冷軋機自激振動問題的研究進展
2017-11-09 03:30:50崔衛平
鋁加工 2017年5期
崔衛平
(西南鋁業(集團)有限責任公司,重慶401326)
冷軋機自激振動問題的研究進展
崔衛平
(西南鋁業(集團)有限責任公司,重慶401326)
概要回顧了板帶冷軋機振動研究的歷程,歸納了軋機上出現的各種振動形式。在重點論述軋機自激振動現象的基礎上,討論了影響軋機自激振動發生的因素、相關的研究方法及研究成果。總結了軋機振動控制措施,并針對目前研究中存在的問題與不足,提出了進一步研究的重點和方向。
冷軋機;振動;自激振動;控制措施;回顧;展望
0 前言
軋機振動是困擾板帶生產業界多年、給生產帶來嚴重影響與危害的技術難題。軋機存在多種形式的振動現象,其振動特點和發生原因也各不相同。根據振動產生機理,可分為強迫振動和自激振動。由于強迫振動容易識別和消除,已經不是研究重點,當前對軋機自激振動的研究主要集中在扭轉振動、三倍頻程顫振和五倍頻程顫振方面。
由于軋機自激振動現象十分復雜,很多問題還有待于深入研究。本文從振動形式、研究方法、影響因素及控制措施等方面,對近年國內外關于軋機自激振動問題的研究工作進行了歸納和評述,并對今后的工作方向提出了具體設想。
1 軋機自激振動現象
按載荷傳遞系統的不同,軋機上發生的自激振動現象可分為兩大類:一類是軋機主傳動系統的扭轉振動,另一類是軋機垂直系統的振動。
1.1 扭轉振動
軋機扭轉振動是從生產過程中頻繁出現的傳動零部件破壞事故中被逐步認識的,振動頻率一般為5~20Hz。
軋機的主傳動系統可以看作是一個由若干慣性元件(包括電機、接手、減速機、齒輪座及軋輥等)和彈性元件組成的彈簧質量系統,如圖1所示。該系統在載荷突變(如帶材咬入、拋出、制動、變速等)情況下,發生不穩定的扭轉振動。此外,當軋輥間由于某種原因而打滑時,也會在主傳動系統中產生扭轉振動,而且這種振動一般是發散性的自激振動。若不及時減速,極易造成設備的破壞,是一種很危險的振動形式。另外,主傳動系統中的電機調控系統若出現問題,也可能引起主傳動系統的扭轉振動。
圖1所示系統的扭轉振動方程為:

式中,J、C、K、M分別為轉動慣量矩陣、阻尼矩陣、剛度矩陣和扭矩矩陣。對軋機扭轉振動的研究主要是圍繞傳動軸扭矩的變化進行,而扭矩的影響因素來自3個方面:一是軋輥,包括輥間打滑、軋件咬入沖擊等;二是電機驅動,如電機諧波電流分量對扭矩的影響;三是中間的機械傳動部分,包括傳動間隙過大或齒輪嚙合不穩等。
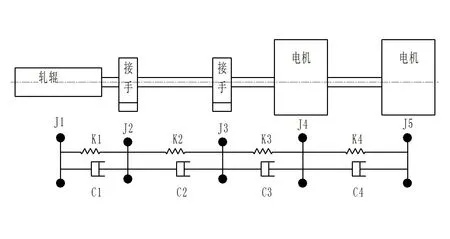
圖1 軋機主傳動系統布置及簡化模型
1.1.1 軋輥間打滑引起的扭轉振動
扭轉振動和軋輥輥隙的摩擦因數有關,軋制速度升高,則摩擦因數減小,一旦出現軋輥打滑,上下軋輥力矩分配不均,就可能引起軋機扭轉振動。
1.1.2 傳動沖擊引起的扭轉振動
傳動軸的不平衡和重力與慣性力的相互作用,傳動齒輪缺陷等機械問題會造成間隙間斷打開,對傳動系統的扭矩放大系數影響十分強烈,很容易造成軋機扭轉振動。
1.1.3 主電機引起的扭轉振動
中南工業大學的梁薇等人在研究平整機帶材振紋現象時分析了主回路電流諧波分量對平整機動力學系統工作的影響,認為主要表現在以下兩個方面:
(1)電流諧波分量形成諧波轉矩直接驅動工作機械運動,產生強迫振動。
(2)波電流經反饋回路作為一種干擾信號,通過控制回路放大,再作用于工作機械主體運動,引起運動狀態發生變化,產生振動。
1.2 軋機垂直振動
軋機垂直振動的研究始于20世紀70年代初期,隨著軋機設備進入高速化、連續化,軋機垂直振動現象逐漸引起了人們的重視。在實際生產中經常出現的垂直振動,按振動頻率及危害可分為兩類:一類是振動頻率在150~250Hz之間,稱為第三倍頻程顫振或低頻振動。三倍頻程顫振是高速連軋機出現的危害最大的振動現象,以突發性為特征,往往在幾秒中內集聚大量能量使振幅迅速發散,并伴有較大的噪音,此時緊急降速可以使振動迅速得到抑制。其危害是引起軋件明顯的厚度變化和機架間軋件張力的波動,嚴重時造成廢品、斷帶并可危及設備安全;另一類是第五倍頻程顫振,或稱高頻振動,振動頻率多在500~700Hz之間,這種振動不像三倍頻程顫振那樣迅速發生,振動的發展是一個漸進過程,五倍頻程顫振雖然不會引起軋件明顯的厚度波動,但會在支承輥或軋件表面形成垂直于軋制方向的振紋現象,影響產品質量。
引起軋機垂直振動的原因有多種,凡是能對軋機系統造成沖擊或引起作用力變化的因素都可能導致軋機振動的發生。這些振動主要分為三類:由張力波動引起的自激振動、摩擦和潤滑引起的自激振動以及由于軋輥或軸承缺陷等引起的振動。
1.2.1 張力波動引起的自激振動
自激振動的根源在于軋制界面的負阻尼特性,負阻尼特性的產生源于軋制界面的粘滑狀態、部分流體膜潤滑及后張力波動同時作用的結果。軋制界面的阻尼特性對系統動力學有重要影響。負阻尼的大小與表面粗糙度、軋件張力、乳化液粘度、軋制速度、壓下率等諸多界面參數有關。由于張力波動對軋制力的變化有著直接影響,因而成為影響軋機振動的重要因素之一。由于軋輥垂直振動的位移與后張力的波動之間存在90°的相位差,也就是軋件的后張力對軋機的振動是負阻尼,當軋制速度升高時,受帶厚波動影響的后張力波動變大,軋輥振動的振幅由于張力波動的相位延遲而增大,從而發生自激振動。這種自激振動的本質在于張力變化引起軋制力的變化,軋制力對軋輥振動系統輸入能量。
1.2.2 摩擦和潤滑引起的自激振動
在冷軋板帶生產中,由于軋輥和帶材之間潤滑不良引起的振動現象是生產中最常見的,因而軋制界面潤滑特性的研究也是當前研究的熱點之一。當軋制乳化液或軋制油穩定性差、油膜不穩定時,輥縫摩擦條件會發生變化從而導致軋制失穩而產生振動。
軋制液影響軋機振動的實質主要是軋制液影響軋制界面的摩擦狀態,由于軋制界面摩擦因數隨軋制速度的非線性變化導致自激振動的發生。
1.2.3 軋輥缺陷等其它原因引起的垂直振動
結構有缺陷或尺寸不合理的軋輥不但影響產品質量和設備的壽命,而且會影響軋制過程的穩定性。在磨床振動狀態下,磨輥時在軋輥表面產生的振紋可能導致軋件上產生振紋[1]。軋制過程中,當軋輥表面振紋的波長接近振動波長時,可能激起軋機的振動。這種振動是由工作輥和支承輥之間的沖擊造成的,這種沖擊可以通過選擇適當的軋輥直徑、在換輥時選用和被換軋輥不同直徑的輥子、改變軋制速度等方法進行控制。
由軋輥表面振紋缺陷或軋輥尺寸不合理導致自激振動的原因在于時滯或相位差引起的再生顫振效應。
2 垂直振動的理論研究
對軋機垂直振動的理論研究主要是自激振動的研究,包括兩個部分,一是機架輥系振動模型的合理簡化;二是軋制過程模型的分析,即軋制力的研究。在以上兩個模型的基礎上進行垂直顫振穩定性的分析。
2.1 機架輥系振動模型
軋機垂直振動系統主要由軋輥、上下橫梁和立柱等部分組成。對機架輥系結構動態特性的分析,一般是根據軋機實際結構簡化為線性集中參數振動模型。在進行振動穩定性分析時,為簡化分析,常認為振動模型是關于軋件上下對稱的,從而將系統自由度減少一半[2、3、4]。
I.Yun等人建立了由于軋制力方向變化引起的軋輥多方向模態耦合振動模型,如圖2所示,其運動方程為:
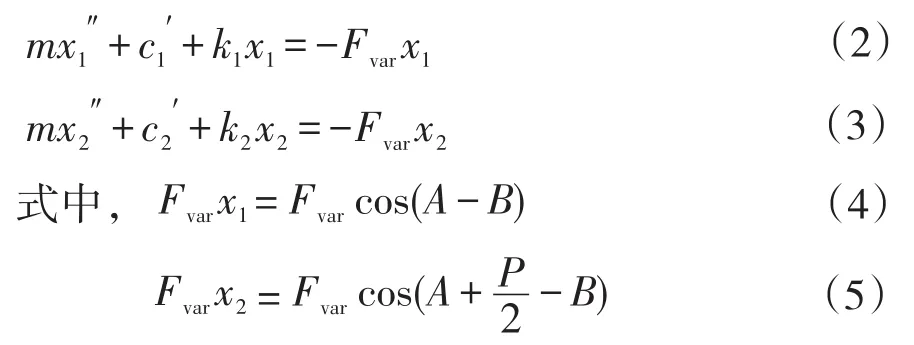
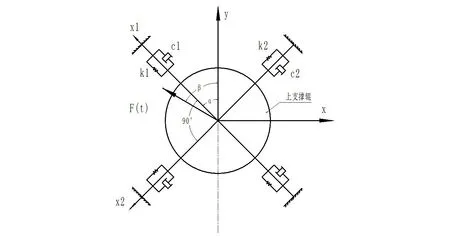
圖2 模態耦合顫振模型
由以上振動模型的運動方程可知,軋制力的變化是振動分析的關鍵部分,而軋制力的變化情況是由軋制過程模型來反映[5~6]。
2.2 軋制過程模型
軋制過程模型是指用來描述軋制過程中各工藝參數之間關系的數學表達式,包括軋制壓力、扭矩、軋件出入口厚度、變形抗力、前后張力等。在過去的幾十年里,人們建立了多種軋制過程模型,現在的研究多傾向于動態模型。
I.Yun、中南大學的王橋醫[8、9]等人考慮輥縫變化量和變化速度,在新的輥縫金屬秒流量方程的基礎上建立了軋制過程動態模型[7]。在處理軋輥和軋件間的摩擦時,該模型利用了較合理的摩擦因數模型。根據輥縫變化求出了軋件出口厚度和速度、軋制力和力矩的表達式。
2.3 振動仿真分析研究
仿真分析是軋機振動分析的重要手段之一,對于振動原因的發現和抑振措施的提出具有重要意義。仿真分析的途徑主要有兩種,一是運用上述顫振模型進行仿真研究,二是運用有限元技術進行仿真分析。
(1)應用顫振模型進行仿真。 結合上述輥系振動模型和軋制過程模型可以建立軋機顫振模型,進而仿真分析系統的穩定性[8]。根據仿真模型來研究顫振模型包括輥系振動模型、軋制過程模型、張力模型和機架間的延時傳遞模型。
(2)運用有限元技術進行仿真。利用有限元技術,對軋機系統進行仿真,模擬軋件焊縫通過輥縫時系統的響應,考慮不同阻尼工況、軋機振動的概率。
3 未來研究方向
經過半個多世紀的研究,軋機振動問題已經取得了諸多成果,但仍未得到圓滿解決,尤其是自激振動的機理尚不明了,在帶材和軋輥表面振紋形成機理和軋制界面潤滑對振動的定量分析方面還存在很大的分歧與困惑。根據研究現狀和工程需要看,認為對軋機振動的進一步研究應從以下幾個方面展開。
3.1 軋制潤滑界面的動力學分析
作為軋機振動的振源之一,軋制界面潤滑狀態對軋機振動有著顯著的影響,這一點已基本成為共識,但目前潤滑界面的薄膜約束機制尚未明了,潤滑界面的動力學模型尚未建立。由于潤滑界面問題極為復雜,涉及多學科交叉,而且軋制潤滑狀態比一般潤滑問題研究困難得多,涉及彈流潤滑、邊界潤滑、分子吸附等科學問題,潤滑界面的動力學模型將是軋機振動問題進一步研究的難點和關鍵。
3.2 軋制工藝參數對振動的影響
工藝參數對振動的影響雖然得到了初步研究,但工藝參數在目前的振動模型中對動力學參數的影響并不明顯,因為以前的模型忽略了潤滑界面的影響。而事實上潤滑界面對工藝參數極為敏感,若建立了潤滑界面的動力學模型,則可將工藝參數的影響用顯式函數的形式表達出來,那么工藝參數對軋機振動的影響機制就可得到深入研究。
3.3 耦合分析
事實上,大多時候軋機的振動并不是某一種原因引起,而是多種原因共同作用的結果。以前對軋機振動的研究大多孤立在某一方向或方面,很少從各種振動耦合方面著手分析。如果能建立軋制界面動力學模型并明確工藝參數對振動的影響,就可以從機、電、液等多方面分析軋機振動中的耦合關系,從而更深入地揭示軋機振動的內在機理。
4 結論
現有研究表明,軋機輥縫多種可變因素是軋制過程動力學行為的敏感因素,如軋輥表面粗糙度、潤滑劑、張力、軋制速度等的變化均可導致系統響應程度與頻率特性發生變化,可能導致軋機振動的發生。
軋機振動的控制措施可分為主動控制與被動控制兩個方面:主動控制是根據對振動原因的分析,提出相應的解決辦法來控制軋機的振動,如選用適當的潤滑劑調整乳化液黏度、增加抑振輥以減小張力波動、合理配置軋輥直徑、提高齒輪和軸承精度、合理制定軋制規程等;被動控制是從增大系統的阻尼,提高系統的抗振能力入手,如采用彈性聯軸節、液壓軋機立柱襯板、動力吸振器等。
總的來說,軋機振動問題過于復雜,還有許多未解的難題在等著廣大科技工作者繼續努力,遂一攻克。
[1]田洪.冷軋軋輥磨削輥型及表面缺陷分析[J].鋁加工,2014.02
[2]唐華平,段吉安,鐘掘.一個軋機參數振動模型[J].機械科學與技術,2002
[3]連家創.四輥軋機橫向振動固有頻率的研究[J].機械工程學報,1983
[4]趙弘,白晶.軋機振動及非線性分析[J].機械,2003,30
[5]連家創.冷軋薄板軋制壓力和極限最小厚度的計算[J].重型機械,1979
[6]王彬.基于多因素影響的鋁箔軋制力計算研究[J].鋁加工,2015.01
[7]王橋醫.非穩態潤滑過程軋機系統動力學研究[D].中南大學博士學位論文,2004
[8]宋美娟.冷連軋機動態過程的數值模擬[J].金屬成形工藝,2001
Research Progress on Vibration Problems for Cold Rolling Mill
CUI Wei-ping
(Southwest Aluminum(Group)Co.,Ltd.,Chongqing 401326,China)
Research course of vibration problems were reviewed,various vibration forms were concluded.Cause,research method and research results which affect self-induced vibration for rolling mill were expounded.Control measures for vibration were summarized,further research emphasis and direction were put forward in view of the problems.
cold rolling mill;vibration;review;prospect
333.7+2
A
1005-4898(2017)05-0030-05
10.3969/j.issn.1005-4898.2017.05.06
崔衛平(1982-),男,河北魏縣人,大學本科。
2017-07-20
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
科學大眾(2023年17期)2023-10-26 07:39:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
天天愛科學(2020年6期)2020-09-10 07:22:44
當代陜西(2020年13期)2020-08-24 08:22:02
數學物理學報(2020年2期)2020-06-02 11:29:24
數學物理學報(2017年6期)2018-01-22 02:26:40
制造技術與機床(2017年5期)2018-01-19 02:49:17
濰坊學院學報(2016年2期)2016-12-01 13:00:11
光學精密工程(2016年6期)2016-11-07 09:07:19