高強度板材折彎工藝性研究
2017-11-02 06:18:01山推工程機械股份有限公司材料成型分公司張永良李勇李賀德
世界制造技術與裝備市場 2017年5期
關鍵詞:方向
山推工程機械股份有限公司材料成型分公司 張永良 李勇 李賀德
高強度板材折彎工藝性研究
山推工程機械股份有限公司材料成型分公司 張永良 李勇 李賀德
高強鋼板在沖壓成型時易產(chǎn)生起皺、拉裂、回彈等多種缺陷,對零件的形狀、尺寸精度及生產(chǎn)效率有很大的影響,為此本文對幾種常用高強板材的力學性能進行了歸納、比較,并通過試驗與生產(chǎn)相結合的方法得出了高強度板材折彎過程中折彎半徑、模具參數(shù)、軋制方向等工藝參數(shù)的選取原則及折彎力計算的經(jīng)驗方法,為在實際生產(chǎn)過程中參數(shù)調整提供依據(jù)。
近年來,隨著我國低碳經(jīng)濟及生產(chǎn)技術的不斷發(fā)展,高強度鋼板在制造領域的應用越來越廣泛,其主要應用于重要的(低溫)高強度結構件、工程機械、礦山鋼結構件等。目前,對于高強板的界定并無統(tǒng)一的定義,在我們國內普遍認為抗拉強度超過420MPa的稱為高強度鋼。由于鋼板在沖壓成形時,會變硬,不同的鋼材,變硬的程度不同;高強板的成型過程中與普通板材變得完全不同,一般鋼板成型只略有20MPa增加,不到10%。而高強板屈服強度增加很多,強度越高屈服強度增加越多。本身高強板比較硬而脆,成型時更易產(chǎn)生起皺、拉裂、回彈等多種缺陷,對零件的形狀、尺寸精度及生產(chǎn)效率有很大的影響,因此對高強度板材折彎工藝性研究迫在眉睫[1]。
基于此國內外專家學者對此進行了深入研究分析,You.Min Huang等將Lagrangia增量型彈塑性有限元法應用于典型的V形板料折彎分析,并指出板料容易在應變能密度最大的地方產(chǎn)生裂紋[2]。孫彩華通過分析高強度鋼板的物性及其冷成形的性能,并根據(jù)實際應用中產(chǎn)生的問題,提出了相應的工藝措施[3]。黃春峰敘述了彎曲力矩及彈性回彈量Δα的計算,全面分析了影響彎曲件彈性回彈的主要因素并介紹了各種先進的控制彎曲彈性回彈的工藝技術方法[4]。
本文通過試驗與生產(chǎn)相結合的方法得出了幾種常用高強度板材折彎過程中折彎半徑、模具參數(shù)、軋制方向等工藝參數(shù)的選取原則及折彎力計算的經(jīng)驗方法。
一、常用高強板材性能統(tǒng)計
目前我們常用的高強板主要有T系列、BIS系列、HARDOX系列、WELDOX系列:
T系列:T510L、T550L、T610L、T700L
BIS系列:BISPLATE80、 BISPLATE100、 BISPLATE360、 BISPLATE400、 BISPLATE450、 BISPLATE500
HARDOX系列:HARDOX400、 HARDOX450、 HARDOX500
WELDOX系列:WELDOX700、 WELDOX900、 WELDOX1030、 WELDOX1100、 WELDOX1300
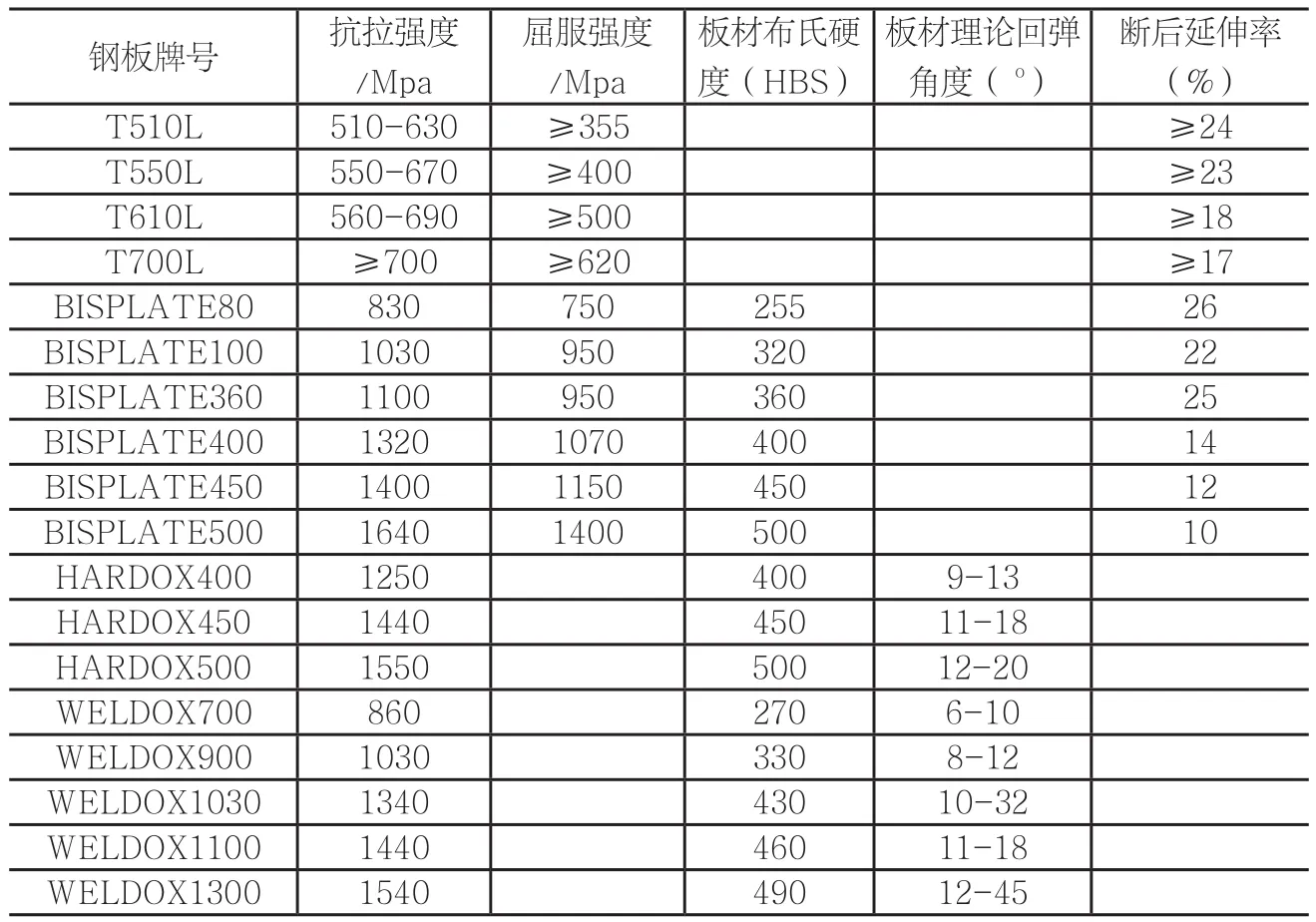
表1 高強板力學性能和特性
二、板材成型工藝參數(shù)
1.最小相對彎曲半徑
工件彎曲時,材料圓角區(qū)外層受到拉伸,內層則受到壓縮。彎曲時,相對折彎半徑r/t(t為板材厚度)越小,彎曲時的切向變形程度就越大。即當材料厚度t一定時,折彎內圓角r越小,材料的拉伸和壓縮比就越大,變形區(qū)外表面所受的拉伸應力和拉伸應變越大。當拉伸應變超過工件材料性能所允許的極限時,甚至會出現(xiàn)裂紋或者折斷。
在自由彎曲中,最小相對彎曲半徑與上模圓角半徑、板材厚度、彎曲角度、下模開口寬度及材料性質有關。其中,起主要作用的是下模開口寬度L,由經(jīng)驗公式 可求得。
2.成型方向
彎曲方向有垂直于軋制方向和平行于軋制方向兩種。由于板料的各向異性存在差異,同時影響著材料的彎曲變形,特別是對塑性較差的材料。
在彎曲加工中,由于鋼板在軋制方向的伸長率大于垂直于軋制方向的伸長率,要避免彎曲線與軋制方向平行,盡可能在垂直于軋制方向進行彎曲。如果必須多方向彎曲時,則應使彎曲線與纖維方向成一定角度(70°)或進行退火處理后再折彎[5]。
3.折彎磨具及折彎力
(1)折彎上模。上模R弧半徑不能小,否則出現(xiàn)壓痕比較嚴重,甚至會使板材折裂。尤其對于強度較大的鋼,則推薦使用半徑等于或大于彎曲半徑1.5倍以上的上模。
(2)折彎下模。折彎時V形槽的寬度一般以板料厚度的8~14倍為最佳。假如凹模開口距過小,則由于彎曲半徑減小,可能會使折彎層斷裂。開口過大,折彎力和擠壓印記會減小,但會帶來回彈值的增加,無法滿足板材回彈量的需求。下模的開口必須考慮鋼板的回彈。例如,如果將HARDOX500鋼板彎曲90°,其下模開口角應不大于70°。此外,下模開口邊的硬度必須等于或大于被彎曲的硬度,以免損壞模具。
(3)折彎力的計算。折彎工藝力通常按下式計算:

式中:
P——折彎工藝力,ton;
t——板料厚度,mm;
b——板料寬度,mm;
L——下模V形槽寬度,mm;
Rm——典型抗拉強度,MPa。
利用此公式可估算所需彎曲力,精度±20%。如果彎曲中所利用的上模半徑比表1中的列出的半徑大許多,則需要的力就比公式計算的力大許多,但可以增加下模口寬度來減小這種增大的趨勢。由于板料折彎力和被折彎工件的材料厚度成正比,可在折彎前對板料進行V型開槽,減小剩余板料的厚度,折彎力也會相應的減小[6]。
4.回彈
板料加工中不可避免的存在回彈現(xiàn)象,這是由于板料塑性變形使彎曲件離開模后發(fā)生形狀與尺寸的改變,彎曲橫截面上不僅存在塑性變形,還存在彈性變形。回彈的程度通常用彎曲后工件的實際彎曲角與模具彎曲角的差值即回彈角的大小來表示。
回彈現(xiàn)象的出現(xiàn)影響零件的成形,還增加后續(xù)校正的工作量,所以盡量做到在彎曲加工中減小回彈的角度。對回彈的控制,國內采用的方法有:補償法、拉彎法、加壓校正法。目前大多是通過模具設計時,采取一定的措施來減小回彈或折彎后增加校正工序來解決。本實驗和生產(chǎn)中均采用的是補償法,利用數(shù)控系統(tǒng)在編程時對折彎角度進行校正,達到減小回彈角的目的[7]。
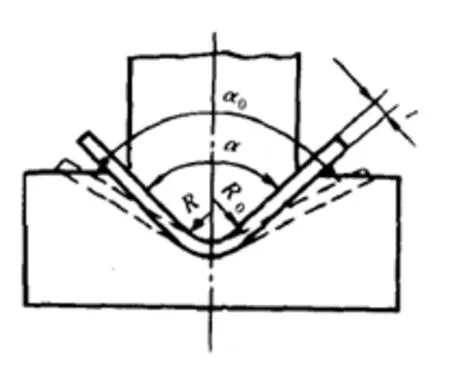
圖1 板材回彈現(xiàn)象
5.折彎半徑
折彎半徑即工件折彎后內圓弧半徑,也是折彎工藝中需要考慮的問題。
自由折彎工藝的折彎角度取決于上模尖圓弧和工件進入下模口V型槽的深度,因而可以利用一副模具將工件折彎成各種角度。其特點是折彎力較小,因而模具和機器的壽命較長,上模更換少,用簡單的模具能完成多種角度的折彎,對不同板材厚度或圓角半徑,可隨時更換凹模的V形開口度。
在自由彎曲時,不管板料厚度如何,試驗中采用的折彎半徑約等于彎曲下模具V形槽開口距的1/3~1/2。折彎半徑小于或等于板料厚度時,彎曲層很容易斷裂[8]。
1.1 其它注意問題
(1)高強板材成型時,當兩個或者多個折彎部位相鄰或某一條邊折彎部分為長度方向部分折彎時工件需要預留止裂槽。
(2)當工件上的小圓孔離折彎半徑較近時應考慮折彎和加工孔的順序,根據(jù)經(jīng)驗可判定當小圓孔邊緣距折彎后圓弧切線的距離大于兩倍板厚時,小圓孔不會發(fā)生變形。
(3)折彎件的直邊高度不宜太小,最小高度按要求:h>2t;彎邊側邊帶有斜角的直邊高度。當彎邊側邊帶有斜角的彎曲件時,側面的最小高度為:h=(2-4)t>3mm。防止側邊扭曲變形。
(4)在折彎線與邊的距離小于1/2下模開口時,要注意增加余料以防止折彎變形;當折彎線與孔或者槽的距離小于兩倍的板厚時,也要增加余料以防折彎變形。
(5)當折彎多道彎工件時要注意折彎順序,以免產(chǎn)生干涉現(xiàn)象。
三、板材折彎試驗及數(shù)據(jù)分析
根據(jù)生產(chǎn)需要,我們采用了生產(chǎn)與試驗相結合的方式進行,分別使用了1000t、2000t進行折彎成形試驗。
1.HARDOX系列板材折彎試驗及生產(chǎn)

圖2 板材折彎試驗

圖3 高強板成型生產(chǎn)
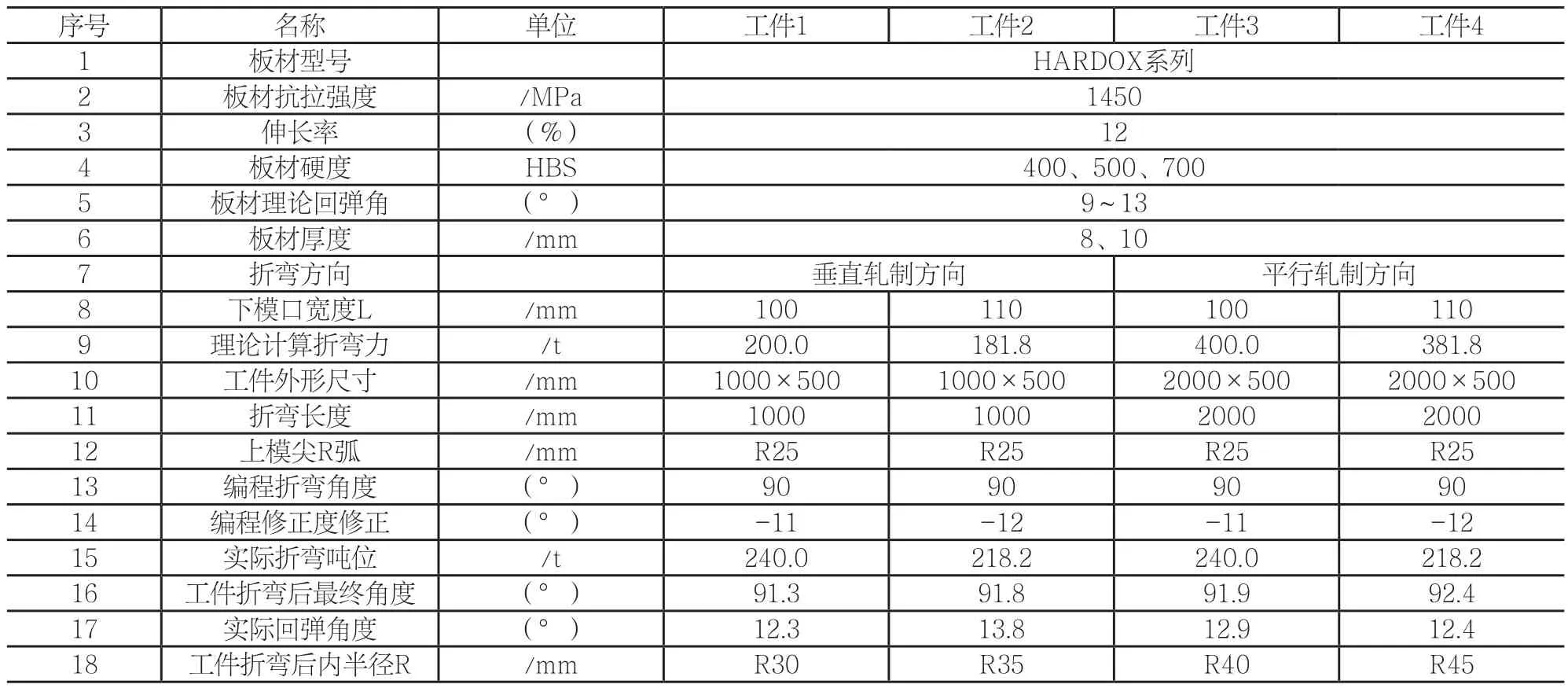
表2 HARDOX系列板材折彎數(shù)據(jù)統(tǒng)計
2.BIS系列與WELDOX板材垂直軋制方向的折彎試驗
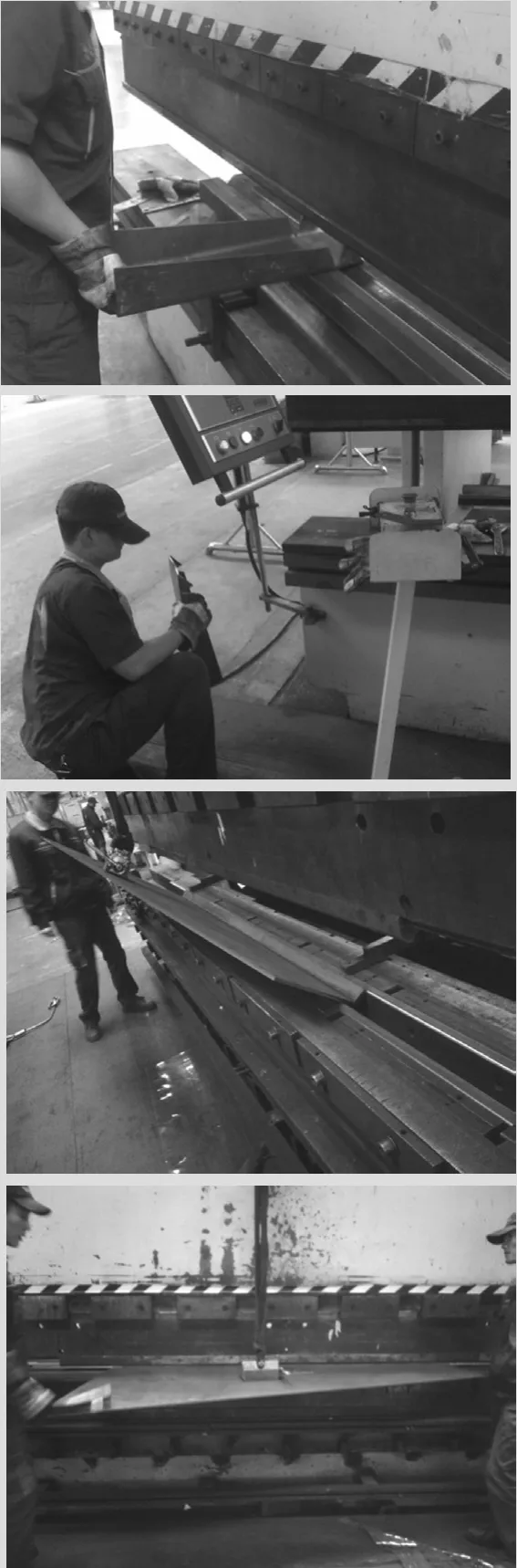
圖4 板材折彎試驗
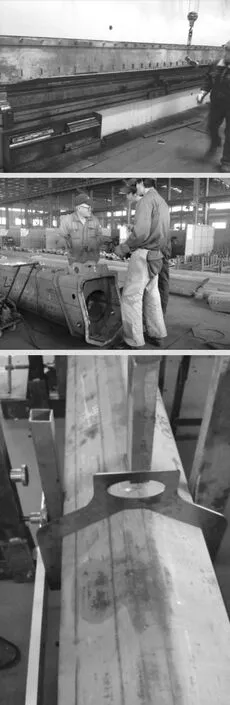
圖5 高強板成型生產(chǎn)

表3 BIS系列板材折彎數(shù)據(jù)統(tǒng)計
四、試驗數(shù)據(jù)分析
1.回彈角
回彈角的大小與折彎的壓力P大小有關,而壓力又取決于折彎下模的槽寬L與板料的厚度t,所以回彈的大小與折彎下模槽寬L和材料厚度t有關。槽寬L變大,壓力P變小,回彈就變大,否則相反;料厚t變大,壓力P變大,回彈變小,否則也相反[11]。
因此,如果折彎上模尖圓弧半徑相同或圓弧半徑相近時,折彎后內圓弧半徑R的大小,影響最大的因素是折彎下模槽寬L及材料的厚度t。
從表2中不難看出,在相同材料、厚度、折彎力以及下模口寬度的情況下,平行于軋制方向回彈角比垂直軋制方向大,約為4.9%。不論平行于軋制方向還是垂直于軋制方向,在下模口增加了10mm時,回彈角增加了0.5mm。
在表3中,理論折彎角度為90°,根據(jù)材料抗拉強度和硬度的增加會采用更大的上模尖R弧,參照板材理論回彈角度,采用編程修正度進行修正,修正后的誤差大約為1.4%,增加了工藝精度。
此外,還可以通過改變凸模圓角半徑和凹模形狀深度,對工件的圓角處進行過盈擠壓塑性變形,使角部的材料變薄,或在彎曲過程中采用遠比實際所需彎曲力大的彎曲力來進行強力彎曲,效果很好。
2.折彎半徑
在表3中,90°折彎常使用標準的70°下模,對WELDOX板材作垂直軋制方向的折彎試驗時,其V形槽開口寬度分別為50mm、80mm、90mm、100mm等多種規(guī)格,工件折彎后內半徑分別為R10mm、R30mm、R35mm、R40mm。試驗中,板材的厚度大都為10mm,工件折彎后內圓半徑隨著板材抗拉強度和V形槽開口寬度的增加而增加。
實際生產(chǎn)中鋼板成型時折彎半徑選取原則是板厚的2倍。根據(jù)試驗和生產(chǎn)情況T系列和BIS系列高強板半徑的選取可參考以上兩種類型高強板。
3.折彎方向
HARDOX400板材的平行和垂直方向的折彎對比試驗,如表3所示。試驗數(shù)據(jù)表明鋼板的軋制方向對于折彎R弧和回彈影響較大,在相同的壓力的情況下,垂直于軋制方向折彎R弧和回彈比平行軋制方向小。
折彎的上模和下模,上模尖圓弧半徑不能過小,否則會出現(xiàn)壓痕。上模圓弧半徑隨著工件硬度和強度的增加而增加,同時還影響著折彎后內圓弧的半徑。下模V形槽的開口尺寸是重要的折彎參數(shù),它與折彎板厚和折彎力有關。如表2所示,在相同的板厚情況下,開口尺寸越大,所需折彎力越小,但是相應的回彈量也會增大;表3中的數(shù)據(jù)還說明了在相同厚度的情況下,隨著板材的抗拉強度和硬度的增加,開口的尺寸要相應的增大,折彎力也隨之變大;板厚越厚,所需開口尺寸越大,折彎力也會變大。
折彎下模有不同寬度和不同角度的V形槽。由于折彎存在回彈現(xiàn)象,通常板材進行90o折彎時,V形槽口應小于90o。標準模具都是設計成88o進行直角折彎的。試驗對象的厚度和強度比較大,在折彎時應選擇較小的下模開口角,正常選擇不大于70°的模具。
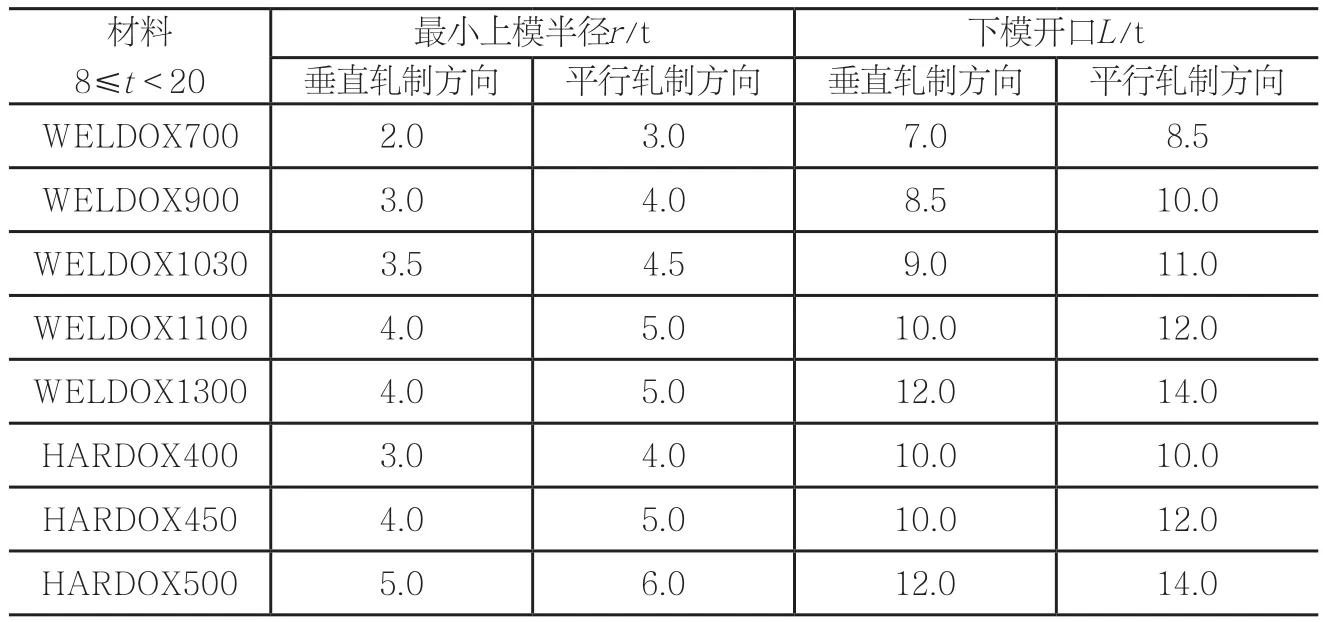
表4 板材彎曲時推薦最小上模半徑與下模開口寬度
4.折彎力
折彎力實際值都比理論計算的大些,實際的折彎力P≈1.2P,這是因為折彎穩(wěn)定性的緣故,折彎壓力小的時候,機床滑塊在下行折彎板材時,容易出現(xiàn)滑塊受到負載產(chǎn)生抖動現(xiàn)象,加大壓力后抖動現(xiàn)象好轉。鋼板的抗拉強度和硬度越高,所需的折彎力越大,角度越大,內R弧越大。
五、總結
試驗通過對國際上通用的各種高強度板材進行折彎加工和測量,了解到高強度板材折彎精度的影響因素,掌握了各種高強度板材折彎的基本數(shù)據(jù)和控制方向,確定了各種板材折彎的安全方法,以及鈑金過程中容易發(fā)生變形區(qū)域主要集中在板材彎曲外皮處,鈑金過程中工件變形的主要因素為板材彎曲部位局部變薄、發(fā)生回彈以及發(fā)生翹曲和扭轉現(xiàn)象。
總之,本文通過試驗與生產(chǎn)相結合的方法得出了幾種常用高強度板材折彎過程中折彎半徑、模具參數(shù)、軋制方向等工藝參數(shù)的選取原則及折彎力計算的經(jīng)驗方法,為在實際生產(chǎn)過程中參數(shù)調整提供依據(jù)。□
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創(chuàng)作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數(shù)學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數(shù)學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50
