GE氣化爐鎖斗順控開關閥故障分析與解決方案
2017-11-01 15:23:09張宓張憲發都優鄒殿超
石油化工自動化 2017年5期
關鍵詞:閥門
張宓,張憲發,都優鄒殿超
(中海石油華鶴煤化有限公司,黑龍江 鶴崗 154100)
GE氣化爐鎖斗順控開關閥故障分析與解決方案
張宓,張憲發,都優鄒殿超
(中海石油華鶴煤化有限公司,黑龍江 鶴崗 154100)
介紹了GE水煤漿氣化工藝在鎖斗順控運行過程中,鎖斗系統常在高壓與低壓下頻繁切換,對氣化爐的連續運行起著至關重要的作用。針對某項目選用球閥作為鎖斗順控開關閥,在實際的使用過程中出現閥門內漏、卡澀、運行穩定性差等現象,通過對該現象進行全面分析,從鎖斗開關球閥的安裝調試、日常維護、下線檢修等方面提出了合理化建議,提高了鎖斗順控開關閥門的運行周期,保證了氣化爐安全運行的穩定性。
GE氣化爐 鎖斗開關球閥 閥門維護
某煤制化肥項目是坐落在東北極寒地區條件下的煤化工項目,煤氣化裝置設有3臺氣化爐,采用GE水煤漿氣化技術,以水煤漿為原料,用空分裝置供給的氧氣作催化劑,在溫度1400℃、壓力6.5MPa左右的條件下在氣化爐內進行氣化反應,生成以H2和CO為主要成分的粗合成氣,氣化爐底部固體灰渣通過鎖斗排出,經冷卻洗滌后的粗煤氣送至合成氨裝置。
1 GE氣化工藝鎖斗循環系統
鎖斗循環系統是將氣化后的固體灰渣從激冷室底部定期排出,以保證氣化爐的連續、穩定生產。鎖斗循環分為減壓、清洗、排渣、充壓、收渣五部分,每個循環約30min,保證在不中斷氣化爐運行的情況下定期排渣,鎖斗順控循環系統如圖1所示。
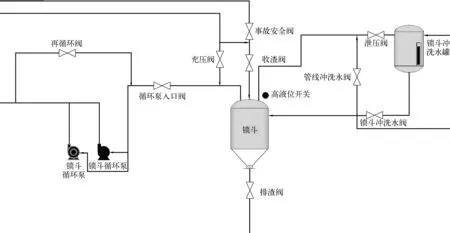
圖1 鎖斗順控循環系統示意
固體灰渣主要是煤中的灰分高溫熔融冷卻后產生的固體,固體灰渣在激冷室底部,經破渣機破碎后,經過2個鎖斗閥進入鎖斗,2個鎖斗閥中的1個為鎖斗事故安全閥,處于常開狀態,僅當激冷室液位低聯鎖引起跳車時才關閉該閥門;另1個為鎖斗收渣閥,鎖斗收渣時該閥打開,接受激冷室中排入的灰渣,當鎖斗排渣時該閥關閉,從而周期性地將鎖斗和氣化爐隔開。固體灰渣除了靠重力排出氣化爐外,還通過鎖斗循環泵幫助排渣。鎖斗循環泵從鎖斗頂部抽水,送回激冷室底部,從而建立了鎖斗循環系統。固體灰渣進入鎖斗后,大顆粒固體沿鎖斗內部折流擋板沉降至鎖斗底部。
鎖斗開始運行后,水循環線路就會關閉鎖斗循環泵入口閥,打開再循環閥,使鎖斗循環泵循環,關閉鎖斗收渣閥,將鎖斗與氣化爐隔開,然后打開鎖斗泄壓閥,由減壓管線向鎖斗沖洗水罐內進行泄壓,并打開管線沖洗閥沖冼泄壓管線中的固體顆粒。當鎖斗壓力降至0.2MPa以下時,關閉泄壓閥,打開鎖斗沖洗水閥進行鎖斗沖洗。
鎖斗順控循環步驟:
1) 鎖斗排渣閥打開將鎖斗內的渣排入渣池,當鎖斗沖洗水罐發出低液位信號后,鎖斗排渣閥關閉。
2) 鎖斗重新充水,當鎖斗泄壓管線上的高液位開關發出高液位信號后,鎖斗泄壓閥、鎖斗沖洗水閥關閉。
3) 鎖斗泄壓閥、鎖斗沖洗水閥關閉后,用洗滌塔給水泵送來的除氧器內的水,通過充壓閥的開啟對鎖斗充壓至與氣化爐壓差大于0.18MPa,打開鎖斗收渣閥,重新開始集渣循環,鎖斗收渣閥開啟后關閉充壓閥,打開鎖斗循環泵入口閥,關閉再循環閥,重新建立水循環。
固體灰渣排入渣池后,初始時隔離渣池2室的溢流閥保持關閉,固體灰渣降到刮板輸送機上,通過刮板輸送機把固體顆粒送出渣池裝車,約5min后,溢流閥打開,較澄清的上部黑水流入渣池水倉內,用渣池泵送至真空閃蒸罐。
2 鎖斗開關閥的選型
鎖斗循環系統中流動的介質為固體灰渣和含有腐蝕性氣體的渣水等,工況較為惡劣,鑒于球閥具有快速開關、密封性好、抗沖刷腐蝕及耐磨等優點,所以該項目鎖斗順控閥門全部選用進口球閥,采用雙向金屬密封,雙閥座設計,球體表面、閥座表面做涂層硬化處理。該項目自開車運行至今,不時會出現閥門卡澀、閥門內漏等現象。閥門卡澀即閥門不能順暢地開關,增加了閥門開關時間,導致鎖斗順控閥門開關時間超時,鎖斗循環系統中斷運行。閥門內漏現象導致高壓系統竄到低壓系統,無法保證正常的沖壓與泄壓;鎖斗循環系統中斷,嚴重時導致氣化爐停車,這與閥門的密封性有著直接關系。
3 鎖斗開關球閥內漏和卡澀的原因分析
3.1閥門正常工作中的磨損腐蝕
灰渣在6.5MPa左右壓力的作用下高速流動,在閥門開啟的瞬間,流速間隙較小、流速較快,此時灰渣對閥球、閥座密封面、流道、閥腔內壁造成強烈的沖刷。該項目所選用的球閥密封面均采用“自清潔刮刀”方式設計,但由于密封面均為曲面,寬度有限,因而閥座密封面的密封性能無法完全保證,會有微量灰渣小顆粒留在密封面上,使閥球和閥座在閥門動作中不斷摩擦,損壞密封面,導致閥門內漏現象的發生。
3.2彈簧容腔內充滿介質
閥門在關閉時閥球與閥座緊密契合,閥球緊靠在密封面上達到最佳密封效果。閥球與閥體并不是直接接觸的,閥球與閥體之間存在空腔,即為閥腔。由于閥門在開啟過程中有部分灰渣進入閥腔內部,存留在腔體內,增大了執行機構的輸出力矩,導致閥門關閉不嚴;同時少量灰渣進入閥座彈簧容腔,長時間積累將該容腔堆滿,使閥門里的彈簧無伸縮空間,閥座密封面與閥球不能緊密接觸,導致閥門內漏現象的發生。
3.3閥球與閥座表面噴涂材質及硬度不合理
閥球表面噴涂的硬質合金與閥座密封面的硬質合金不匹配,球體表面噴涂材質的硬度與閥座密封面噴涂材質的硬度相差偏大,長時間運行碰撞,使閥座密封面或閥球球面破損,導致閥門內漏現象的發生。
3.4閥門執行機構氣源壓力不符合使用要求
由于執行機構氣源壓力不夠,包括全廠提供的儀表空氣壓力較低;閥門的過濾減壓閥調壓過低。由于故障導致閥門開關不到位,但控制畫面檢測到閥門已開關到位的信號,該情況下不容易被發現。此時介質將長時間對閥球及閥座密封面進行沖刷,且為局部沖刷,對閥門的使用壽命造成嚴重的影響。
3.5閥門在開關時閥前后壓差過高
鎖斗閥門在開關過程中,閥前、閥后的高壓差直接影響著閥門的正常開關。如圖1中鎖斗泄壓過程中,鎖斗設備內壓力高達6.3MPa,而沖洗水罐為常壓,在開啟泄壓閥,閥門的開啟要克服極大的壓差,此時需要執行機構增加動力輸出,使閥門克服壓差開啟。
4 閥門使用中預防措施與閥門下線維修優化方案
4.1閥門正常工作中的預防措施
1) 閥門在開箱驗收、安裝調試過程中進行全面跟蹤確認,確保閥門的執行機構附件完好無損,閥門安裝前確保閥體內部無臟亂異物,閥門法蘭口密封面無損傷,確保安裝中閥門限位調整精準。
2) 為了確保閥門能正常開關到位,閥門的限位開關應在DCS操作畫面上準確地反應閥門的開關狀態,同時加強對閥門限位開關的檢查維護力度。該項目選用2個限位開關、1個閥位變送器,“三取二”來判斷閥門的開關狀態,確保操作人員能及時準確地在DCS監控畫面上發現閥門開啟或關閉不到位的情況,及時聯系維護人員處理,防止介質長時間局部沖刷閥球、閥座密封面,延長閥門的使用壽命。
3) 加強對執行機構、儀表氣源壓力、過濾減壓閥的巡檢力度,盡量避免因執行機構氣缸壓力不足導致閥門開關不到位的現象發生,并確保儀表空氣的潔凈與通暢性,防止儀表氣源壓力不穩造成閥門開關不順暢,增加閥門開關時間,影響鎖斗順控循環系統的運行。
4) 由于該項目氣化爐為“2開1備”,要對未投用的氣化爐鎖斗順控閥門進行不定期的開關動作,防止長時間閥門不動作出現閥球與閥座粘接現象,建議閥門動作間隔在20d左右。
4.2閥門線下維修優化方案
1) 針對閥門正常工況下灰渣混合物中有無數大小不一的硬質顆粒摻雜在高速流體中,對閥內件沖刷嚴重,同時灰渣混合物具有一定的腐蝕性,容易腐蝕被固體顆粒沖擊破壞的球體表面,所以球體表面必須噴涂硬質合金。噴涂硬質合金的材料要根據實際工況如壓力、溫度、腐蝕性介質等進行選擇,根據該項目閥門運行情況建議保證涂層的硬度不能低于HRC60,同時表面的硬化涂層應附著牢固,使用過程中防止脫落,達到最佳優化程度。
2) 以選用柱形彈簧的閥門為例,其閥門結構和密封結構如圖2、圖3所示。針對上述閥門中有灰渣進入彈簧容腔中,使彈簧無伸縮性降低了閥門的密封性。所以閥門應選用雙閥座雙向密封設計,進口端閥座與出口端閥座可同時密封,即使前閥座密封失效,后閥座仍能保證密封效果,確保了閥門密封效果;同時為保證閥座后面采用的彈簧材質符合抗腐蝕要求,建議使用硬質合金。根據使用情況,蝶形彈簧的效果要好于柱形彈簧,柱形彈簧容易受到微小細渣的影響,一旦細渣堵滿彈簧內腔,將直接影響彈簧伸縮,造成閥門密封不嚴的故障。為了避免該故障的發生,在閥座與閥體的通道添加密封圈,如圖3所示,防止固體灰渣進入閥座后面的彈簧腔體。為了進一步提高密封性,同時在彈簧后側采用密封圈保護,防止灰渣或固體小顆粒進入彈簧容腔內,確保了閥門長期運行。
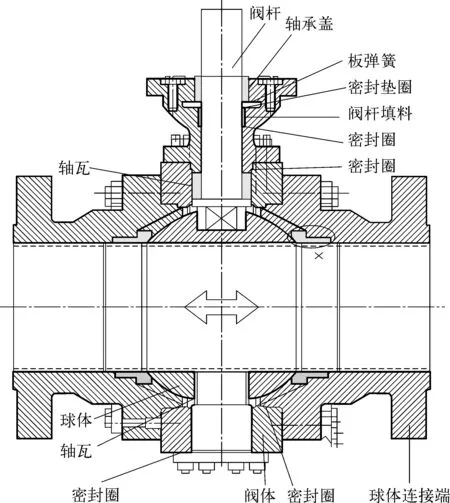
圖2 閥門結構示意
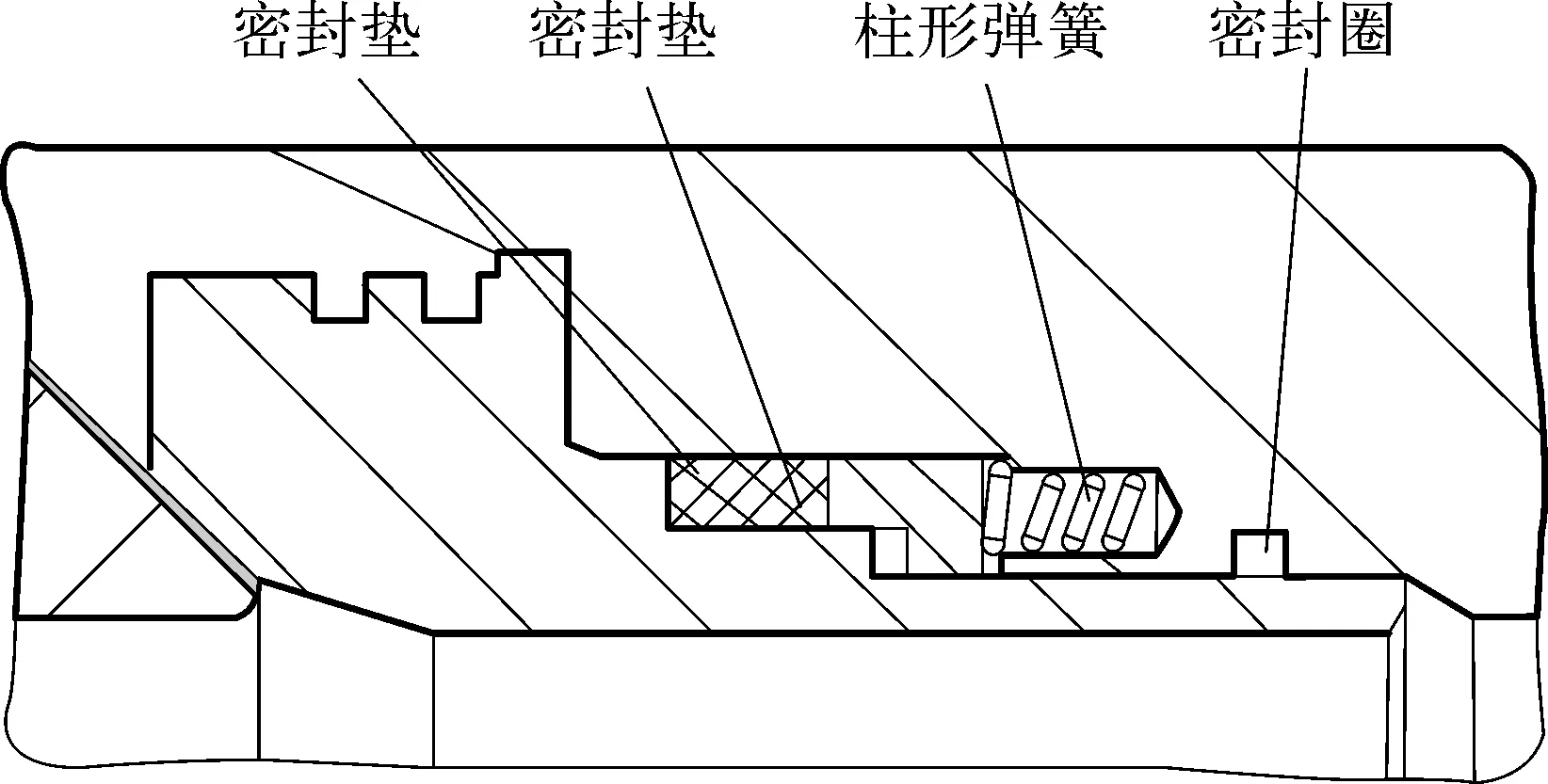
圖3 密封結構示意
3) 閥門密封面由于閥球與閥座噴涂的硬質合金不相符,開關過程中磨損嚴重,造成閥門密封效果急劇下降。所以要對兩種噴凃的硬質合金全面分析,然后進行噴涂,保證閥球噴涂的硬質合金硬度稍大于閥座密封面噴涂的硬度。
4) 針對執行機構及附件的選擇要從采購源頭上嚴格控制。對于需要時間限定的閥門,應選用雙作用氣缸活塞執行機構,根據使用的環境溫度,必要時選擇低溫型的執行機構。執行機構應保證至少1.5倍的安全系數,確保氣源壓力在0.4MPa時也可以正常工作。閥門附件的選擇與組合要能滿足閥門開關時間的要求。
5) 閥門長期工作在惡劣的工況下,閥門的磨損不可避免。由于進口閥門的維修費用較高,該項目根據實際情況,本著降本增效的原則,積極選擇中國國內知名閥門維修企業維修,以確保及時修復損壞嚴重的閥門,保證裝置的正常生產。
6) 密切關注國內同行業同工況下進口閥和國產閥在GE氣化爐鎖斗循環系統上的使用情況,通過對比、討論,逐步實現閥門的國產化,為裝置節約成本,創造利潤。
5 結束語
該項目自2015年5月開車以來,鎖斗順控開關閥在該工況下基本滿足了使用要求,通過了東北極寒地區條件下的考驗,為氣化爐的安全運行提供了保障,從而保證了GE水煤漿氣化裝置安全、平穩、長周期的滿負荷運行。但同時閥門也存在著缺陷,仍有完善的空間。本文通過對開關球閥卡澀與內漏的研究分析并提出合理化建議,期望對相關的生產企業提供參考性價值。
[1] 黎軍.德士古水煤漿氣化工藝概況[J].安徽化工,2001,27(01): 46-49.
[2] 田進虎.德士古水煤漿氣化流程技術新進展[J].中國石油和化工標準與質量,2013(21): 268.
[3] 王志強.水煤漿氣化爐鎖渣閥的使用分析與選型[J].化肥工業,2011,38(02): 36-37.
[4] 林凱,步新,戰吳平.粉煤加壓氣化鎖斗開關閥故障分析[J].大氮肥,2011,34(03): 182-184.
[5] 楊路.鎖斗系統常見故障的判斷及處理[J].山東化工,2013,42(11): 178-179.
[6] 茍蔚勇.煤氣化鎖斗閥及維修事項[J].通用機械,2016(05): 24-26.
[7] 章晨暉,劉欣,鄧長松.粉煤鎖斗閥故障原因分析及解決方案[J].自動化儀表,2010,31(07): 47-50.
[8] 許祥靜.煤氣化生產技術[M].2版.北京: 化學工業出版社,2010.
[9] 樂嘉謙.儀表工手冊[M].2版.北京: 化學工業出版社,2003.
[10] 陳洪全,岳智.儀表工程施工手冊[M].3版.北京: 化學工業出版社,2005.
[11] 朱炳興.儀表工試題集現場儀表分冊[M].3版.北京: 化學工業出版社,2015.
廣告索引
封面薩姆森控制設備(中國)有限公司
封二沈陽振科儀表有限公司
封三重慶川儀十七廠有限公司
封底偉業(美國)有限公司北京辦事處
前彩1北京康吉森自動化設備技術有限責任公司
前彩2上海源冠自控設備有限公司
前彩3上海一齊電子有限公司
前彩4德菲電氣(北京)有限公司
前彩5無錫市亞迪流體控制技術有限公司
前彩6重慶橫河川儀有限公司
前彩7東莞萬興鴻自動化有限公司
前彩8上海辰竹儀表有限公司
前彩9上海雷迅防雷技術有限公司
前彩10承德菲時博特自動化設備有限公司
前彩11上海同欣自動化儀表有限公司
前彩12北京首科實華自動化設備有限公司
前彩13美國派斯有限公司——大連辦事處
前彩14森斯特(北京)電子科技有限公司
前彩15西安東風機電股份有限公司
前彩16西門子(中國)有限公司
前彩17深圳計為自動化技術有限公司
前彩18,19中石化寧波工程有限公司
前彩20天津市協力自動化工程有限公司
前彩21南京菲尼克斯電氣有限公司
前彩22西門子(中國)有限公司
前彩23浙江中控自動化儀表有限公司
前彩24江蘇偉屹電子有限公司
前彩25廈門宇電自動化科技有限公司
前彩26浙江派沃自控儀表有限公司
前彩27浙江倫特機電有限公司
前彩28北京埃希爾控制技術有限責任公司
前彩29杭州優穩自動化系統有限公司
前彩30蘇州安特威閥門有限公司
中彩1賽默飛世爾科技(中國)有限公司
中彩2MICONEX 2017
中彩3浙江三方控制閥股份有限公司
中彩4天津市中環溫度儀表有限公司
后彩1重慶川儀自動化股份有限公司流量儀表分公司
后彩2恩德斯豪斯(中國)自動化有限公司
內插1天華化工機械及自動化研究設計院有限公司
內插2天津市中環溫度儀表有限公司
TH138.52
B
1007-7324(2017)05-0070-03
稿件收到日期: 2017-05-18,修改稿收到日期2017-07-19。
鄒殿超(1988—),男,吉林長春人,2012年畢業于吉林工業職業技術學院生產過程自動化專業,現就職于中海石油華鶴煤化有限公司,從事儀表維護和班組管理工作。
猜你喜歡
流程工業(2022年3期)2022-06-23 09:41:10
流程工業(2022年3期)2022-06-23 09:41:08
流程工業(2022年3期)2022-06-23 09:41:02
流程工業(2022年3期)2022-06-23 09:40:50
流程工業(2022年5期)2022-06-23 07:19:22
流程工業(2022年5期)2022-06-23 07:19:16
中國核電(2021年3期)2021-08-13 08:57:02
中國石油石化(2021年8期)2021-07-20 07:36:12
煤氣與熱力(2021年3期)2021-06-09 06:16:18
智富時代(2018年5期)2018-07-18 17:52:04
