CCS水電站沖擊式水輪機安裝工藝淺析
2017-11-04 05:26:45周玉龍
水電站機電技術 2017年10期
關鍵詞:圖紙
周玉龍
(中國水利水電第十四工程局有限公司機電安裝事業部,云南 昆明 650032)
CCS水電站沖擊式水輪機安裝工藝淺析
周玉龍
(中國水利水電第十四工程局有限公司機電安裝事業部,云南 昆明 650032)
厄瓜多爾科卡科多辛克雷水電站安裝8臺套單機容量為187.5 MW的立軸沖擊式水輪發電機組,總裝機容量為1 500 MW。該水電站水輪機單機容量目前位居國內已建及在建單機容量最大的沖擊式機組首位。本文針對該電站高水頭、大容量立軸沖擊式水輪機組的結構特點進行了介紹,對安裝施工工藝進行了詳細闡述,可供其它同類電站借鑒。
沖擊式水輪機;安裝;工藝
1 前言
厄瓜多爾科卡科多辛克雷水電站(簡稱CCS水電站)位于厄瓜多爾東部的科卡河流域,電站壩址距首都基多約130 km,為引水式電站,共安裝8臺套單機容量為187.5 MW的6噴嘴立軸沖擊式水輪發電機組,總裝機容量為1 500 MW。
該電站工程由引水樞紐、輸水隧洞、調蓄水庫、壓力管道、地下廠房、進場交通洞、500 kV電纜洞、地面開關站及控制樓等組成。地下主廠房內安裝8臺套立軸沖擊式水輪發電機組及其附屬設備,水輪機型號 CJ1176N-L-333.9/6X28;轉輪節圓直徑3349mm;噴嘴數6個;額定轉速300 r/min;額定功率188.266MW;額定流量33.7m3/s;額定水頭604.1m;最大水頭618.4 m;機組轉向:俯視順時針。
2 主要工藝流程
工藝流程圖見圖1。
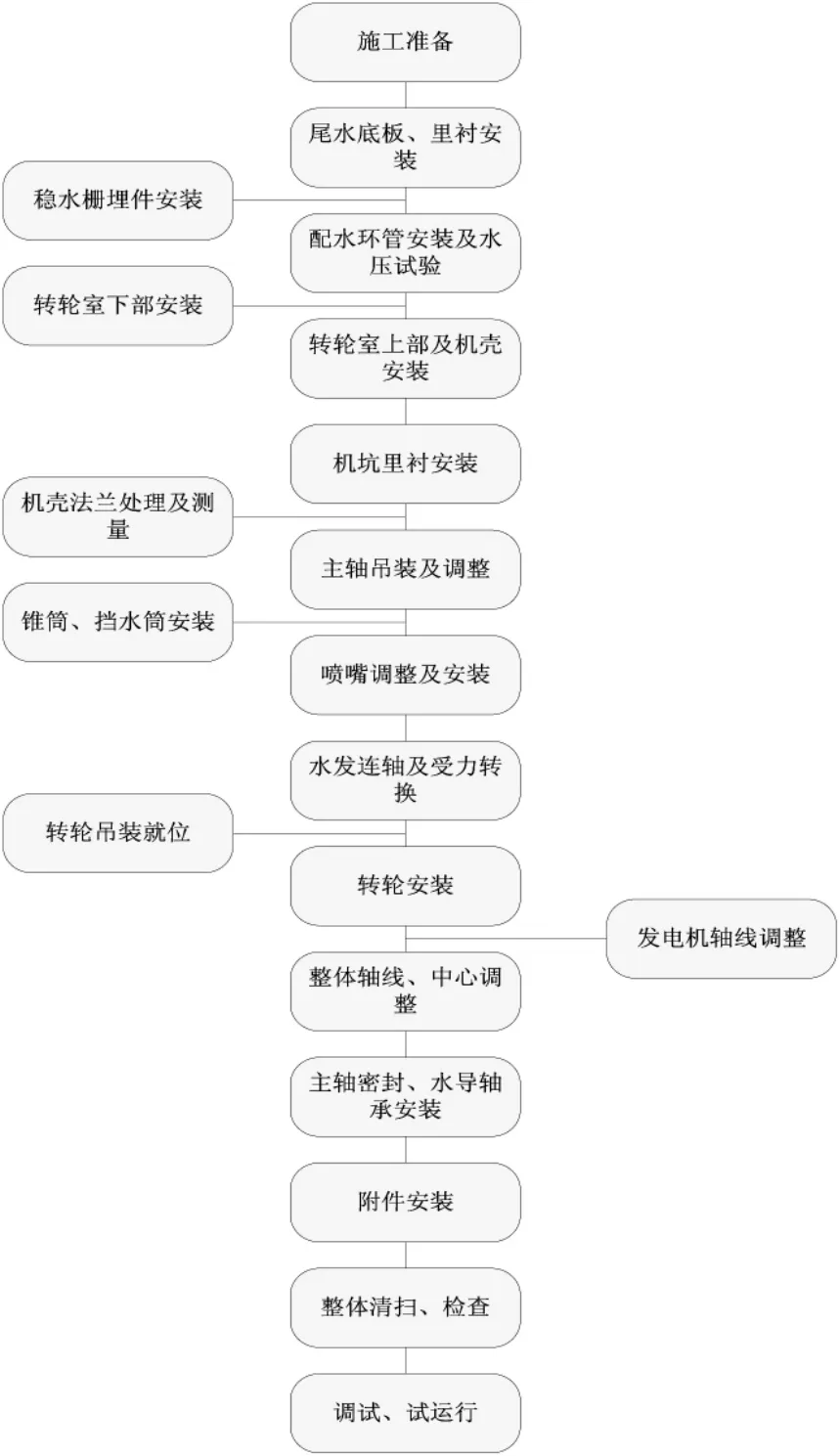
圖1 沖擊式水輪機組安裝工藝流程圖
3 施工工藝
3.1 尾水底板及里襯安裝
(1)依據主廠房基準坐標布置基準控制點及坐標控制點。
(2)依據一期預埋圖紙預埋基礎板、錨鉤等基礎埋件,其基礎預埋板的高程偏差≤0~-5 mm;中心和分布位置偏差≤10 mm;水平偏差≤1 mm/m,所有組合縫的內表面錯牙≤±1.0 mm,過流表面焊縫打磨平順并按圖紙要求進行無損探傷檢查。
(3)按圖紙確定其里襯的安裝位置,調整里襯的X、Y軸線與機組X、Y軸線偏差≤10 mm,中心高程偏差≤±10 mm。
(4)尾水里襯整體組裝、焊接加固完成,經驗收合格后移交工作面進行混凝土澆筑。
3.2 穩水柵安裝
(1)按照圖紙所示方位和角度在尾水里襯底板預埋的基礎板上安裝主梁支柱,利用支柱下部螺栓調整其高程。安裝時注意按照圖紙控制支柱的方位和垂直度。
(2)根據圖紙位置及現場情況配割尾水里襯側板,安裝穩水柵主梁和輔梁。安裝完后施焊封堵。
3.3 配水環管安裝及水壓試驗
(1)使用全站儀在尾水里襯適當位置設置配水環管安裝高程、中心線控制基準點,并在機坑里襯側板上焊接控制點支架,測量出每個噴嘴法蘭控制點。
(2)按照出廠編號將第一分節先吊入安裝位置,此分節為定位節,調整其進口法蘭中心線與機組中心坐標線(Y)的距離,偏差不大于進口法蘭直徑的±2%;進口法蘭面距機組坐標中心線(X)偏差不大于進口法蘭直徑的±2%;法蘭垂直度偏差≤1 mm;進口法蘭中心高程偏差≤±2 mm;分流支管法蘭中心高程偏差≤±0.2 mm[1]。
(3)當定位節初步調整完成后,依次吊入第二、第三、第四、第五、第六分節,調整各分節管口焊縫的內表面錯牙<2 mm;各分流支管法蘭中心高程偏差≤±0.5 mm、法蘭垂直度偏差≤0.2 mm、法蘭至轉輪輪廓圓切線長偏差≤±2 mm[2]。
(4)整體檢查各尺寸滿足設計及相關要求后進行焊接工作,在配水環管焊接前,每個分流支管法蘭的水平和垂直方向均架設百分表,監測變形量,根據監測變形情況立即改變焊接方式、焊接順序及焊接速度等,采取妥善措施,控制其變形。在進行定位焊和正式焊接前先進行預熱,預熱溫度不小于80℃,溫升控制≤50℃/h,焊接時層間溫度不大于220℃。焊接時嚴格按照廠家提供的技術參數和工藝要求進行,由兩名或兩名以上焊工采用對稱、分段、多層多道、退步焊接。首先焊接大坡口側,先采用Φ 3.2 mm焊條進行打底焊,焊2~3層后再使用Φ3.0 mm焊條進行填充焊,待大坡口側焊接至1/2~2/3厚度后進行背縫清根、打磨,清根時對定位焊進行清除、打磨,經MT檢查合格后進行焊接。環縫兩側應對稱交替施焊,焊縫蓋面時使用Φ 3.2 mm焊條進行。在焊接過程中除定位焊、首層打底焊及蓋面焊不能用錘擊消應外,其余每層焊接均采用風鏟錘擊消應,風鏟端頭應磨成R>5 mm的圓角,進行錘擊消應時,應均勻[3]。
(5)配水環管焊接完成24 h后,采用角磨機打磨焊縫及焊縫兩邊區域150 mm處,露出金屬光澤后進行無損檢測,無損檢測標準為 100%MT和100%TOFD。
(6)配水環管焊縫檢測及整體驗收完成后,按照圖紙要求進行配水環管的水壓試驗。水壓試驗壓力為額定工作壓力7.5 MPa的1.5倍,采用階梯式升壓方式進行[4]。
(7)水壓試驗合格后進行5.3 MPa的壓力進行保壓澆筑混凝土,在澆筑過程中隨時監測配水環管壓力值[5]。
3.4 轉輪室及機殼安裝
(1)按照圖紙搭接順序分塊安裝、焊接機殼側壁。在機殼側壁組裝焊接后搭建臨時支撐用于下步機殼安裝。
(2)在安裝間進行機殼和斜板的整體組裝,機殼上部加工面水平度應≤0.02 mm/m;組合面間隙用0.02 mm的塞尺檢查不能通過;組合縫處錯牙不得超過0.02 mm;機殼上部圓度偏差≤0.30 mm。
(3)利用橋機將機殼整體吊入機坑,按+X標記放置于相應的楔形板上,利用調整楔形板、千斤頂、拉緊器、壓板等進行調整,機殼上部加工面高程偏差≤0.5 mm,機殼上部加工面水平度≤0.02 mm/m,與機組X、Y基準軸線偏差≤1 mm。
3.5 安裝機坑里襯
按照圖紙要求進行機坑里襯的組裝及安裝。調整機坑里襯中心偏差≤5 mm;高程偏差≤3 mm;水平偏差≤2 mm。
3.6 主軸吊裝及調整
(1)水輪機主軸安裝前,檢查法蘭面的光潔度、平面度。然后利用主廠房橋機將水輪機軸吊入機坑,并用專用支撐工具固定在機殼上。
(2)主軸上法蘭面低于實際高程約25mm,同時調整主軸中心偏差≤0.25mm;垂直度偏差≤0.02mm/m。
3.7 噴嘴安裝
(1)復查主軸上下法蘭面水平≤0.02 mm/m;高程 611.245 m(-25 mm)偏差≤0.5 mm,中心偏差≤±0.05 mm,并將主軸固定牢固,在圓周方向對稱架設4塊百分表進行監測。
(2)檢查廠家提供的專用工具:模擬噴嘴、模擬轉輪、標準調整墊板(厚度為30 mm)、測桿(長度為1 574 mm)等進行檢查,滿足圖紙要求。
(3)安裝模擬噴嘴及模擬轉輪,模擬轉輪的中心軸安裝時要與主軸同心度偏差≤0.05 mm,垂直度≤0.1 mm;模擬轉輪荷葉中心的安裝高程應保證在611.10 m(0~+0.4 mm),同時保證模擬轉輪荷葉支架的水平。
(4)在模擬噴嘴和模擬轉輪安裝調整完成后,進行噴嘴調整墊板加工量的測量。首先調整鋼琴線與模擬轉輪荷葉的夾角為90°,檢查模擬轉輪荷葉與鋼琴線是否垂直;然后檢查標準調整墊板與模擬噴嘴法蘭間隙,并做好記錄,用模擬噴嘴法蘭上的4個頂絲調整模擬噴嘴,使鋼琴線在模擬噴嘴管口居中,記錄百分表變化量△-X、△+Y、△+X、△-Y;再用塞尺檢查兩法蘭間隙,至少8個點并記錄。并找出最大、最小間隙M、N,標記最大、最小間隙點的位置在配水環管法蘭上,用卷尺量出+Y點到最大、最小點弧長L大、L小,最大間隙點位置即為B點,最小間隙點位置為C點,B、C點即為調整墊板的最厚點及最薄點。最后根據所測得間隙值計算調整墊板的加工余量進行加工。
(5)將噴嘴從轉輪吊物孔吊至轉輪進人門上游側通道位置,通過轉輪運輸小車倒運至轉轉輪室尾水柵平臺上。復查噴嘴調整墊板加工合格。利用機殼上的吊點和手拉葫蘆吊裝至安裝位置進行安裝。6個噴嘴依次逐個安裝完成后整體復測噴嘴的相關尺寸滿足設計要求。
3.8 水輪機軸與發電機軸連接
(1)將發電機整體受力由制動器承重受力轉換為推力軸承承重受力,并檢查發電機軸的垂直度滿足要求。
(2)檢查水輪機軸與發電機軸連接法蘭面的光潔度,用刀口直尺檢查法蘭面應無高點。對稱安裝2顆專用連接螺栓及拉伸工具,并測量兩法蘭之間的間隙,逐漸緩慢提升連接螺栓,確保法蘭水平上升直到兩法蘭面把合;然后按照出廠編號穿入永久連接螺栓,并檢查連接螺桿的長度;分三次、對稱逐步進行拉伸直到達到設計伸長值;最后檢查所有連接螺栓伸長值滿足設計要求后安裝主軸法蘭護蓋。
3.9 轉輪安裝
(1)在安裝間工位將轉輪清掃干凈,利用主廠房橋機將轉輪翻轉豎立后通過吊物孔吊入至轉輪室上游運輸通道內,利用預埋吊點和橋機將轉輪翻轉水平擺放在轉輪運輸專用小車上;通過運輸小車運至轉輪室主軸下方。
(2)連接前在聯結法蘭面噴涂摩擦劑,應按其噴涂操作規范進行,保證配料比例正確,噴涂均勻無漆瘤,干燥后用5~10倍的放大鏡檢查,摩擦劑分布符合要求。
(3)利用主廠房橋式起重機從整個機組大軸中心穿過一個具有足夠強度和長度的專用吊帶,通過轉輪中心掛裝在轉輪專用吊裝工具的吊環上,然后平穩的吊起整個轉輪[7]。在轉輪與水輪機法蘭面靠近時全部穿入連軸螺栓,用專用工具分三次、對稱逐步進行拉伸直到達到設計伸長值;最后檢查所有連接螺栓伸長值滿足設計要求后安裝主軸法蘭護蓋。
3.1 0軸線調整
(1)采用人工盤車,在發電機軸端部安裝專用盤車工具,投入高壓油減載裝置以人力驅動轉子旋轉。
(2)在轉輪下法蘭面、水輪機導軸承工作位置、水輪機法蘭、發電機法蘭、下導軸承工作位置、上導軸承工作位置、推力頭、集電環等部位的同一軸線位置設置百分表,并記錄百分表初始值。
(3)投入高壓油減載裝置,旋轉轉子周向共8個點,每轉動1個點時停一次,關閉高壓油減載裝置,百分表讀數穩定后記錄讀數,為了校核測量數據,每次盤車轉子需旋轉360°,根據盤車記錄,計算各測量部位擺度、同心度,繪制軸線折彎圖,各部位擺度、同心度應滿足規定要求。
3.1 1主軸密封及水導軸承安裝
(1)按照出廠裝配編號和設計圖紙裝配抗磨環,要求抗磨環的外側與主軸支撐止口外側邊緣緊貼,用0.02 mm的塞尺檢查不能通過;用框式水平儀檢查抗磨板水平度≤0.02 mm/m;用刀口尺檢查抗磨環分瓣接頭位置無錯臺。組裝密封環和浮動環,組裝時注意組合面按照圖紙要求涂抹l 515平面密封膠,組裝完成后用0.02 mm塞尺檢查不能通過,并在浮動環側面安裝封堵螺塞。最后安裝蓋板及相關附件。
(2)根據水導瓦的數量按照水導瓦的方位布置10塊百分表,監測水導瓦調整與主軸接觸情況,水導瓦調整時采用對稱2塊瓦為一組同時對稱調整方式進行,通過壓板、調整螺桿和斜楔調整水導瓦與主軸的接觸情況,對稱緊固調整螺桿上的調整螺母,當發現彼此對方百分表指針有輕微變動時表明此2塊瓦抱緊,再轉入下一組,直到全部調整完成,最后用0.02 mm塞尺檢查水導瓦與主軸軸領 確保接觸。用內徑千分尺測量10塊壓板的厚度,再用深度尺測量斜楔頂部與壓板頂部的距離,根據斜楔的比例1:50及水導瓦需調整的間隙0.24mm,計算需加工套管的長度值。計算公式為:斜楔頂部與壓板頂部的距離-壓板的厚度-需調整瓦間隙(0.24mm)換算的長度(套管總長為12mm)=套管加工后的長度。
套管加工后用游標卡尺進行復測,若有少量偏差進行修磨處理。拆除之前調整時安裝的壓板,將套管套入調整螺桿,再回裝壓板,然后通過旋緊調節螺桿上的螺帽將斜楔提起,直到套管在斜楔與壓板之間壓緊為止,最后鎖緊定位螺帽。
3.12 水輪機附件安裝
按照圖紙要求安裝油位計、油溫計、油混水位計、空氣濾清器、觀察窗等相關附件,并滿足要求。
4 小結
厄瓜多爾CCS水電站安裝8臺套單機容量為187.5 MW的立軸沖擊式水輪發電機組,目前位居國內已建及在建單機容量最大的沖擊式機組首位。該電站立軸沖擊式水輪發電機組為6噴嘴22個水斗,單機容量大、水頭高,并且轉輪在有壓及無壓兩種工況下運行,安裝精度要求高。在安裝工程中不斷地進行安裝方案優化,按照此施工工藝完全保證了安裝質量要求,目前厄瓜多爾CCS水電站8臺機組已投入運行,機組各部位振動最大值29 μm,擺度最大值71 μm,其他各項性能指標均滿足設計及相關標準,并且運行穩定、可靠。
[1]李思全.金窩水電站大容量沖擊式水輪機組安裝技術[J].四川水利,2012(6):5-8.
[2]何定全.冶勒水電站沖擊式水輪機配水環管安裝[J].四川水力發電,2005(6):73-75.
[3]石啟勝,陳漫天.金窩水電站水輪機配水環管安裝[J].四川水力發電,2008(3):86-89.
[4]李思全.金窩水電站配水環管水壓試驗[J].水電站機電技術,2010(5):45-47.
[5]孫慶.高橋電站沖擊式水輪機的結構與安裝[J].東方電機,2006(1):13-18.
[6]鄧少華.冶勒水電站沖擊式水輪機安裝與調整[J].水力發電,2004(11):38-39.
TV547.3
B
1672-5387(2017)10-0001-04
10.13599/j.cnki.11-5130.2017.10.001
2017-07-21
周玉龍(1980-),男,工程師,從事水電站機電設備安裝工程技術、質量管理工作。
猜你喜歡
數學大王·中高年級(2021年11期)2021-12-03 09:32:55
計算機應用(2021年8期)2021-09-09 08:09:06
汽車實用技術(2020年16期)2020-09-06 13:28:22
當代工人(2019年20期)2019-12-13 08:26:11
制造技術與機床(2017年9期)2017-11-27 02:14:26
化工管理(2016年12期)2016-03-14 08:01:02
檔案管理(2015年4期)2015-06-25 21:10:13
河南科技(2014年12期)2014-02-27 14:10:44
世界建筑(2012年8期)2012-04-20 06:09:14
故事作文·低年級(2009年3期)2009-03-12 09:29:02