基于CC-Link技術的定型機與焙烘單元聯合生產系統設計
2017-11-16 07:53:53李繼松
紡織科技進展 2017年9期
關鍵詞:變頻器
袁 霏,李繼松
(1.南通職業大學,江蘇 南通 226007;2.科德寶寶翎襯布(南通)有限公司,江蘇 南通 226000)
基于CC-Link技術的定型機與焙烘單元聯合生產系統設計
袁 霏1,李繼松2
(1.南通職業大學,江蘇 南通 226007;2.科德寶寶翎襯布(南通)有限公司,江蘇 南通 226000)
定型機是印染行業的重要生產設備,主要用于面料的烘干與拉幅定型加工。對于某些面料的生產,比如純棉硬襯的整理,要求使用定型機整理加工兩次或使用定型機加焙烘機焙烘才能達到加工目的。這樣會降低定型機生產效率,導致能源消耗增加,造成生產周期長和人力成本過高等問題。為達到整理目的及提高生產效率,通過在定型機烘箱的后段直接增加焙烘單元,采用CC-Link技術進行聯合控制,應用E+L高精度張力跟隨方法進行同步傳動,實現定型與焙烘聯合生產,生產速度平均提升50%以上,生產成本節約三分之一。
定型機;焙烘單元;聯合生產;CC-Link;E+L高精度張力
目前熱定型機作為面料烘干熱定型的主要設備,它的拉幅速度、烘箱溫度和布面張力是比較關鍵的因素。隨著社會的發展變化,能源應用效率的提高,印染行業越來越重視能源使用效率和勞動力成本[1]。由于面料的工藝要求限制了現有熱定型機的生產效率,如純棉硬襯的整理速度只有25~30 m/min,生產效率很低。為了提高熱定型機生產效率并且保證面料的加工質量,科德寶寶翎襯布(南通)有限公司針對93-029E(1號機)進行改造,在烘房后段增加焙烘房進行聯合生產,通過采用CC-Link通信技術和E+L高精度張力跟隨技術,成功將1號高速熱定型機平均整理速度提升50%以上。這樣不僅提高了熱定型機的生產效率,而且不再需要單獨使用焙烘機,節約三分之一的加工成本。
1 聯合生產系統設計
現有的1號熱定型機已具備10節烘箱室,但在風機滿頻率運行下,仍然不能滿足布的烘干效果。且純棉硬襯面料品種需要熱定型和焙烘兩步加工過程,甚至需要熱定型機烘干整理兩次才能達到質量要求,這樣既浪費能源,又降低了定型機產能。
科德寶寶翎襯布(南通)有限公司經過多次驗算和模擬實驗,在定型機的拉幅定型位置后直接增加兩級焙烘單元,原有的錫林冷卻輥和落布輥也相應地向后移動。如圖1所示,面料首先通過10節烘箱進行烘干拉幅定型,然后直接進入焙烘單元進行焙烘,這樣盡可能減少了布面的熱量損失。焙烘單元采用9組力矩電機驅動18組導布輥,容布量達到40 m,相當于烘箱容布量的1.2倍,焙烘單元使用天然氣加熱,最高溫度可設定至160 ℃左右,足夠保證純棉硬襯面料的烘干效果。
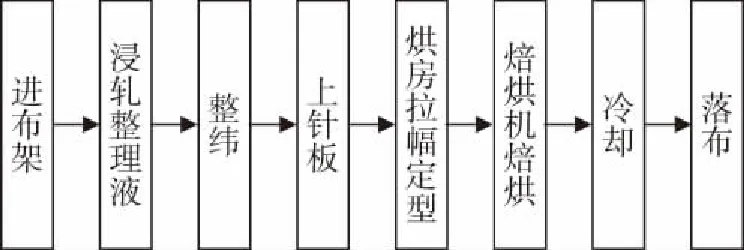
圖1 增加焙烘單元的1號高速熱定型機流程圖
2 CC-Link控制機臺信號聯動
整個定型機改造過程中,首要難點是將焙烘單元的電氣控制融合到原有定型機中去,保證其與原有定型機在控制和傳動上達到瞬時同步性。
若要實現在主操作屏上統一控制原有定型機和焙烘單元,必須要把20多組控制信號(啟動、停止、加速、減速、急停、模式切換、加熱等)進行互相傳輸。通過采用布設觸點接線來連接原有定型機和焙烘單元的傳統方法[2],能達到控制要求,且反應延時最短,但會額外增加50多組信號控制線。
焙烘單元主要包括PLC主控制器、6個傳動電機、2組循環加熱風機和1個排風電機,每臺電機配有相應的變頻器驅動裝置。因此整個焙烘單元電氣柜容量相當于原有定型機電氣柜容量的三分之一。原有定型機采用三菱Q01U型PLC主控制器,主基板采用Q38B,其輸入輸出I/O擴展模塊已接近飽和,電氣柜容量有限,并且距離焙烘單元電氣柜約40 m。所以若采用傳統方法,布線工程難度極大,且信號節點過多,將給調試帶來很大困難。
針對傳統布設觸點接線方法的弊端,本設計將上述20多組控制信號以CC-Link通信方式進行互相傳輸。CC-Link是一種可以同時高速處理和控制信息數據的現場網絡,在10 Mbps通信速率下傳輸距離可達100 m,并能夠連接64個站點完成I/O響應。在現代化復雜生產線中,使用CC-Link可以顯著減少控制使用的電纜線數量。這樣不僅可以節省電纜的成本,還大大減少布線和日后維護的工作量。
如圖2所示,原有定型機主基板Q38槽位,除已安裝的電源模塊Q61P、三菱Q01U型PLC、3個16點輸入模塊Q40、2個16點輸出模塊QY10、1個數模轉換模塊Q68DAVN和1個串行通信模塊QJ71C24N-R4,只剩1個擴展槽位。在該擴展槽位上,安裝CC-Link通信模塊QJ61BT11N,使原有定型機作為CC-Link通信主站。焙烘單元只需小容量三菱FX3u型PLC作為主控制器,通過擴展板FX3u-485-DB,采用三菱專用通信協議控制焙烘單元的所有三菱變頻器;擴展1個模數轉換模塊FX3u-4AD和1個數模轉換模塊FX3u-4DA,主要用于采集處理焙烘單元的模擬信號;擴展1個通信模塊FX2N-32CCL,使焙烘單元作為CC-Link通信從站。CC-Link通信主站與從站間只需通過1根三芯屏蔽電纜線,即可實現讀取主站和從站的寄存器。主副操作屏通過MODBUS協議,分別與原有定型機的串行通信模塊QJ71C24N-R4和焙烘單元的三菱FX3u型PLC通信連接。這樣,操作員可以對主副操作屏進行上層操作,通過界面控制快速讀寫兩個PLC內部的寄存器參數,監控整個機臺的運行狀況。

圖2 CC-Link方式連接原有定型機與焙烘單元
CC-Link提供“內存映射行規”來規劃控制信號和數據地址。如圖3所示,為了實現主站和從站的PLC編程,原有定型機PLC中的輔助繼電器M1008~M1039用于主站的遠程輸入,即映射從站的32個輸出控制點狀態;M1200~M1231用于主站的遠程輸出,即映射到從站的32個輸入控制點狀態。這些輔助繼電器可以用于機臺的啟動、停止、模式選擇等控制信號的傳遞。主站中D2000~2015寄存器用于存放遠程輸入,即讀取從站的16個寄存器數值;D2100~D2115寄存器用于存放遠程輸出,即將數值寫入從站的16個寄存器;這些寄存器可以用于主站和從站間速度值、門幅值、時間值等參數的傳遞。這樣,通過使用CC-Link通信有效實現主站與從站的快速鏈接以及整體化的控制。
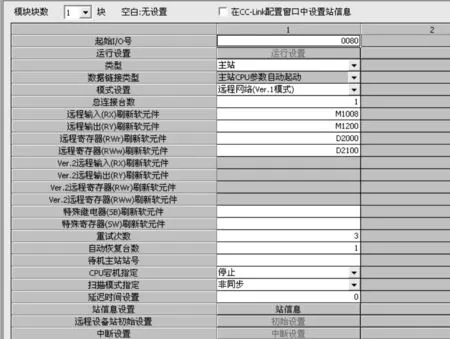
圖3 CC-Link通信主站的參數設置
通信編程中的重點:(1)主站需重新設置主機板模塊參數,但要保持串行和CC-Link通信模塊參數不變,其中串行通信模塊參數極易被破壞造成PLC運行報錯。(2)CC-Link通信組態后,主站為了讀寫從站的寄存器,編程時需解讀原主程序,找到啟動、停止、加減速和狀態參數等,避開原主程序已使用的寄存器地址,否則將造成PLC控制出錯。(3)從站的編程,不僅要實現焙烘單元的功能,還要通過CC-Link通信方式的內存映射行規讀寫主站的狀態和數值,特別要在啟動、停止和模式上與主站保持傳動的同步性,盡可能減少觸點延遲時間。
3 E+L高精度張力控制機臺同步傳動
通過CC-Link通信方式只解決了機臺信號聯動的問題,而機臺同步傳動的問題則關系到聯合生產系統能否達到加工工藝要求。如圖4所示,增加焙烘單元的1號高速定型機,在拉幅定型后,按照傳動順序分別有起針輥、9組力矩輥(焙烘單元)、錫林冷卻輥和落布輥,所有電機均采用三菱變頻器驅動。面料在拉幅定型后行走總距離超過50 m,所有傳動電機的速度在保持與主機速度一致的基礎上,還需進行百分比微調,確保輥面之間的傳動同步性。
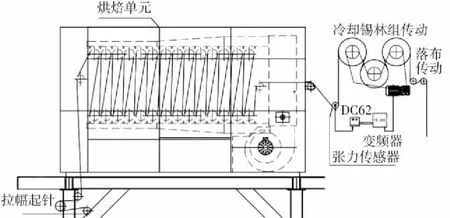
圖4 增加焙烘單元的1號高速定型機
采用松緊架角位移實現同步的傳統方法,精度不高且不能準確設定布面張力值[3]。針對松緊架角位移的弊端,本設計采用E+L高精度張力控制機臺同步傳動。焙烘單元9組力矩輥電機的控制,采用給定頻率隨定型主機速度線性變化的方式,這樣無論任何速度,均可以保證面料在起針輥與力矩輥之間保持張力適中。如圖5所示,冷卻錫林輥電機的控制采用閉環方式,張力控制儀DC62同時采集定型主機當前速度對應的電壓值和張力傳感器輸出的實際電壓值,通過PID快速驗算輸出電壓值給變頻器,變頻器輸出對應頻率值給電機,電機帶動面料傳動。控制過程中,一定要保證定型主機實際的速度值和對應的電壓值呈線性正比關系,偏差越小,張力控制儀的算法越精確、快速、穩定和有效,布面實際張力誤差值僅為±1 N。操作人員還可以根據工藝要求設定目標張力值。

圖5 張力控制同步傳動原理圖
張力傳感器采用E+L高精度傳感器。它采用電阻橋原理能測定微小張力,但對測定角度要求很高,一定要保證面料正常運行的角度不會改變。張力控制儀DC62通過初始設定零張力值進行校零,通過將25 kg的重物掛于布帶設定最大張力值,對應最大傳動速度值為100 m/min。
采用焙烘單元的PLC通信方式控制冷卻錫林輥的變頻器,初步調節張力同步時,面料同步反應時間有長有短。如圖6所示,拉幅定型主機運行速度有變化(比如升降速),張力控制儀DC62始終不能使布面張力快速穩定,造成傳動失敗。針對面料同步反應時間有長有短的問題,采用傳統方法,多次嘗試更改張力控制儀DC62的PID[4]參數設置,都沒能達到理想的整定效果。由于張力控制儀DC62的輸出電壓值先經過模數轉換后,再由PLC通信控制錫林變頻器,雖然延遲只有幾十毫秒,但已造成PID整體的振蕩。
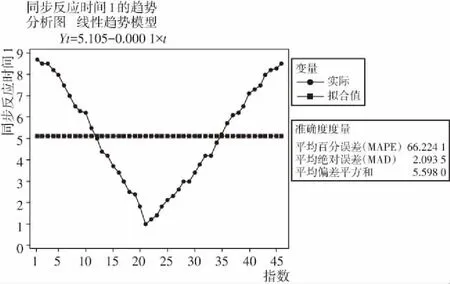
圖6 PLC通信控制變頻器方法的同步反應時間
所以本設計將張力控制儀DC62輸出電壓值直接送給錫林變頻器的模擬輸入2、5端,并將變頻器的控制方式改為外部控制方式。如圖7所示,無論拉幅定型主機升速還是降速,1號高速定型機同步傳動運行效果顯著,反應時間基本穩定在可控制范圍內,且任意設置同步張力值20~200 N范圍內,均可快速穩定達到目標值。
4 實現結果
本設計通過采用CC-Link通信技術和E+L高精度張力跟隨方法分別解決了信號聯動和同步傳動問題,實現1號高速定型機和焙烘單元的聯合生產運行。從實際生產結果看,1號高速定型機增加焙烘單元之后,不同批次面料的開車速度都有明顯提升,具體見表1。

圖7 變頻器直接讀取方法的同步反應時間
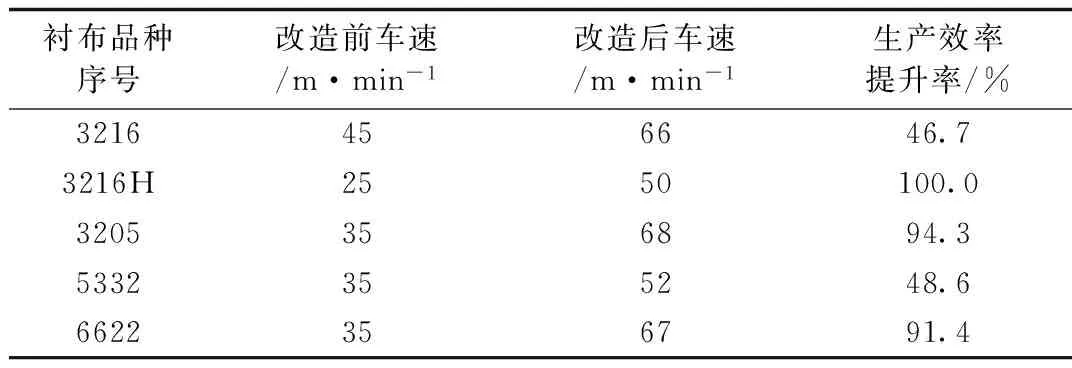
襯布品種序號改造前車速/m·min-1改造后車速/m·min-1生產效率提升率/%3216456646.73216H2550100.03205356894.35332355248.66622356791.4
如表1所示,從改造后的統計結果可以很明顯發現1號高速定型機的整理速度平均提升50%以上。同時能繼續保持面料的縮水率和白度值,平均每日增加產量約2.5萬m,提速效果顯著,從而很大程度上滿足了生產任務量要求。
5 結語
1號高速定型機有10個烘箱,其中3組采用蒸汽加熱,其余7組采用天然氣加熱。增加焙烘單元,定型整理可以通過一步法完成,由于速度的提升,萬米能耗降低很多,減少了蒸汽和天然氣的消耗。
隨著定型機技術的發展和生產工藝的改革,對定型機的設備改造已是大趨勢。其目的主要是降低能耗和人力成本,使其自動化程度更高,適應當前激烈的市場競爭。定型機的同步控制技術對于變頻傳動的要求很高,高精度張力控制儀已逐步取代角位移式同步方法,這樣也有助于定型機的張力控制,適應品種多樣化的工藝要求。
[1] 譚寶成,曾 卉. 定型機拉幅控制系統研究[J]. 電子設計工程,2011,(19):112-115.
[2] 向曉漢. 三菱FX系列PLC完全精通教程[M]. 北京:化學工業出版社,2014.
[3] 李金熱. 基于PLC的拉幅定型機控制系統設計[J]. 制造業自動化,2010,(13):132-135.
[4] 何 哲,楊 濤. 定型機拉伸拉幅控制系統研究[J]. 現代制造工程,2017,(5):13-16.
DesignofCombinedProductionSystemofSettingMachineandBakingUnitBasedonCC-LinkTechnology
YUAN Fei1, LI Ji-song2
(1. Nantong Vocational College, Nantong 226007, China; 2. Freudenberg & Vilene Interlinings (Nantong) Co. Ltd., Nantong 226000, China)
The setting machine is important production equipment in printing and dyeing industries, mainly used for drying, stretching and setting of fabrics. For the production of some varieties fabrics, such as cotton, it is necessary to finish with setting machine for two times, or with setting machine and baking machine to achieve the purpose of processing. As a result, the production efficiency was reduced, energy consumption was increased, production cycle was longer and labor costs were too high. In order to achieve the purpose of finishing and improve production efficiency, baking unit was added directly in the posterior of setting machine. The CC-Link technology was used for combination control, and E+L high precision tension following method was used to synchronization drive. The combination technology of setting and baking could be realized, the production speed was increased more than 50%, and the production costs was saved one-third.
setting machine; baking unit; combined production; CC-Link; E+L high precision tension
TS195.3
B
1673-0356(2017)09-0037-04
2017-07-14
江蘇省科技成果轉化專項資金項目(BA2016117);南通職業大學2016年度校級課題(16ZK11)
袁 霏(1989-),女,碩士研究生,教師,研究方向:電氣自動化,E-mail:yuanfei422@163.com。
猜你喜歡
消費電子(2022年6期)2022-08-25 09:47:16
鍛壓裝備與制造技術(2021年3期)2021-08-13 08:39:56
防爆電機(2020年3期)2020-11-06 09:07:42
活力(2019年22期)2019-03-16 12:47:40
測控技術(2018年5期)2018-12-09 09:04:50
四川冶金(2017年6期)2017-09-21 00:52:30
電子制作(2017年7期)2017-06-05 09:36:13
電子測試(2017年23期)2017-04-04 05:07:32
自動化博覽(2014年12期)2014-02-28 22:34:39
自動化博覽(2014年10期)2014-02-28 22:33:52
