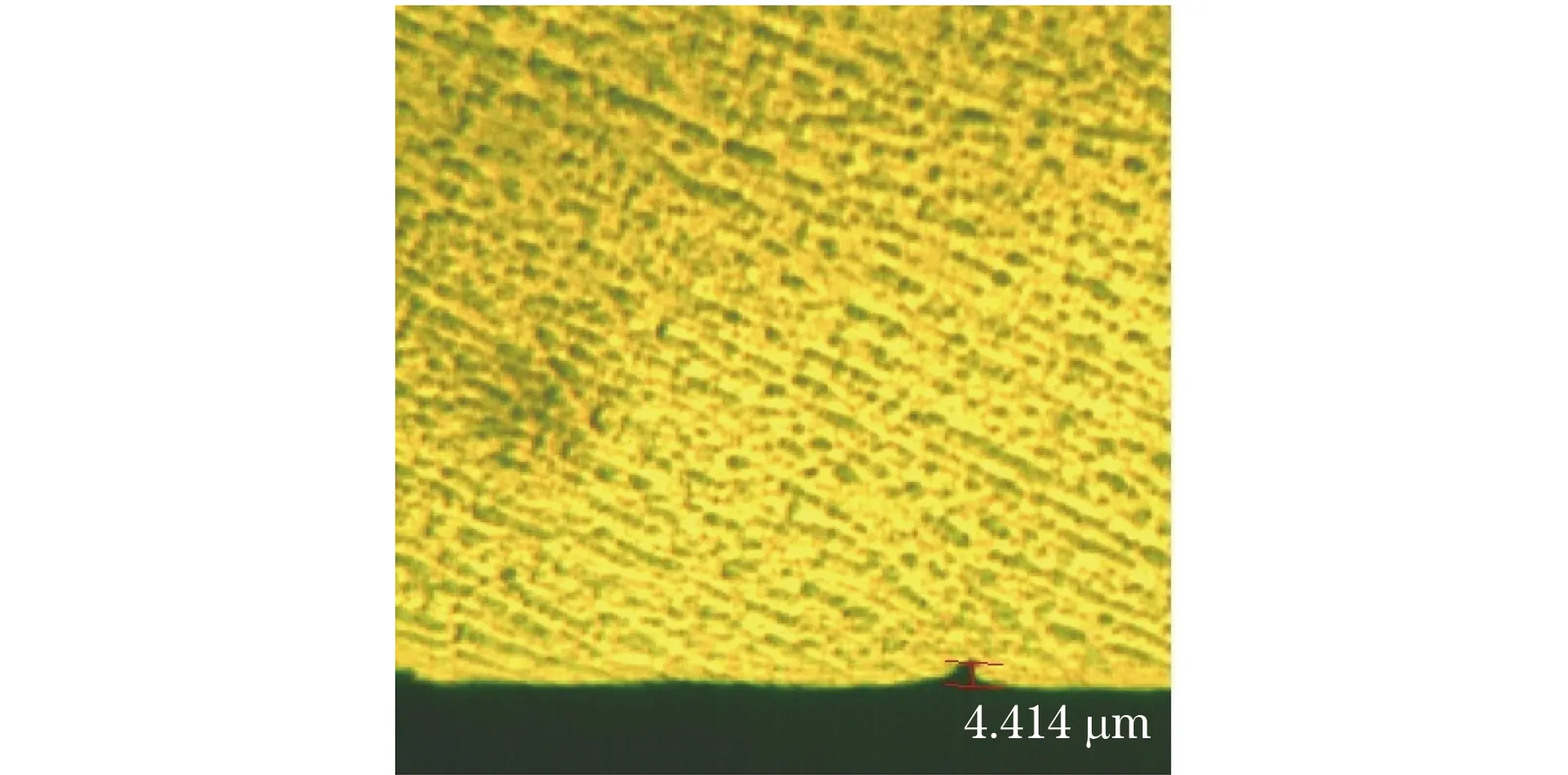
圖6 管材內表面凹坑金相圖
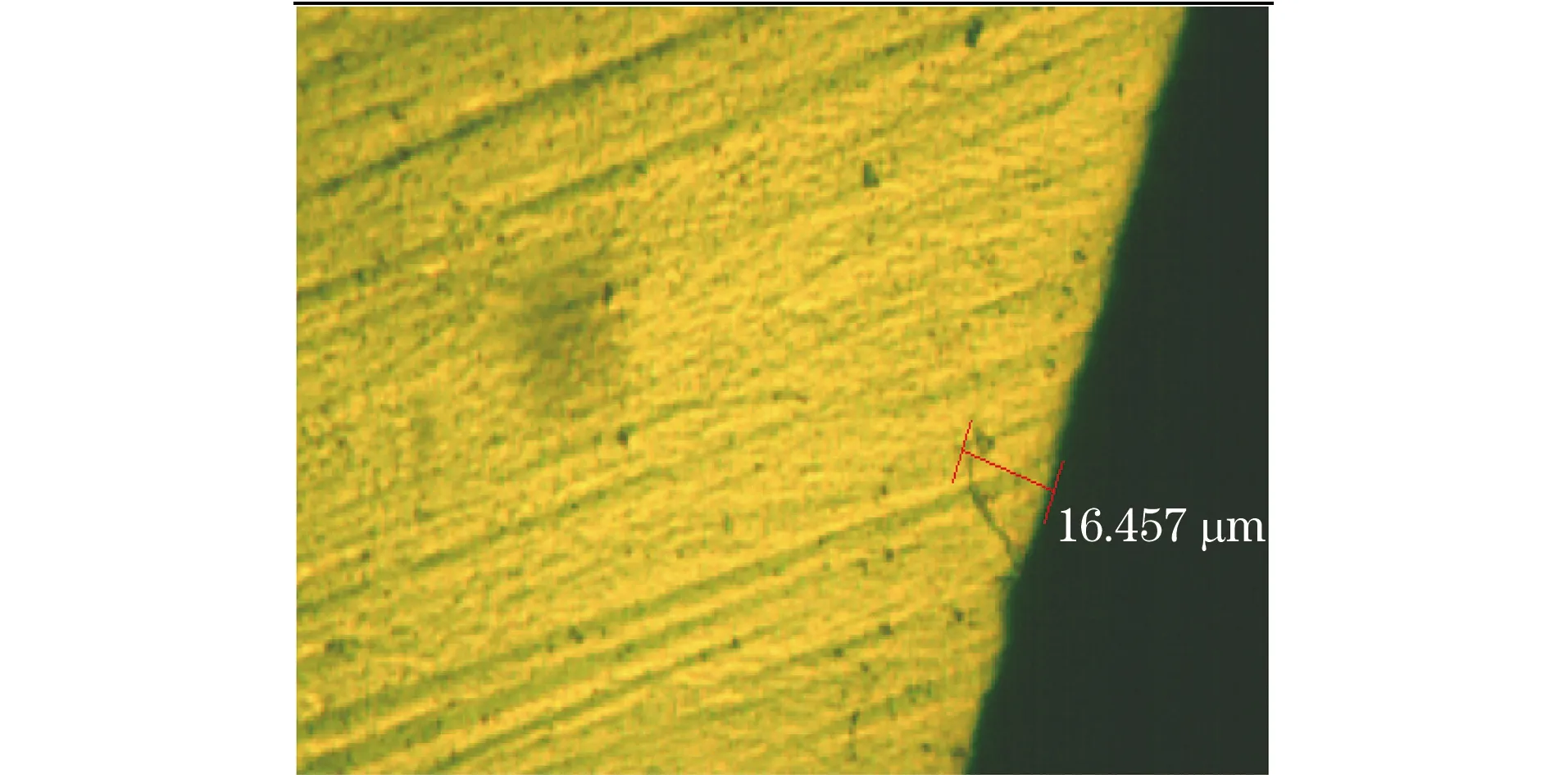
圖7 管材內表面裂紋金相圖
(2) 酸洗不能徹底消除管材中的裂紋狀、有延展趨勢的缺陷,并且可使此類缺陷的表面開口鈍化,從而影響缺陷對超聲波的反射效果,甚至會使超聲檢測時出現漏檢現象。
(3) 要保證產品質量,需從根本上減少管材的軋制制造缺陷,不能依靠通過酸洗返工處理來降低超聲檢測的檢出缺陷。
[1] 劉建章.核結構材料[M].北京:化學工業出版社,2007.
[2] 孫陽平,許妍,馮輝,等.鋯管缺陷的無損檢測及處置措施[J].無損檢測,2014,36(11):54-58.
[3] 李恒羽,袁改煥,王德華,等.核用鋯合金管材的超聲波檢測[J].無損檢測,2008,30(4):62-64.
EffectofPicklingonUltrasonicTestofZirconiumAlloyTubes
WANGJian,XIAOYing,FANQingsong
(WesternEnergyMaterialTechnologiesCo.,Ltd.,Xi′an710299,China)
This paper analyzes the removal of surface defects of zirconium alloy tube before and after pickling, and studies the effect of pickling on ultrasonic detection. Analytical studies have shown that proper pickling processes can eliminate the small defects in the surface of zirconium alloy tube and improve the surface quality of the tube. But pickling cannot completely eliminate the crack defects in the tubes, and it may affect the ultrasonic reflection by defects, and even cause defects undetected.
ultrasonic test; pickling; tube surface quality

TG115.28
A
1000-6656(2017)10-0068-03
2017-01-24
王 健(1986-),男,工程師,主要工作內容為質量檢驗、無損檢測
王 健,wj_space@163.com
10.11973/wsjc201710015
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
海峽科技與產業(2016年3期)2016-05-17 04:32:12
