不同經編織物對預成型體定型工藝性及滲透特性的影響
2017-11-17 09:06:19吳凱文楊晉李龍趙瀟然劉剛李韶亮肇研
航空學報 2017年10期
關鍵詞:復合材料
吳凱文,楊晉,李龍,趙瀟然,劉剛,李韶亮,肇研,*
1.北京航空航天大學 能源與動力工程學院,北京 100083 2.北京航空航天大學 材料科學與工程學院,北京 100083 3.中航工業復合材料技術中心 中航復合材料有限責任公司,北京 100095 4.空軍駐北京地區軍事代表室,北京 100038
不同經編織物對預成型體定型工藝性及滲透特性的影響
吳凱文1,楊晉2,李龍2,趙瀟然2,劉剛3,李韶亮4,肇研2,*
1.北京航空航天大學 能源與動力工程學院,北京 100083 2.北京航空航天大學 材料科學與工程學院,北京 100083 3.中航工業復合材料技術中心 中航復合材料有限責任公司,北京 100095 4.空軍駐北京地區軍事代表室,北京 100038
針對單軸、雙軸、四軸三種不同國產T300碳纖維經編織物,通過對其預成型體進行定型效果、壓縮特性和滲透特性試驗,表征在相同的定型工藝及定型劑用量下,不同經編織物對預成型體定型工藝性及滲透特性的影響。結果表明:在C型回彈試驗及厚度回彈試驗中,織物表面鋪撒相同質量分數的定型劑,四軸經編織物預成型體厚度回彈約1.2%,C型回彈6°,定型效果最佳。此外,纖維束寬和束間距的變化會引起定型效果的差異。厚度壓縮試驗表明,四軸經編織物的壓縮性能最佳。面內滲透率試驗表明,鋪撒定型劑后四軸經編織物面內滲透率增加約15%。證實了鋪撒相同質量分數定型劑后,四軸經編織物的樹脂傳遞模塑成型工藝(RTM)性能優異,定型效果最佳。
經編織物;RTM;定型劑;預成型體;復合材料
目前,樹脂傳遞模塑成型工藝(Resin Transfer Molding,RTM)是已經獲得相當成功的復合材料液體成型技術。RTM工藝不需要制備預浸料,將纖維或織物預成型體置于閉合模具中,然后直接注入樹脂基體,固化得到具有優良綜合性能的復合材料制件。與傳統熱壓罐成型技術相比,RTM工藝具有較低的裝配成本和較高的制造效率,是工業界廣泛應用的低成本樹脂基復合材料制造技術[1]。在RTM工藝中,預成型體的性能對成型工藝參數的制定以及最終復合材料制件的質量都有較大的影響。預成型技術[2]通過選擇適當結構的纖維集合體及排布方式,用一定的定位膠黏劑進行處理,對預成型織物進行保型,使得預成型體具有和制件相近的形狀和尺寸[3]。國外從20世紀90年代開始,Ko,Scardino和McCarthy等對不同機織物的可成型性、預成型方法以及預成型體的滲透率進行了研究[4-6],Long對織物層數對織物壓縮性能的影響進行研究,發現了織物在壓縮過程中會產生“嵌套效應”[7],Park等對預成型體壓縮過程中的更多機理及模擬問題進行了研究[8-9]。國內對于纖維預成型技術的研究較國外起步稍晚,但經過十多年的發展,對定型工藝、定型劑對預成型體壓縮性能和滲透性能都進行了較深入的研究[10-14]。不過目前,國內關于不同經編織物預成型體定型效果的研究比較少。近年來無屈曲織物(Non-Crimp Fabric,NCF,又稱經編織物)作為新型織物增強體,具有良好的可設計性、尺寸穩定性、成型性及優異的力學性能[15-17],廣泛應用于能源、航空航天等領域[18-19]。因此,本文在雙馬定型劑總含量相同的情況下,選用三種不同的經編織物,制備相同鋪層的預成型體,通過比較織物預成型體的定型效果、壓縮性能及滲透性能,研究了三種不同經編織物定型效果及RTM工藝性能的差異,從而確定能使RTM工藝性能更優異的經編織物,為國內經編織物在RTM工藝中的應用和改進提供初步的理論、數據支撐。
1 實驗材料與方法
1.1 實驗材料
單軸、雙軸、四軸三種不同國產T300碳纖維經編織物,單軸經編織物單位面積質量166 g/m2,雙軸經編織物單位面積質量332 g/m2,四軸經編織物單位面積質量664 g/m2,威海拓展纖維有限公司;雙馬來酰亞胺樹脂定型劑,RTM雙馬來酰亞胺樹脂,中航工業復合材料技術中心。
1.2 帶定型劑經編織物制備
選用三種國產T300碳纖維經編織物,分別為U(Uniaxial)單軸(0°)經編織物,B(Biaxial)雙軸(+45°/-45°)經編織物,Q(Quadriaxial)四軸(0°/+45°/90°/-45°)經編織物,如圖1所示。采用機械振動法,將定型劑粉末均勻鋪撒在三種國產T300碳纖維經編織物表面,并用紅外燈加熱定型劑使其附著在織物表面,連續化制備預定型織物。設計定型劑的質量含量均為5%,定型前定型劑在織物表面的分布情況如圖2所示。
1.3 定型劑表征
根據所選用定型劑的黏溫特性及其與樹脂的相容性,確定采用與雙馬來酰亞胺樹脂相匹配的雙馬定型劑,并將粒徑范圍為125~375 μm的粉末狀定型劑均勻鋪撒在經編織物表面[20]。
通過示差掃描熱量法(DSC)、黏溫特性和恒溫流變試驗,分別研究定型劑的化學反應特性及黏溫特性,確定定型劑的定型工藝溫度及工藝時間,保證定型劑定型工藝性及在后續工藝過程中與樹脂的相容性。
1.4 定型效果評價
1.4.1 預成型體定型
織物按照設計尺寸裁剪并按照設計鋪層方式鋪層,得到未定型預成型體。根據預成型體外形及定型溫度,選擇相應形狀模具(平板模具或矩形模具),將預成型體置于模具上用真空袋及輔料進行密封,然后在真空-0.1 MPa、100 ℃條件下保持60 min,待系統隨爐冷卻到室溫后卸壓。
1.4.2 C型回彈試驗
采用自制的C型回彈試驗測試裝置,如圖3所示。C型回彈試驗中試樣的尺寸為165 mm×50 mm,試驗采用的鋪層方式為[0/90/45/-45]2s,總纖維層數為16層,即分別鋪覆16層單軸經編織物,8層雙軸經編織物,4層四軸經編織物。將預成型體對稱橫向鋪覆在寬度為45 mm的矩形模具上,保證試樣下垂兩翼長均為60 mm,按照預成型體定型方法進行定型。卸壓后在15 min、1 h、4 h、16 h時使用高分辨相機記錄預成型體兩翼張開狀態并用圖像處理軟件測量預成型體兩翼張角。
1.4.3 壓縮回彈試驗
壓縮回彈試驗中,試樣尺寸為200 mm×100 mm,試驗采用的鋪層方式為[0/90/+45/-45]2s,總纖維層數為16層,即分別鋪覆16層單軸經編織物,8層雙軸經編織物,4層四軸經編織物。將預成型體置于平板模具上,按照預成型體定型方法進行定型。卸壓后在0、12、24、48、72 h時使用厚度規測量預成型體厚度。
1.5 預成型體厚度壓縮特性試驗
采用自制的織物厚度方向壓縮測試裝置,如圖4所示。該裝置配備力學傳感器和激光位移傳感器,用于測量織物厚度壓縮過程中的壓力和位移,裝置同時還配備了一個加熱底座,能將預成型體加熱到預定試驗溫度。試樣尺寸為75 mm×75 mm, 按[0/90/+45/-45]2s進行鋪層,總纖維層數為16層。
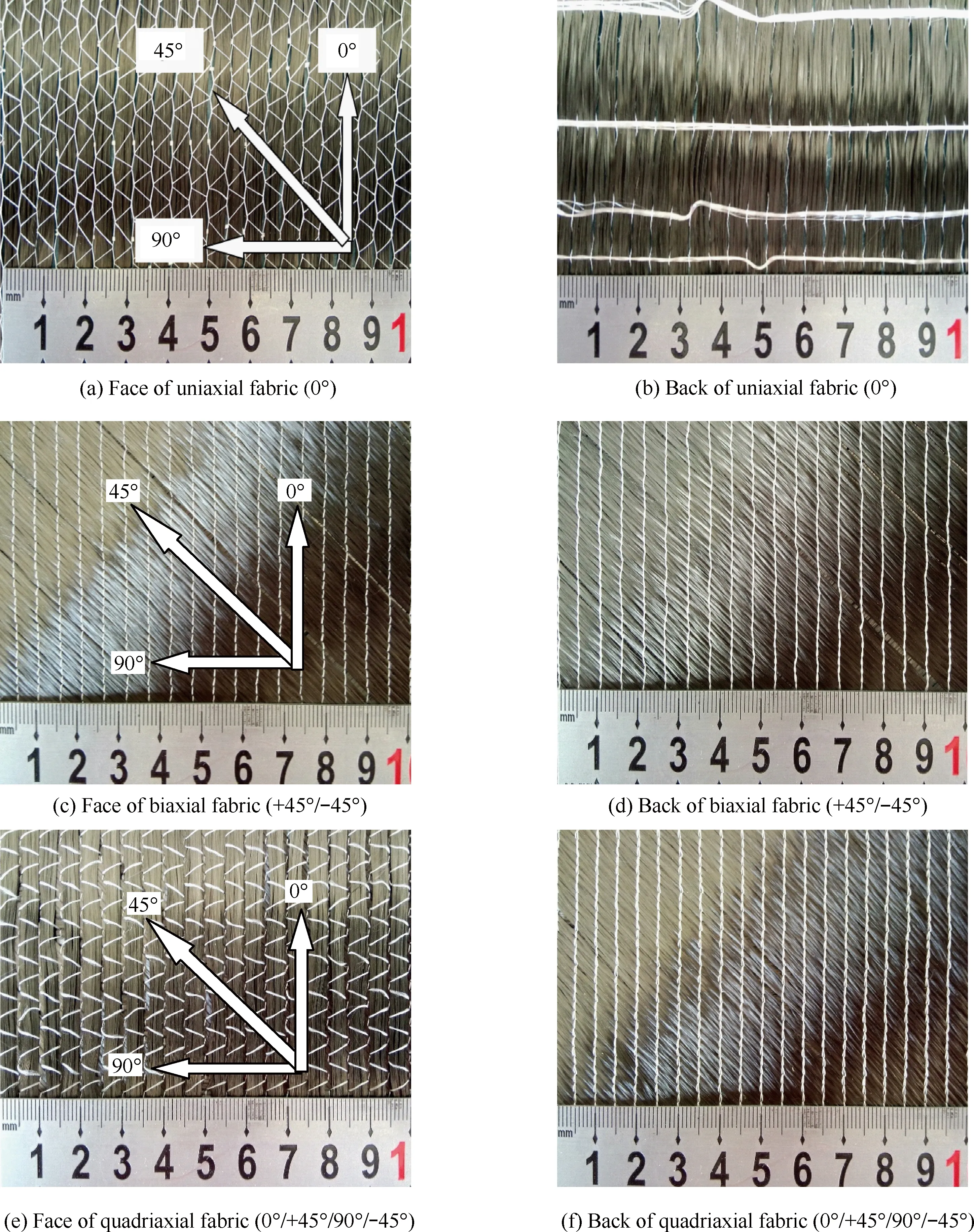
圖1 不同經編織物組織結構Fig.1 Structure of different warp knitted fabrics
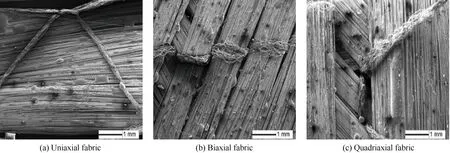
圖2 定型前定型劑在經編織物表面分布的SEM圖Fig.2 SEM results of distribution of tackifier on fabric surface before setting
圖3 C型回彈測試裝置Fig.3 Testing setup for C-shape springback
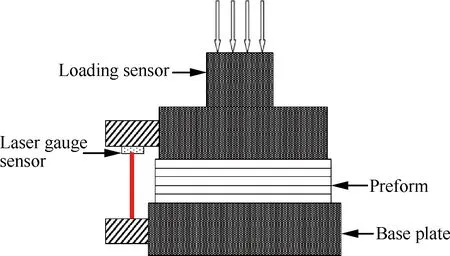
圖4 厚度壓縮測試裝置Fig.4 Testing setup for thickness compression
將待測試樣鋪放在試樣臺上,施加5 kPa預壓力,然后以1 mm/min的速度加載,記錄不同壓力下的預成型體厚度,壓力達到550 kPa時停止試驗,隨后卸載,靜置試樣20 min,使預成型體厚度獲得充分回彈,隨后進行下一次壓縮循環,每個試樣進行三次循環試驗[21-22]。
1.6 預成型體面內滲透率測試
面內滲透率測試裝置及示意圖,如圖5所示。試樣尺寸為200 mm×100 mm,按[0/90/+45/-45]2s進行鋪層并進行定型,總鋪覆層數為16層。設計纖維體積分數為55%,通過控制墊片厚度以控制預成型體纖維體積分數。以食用油作為等代流體進行滲透試驗,常溫下其黏度為0.065 Pa·s。從流體接觸纖維鋪層時開始計時,記錄流體前峰每流過10 mm所用的時間為t。每種材料至少進行三次重復試驗。
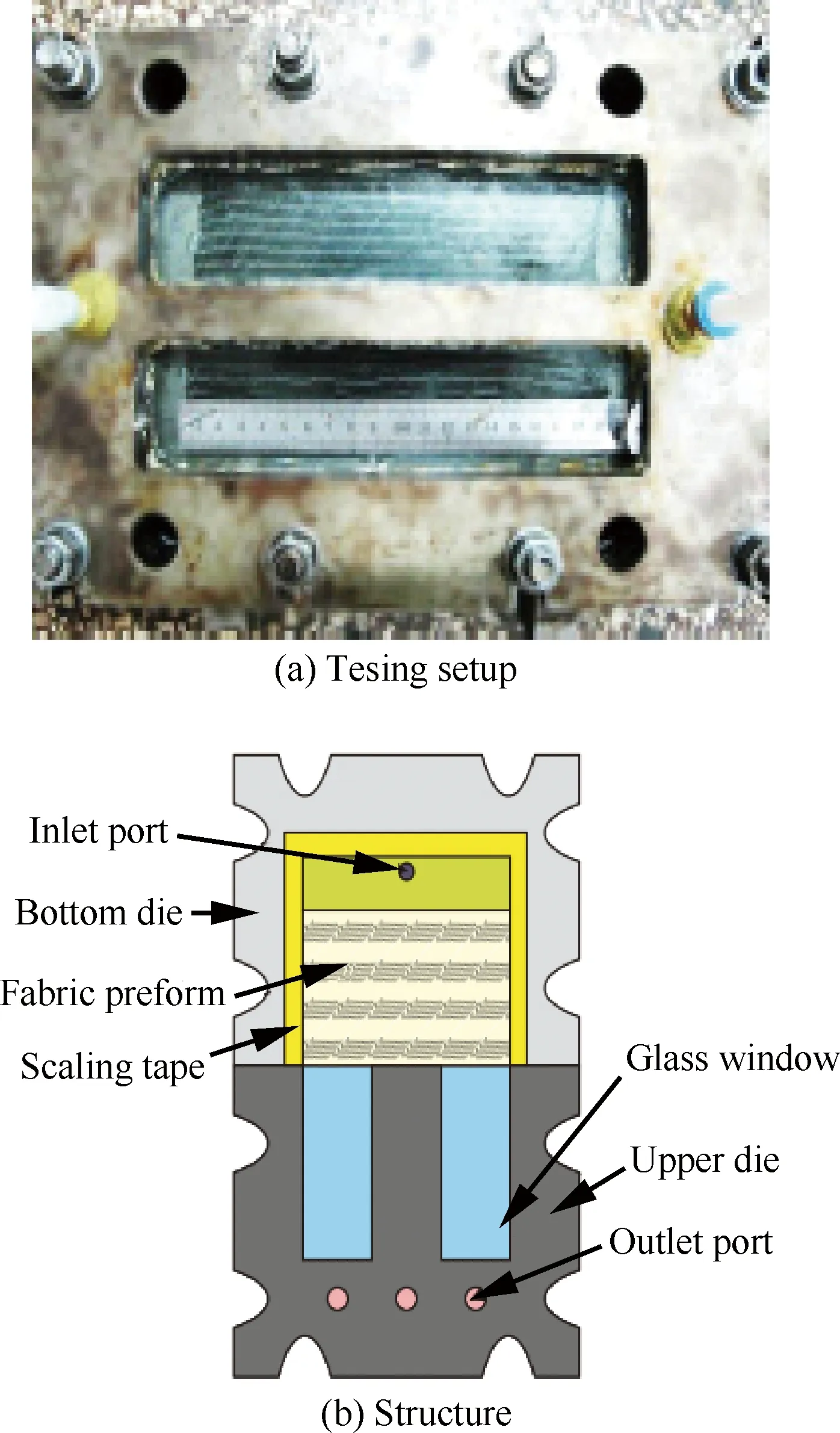
圖5 面內滲透率測定裝置及結構Fig.5 Testing setup and structure for in-plane permeability
樹脂在預成型體中的流動浸潤可以視為是一種滲流過程,由于一維單向流動主要指單管流動或二維線形流動,其中二維線形注射在理想情況下流動前峰是平移推動的,在垂直于流動方向上不發生質流交換,從而實際樹脂填充過程也是一維單向流動的效果,其流動規律應遵從Darcy定律。對流動時間t與流動距離的平方x2作圖,可以求得滲透率[23]

(1)
式中:K為預成型體滲透率,m2;B為t-x2擬合曲線的斜率,s/m2;η為樹脂黏度,Pa·s;P為注射壓力,Pa;φ為孔隙率。
2 實驗結果及分析
2.1 定型工藝的確定
2.1.1 固化行為

圖6 定型劑的DSC圖譜Fig.6 DSC results of tackifier
圖6為雙馬定型劑DSC圖譜,Exothermic方向表明DSC曲線向上的峰為放熱峰。如圖6所示,36.5 ℃為定型劑的軟化點,157 ℃為雙烯加成反應,225 ℃為Diels-Alder加成反應。根據定型劑的使用工藝要求,在定型溫度下應具有表面黏性,且化學反應發生較為緩慢,因此定型溫度范圍應高于其熔融溫度,但低于雙烯加成反應溫度,即大于36.5 ℃,小于157 ℃。
2.1.2 黏溫特性
圖7為雙馬定型劑的黏溫特性曲線,升溫速率為15 ℃/min。如圖7所示,雙馬定型劑在120 ℃開始交聯,凝膠開始。90 ℃以下,定型劑黏度較高,很難流動。而在90 ℃以上,120 ℃以下,雙馬定型劑的黏度較小,適合定型劑的流動。
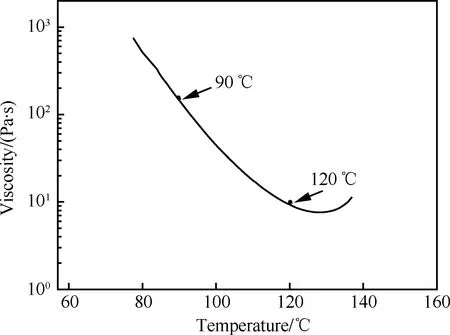
圖7 定型劑黏溫曲線Fig.7 Viscosity curve of tackifier
2.1.3 恒溫流變
圖8為雙馬定型劑恒溫流變匯總圖。對定型劑分別做了90、100、110、120 ℃四個溫度的恒溫流變試驗,由于在110和120 ℃時凝膠時間較短,工藝控制較難;90 ℃時凝膠時間太長,不利于提高試驗效率,所以選擇100 ℃作為定型溫度。而定型時間一般在凝膠時間的1/4~1/2之間[24],因此選擇定型時間為60 min。
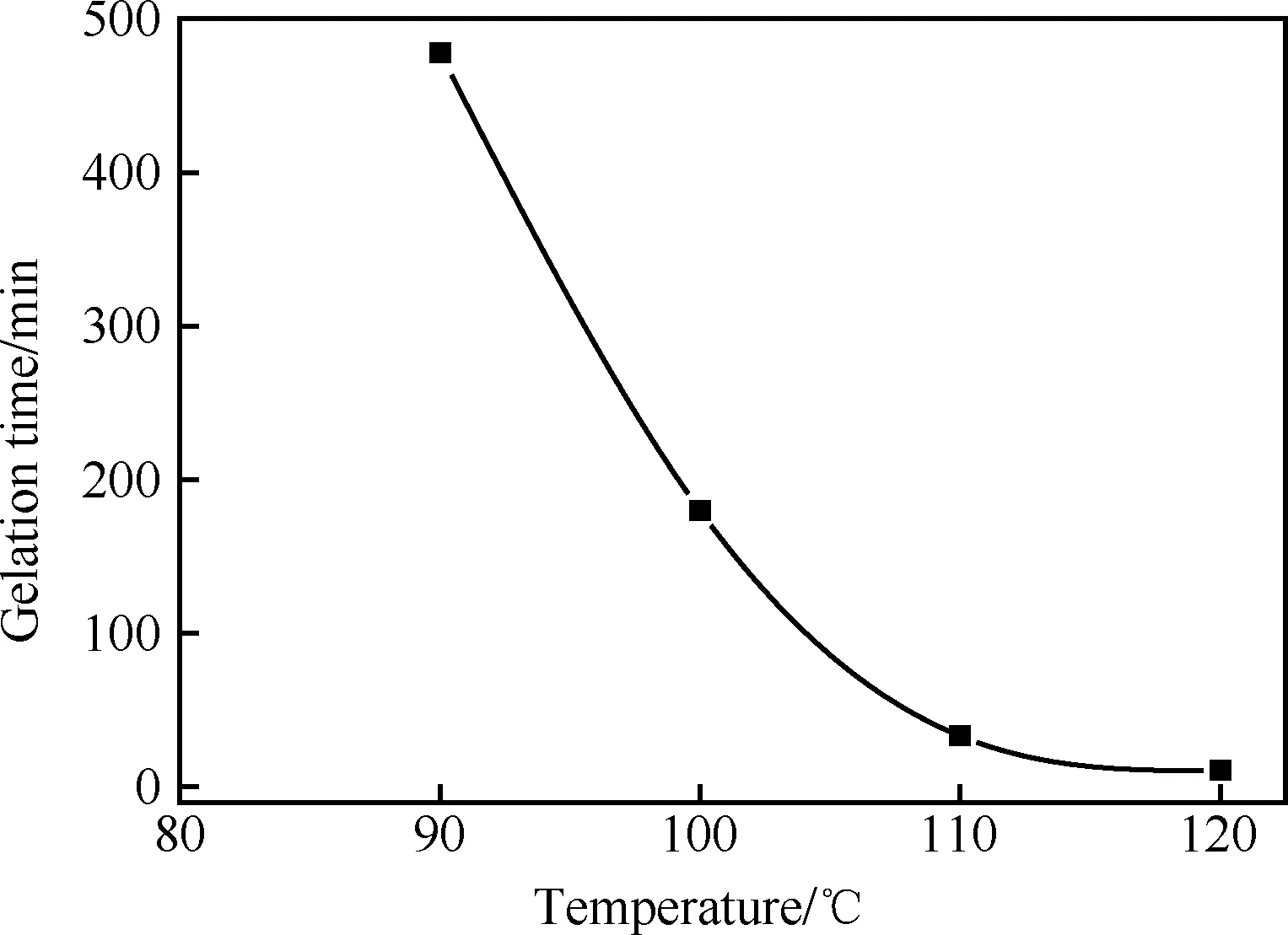
圖8 恒溫流變匯總圖Fig.8 Summary figure of isothermal rheology
2.1.4 定型工藝
通過對雙馬定型劑DSC測試和黏溫特性及恒溫流變分析,最終確定了定型工藝,在100 ℃保溫60 min,在此溫度下定型劑具有表面黏性,且化學反應較為緩慢,保溫60 min,交聯度較小,有較好的定型效果。定型后,定型劑在經編織物表面的分布狀況如圖9所示。
2.2 不同經編織物定型效果
不同經編織物預成型體C型回彈和厚度回彈試驗結果如圖10(a)和圖10(b)所示,試驗結果反映了預成型體在卸去外力后厚度方向和帶曲率異形部位保持定型所賦形狀的能力。
通過圖10(a)可以發現,預成型體C型回彈曲線主要分為三個階段。第一階段為剛卸去壓力至10 min時,三種預成型體瞬間均發生了較大程度的回彈,B織物預成型體產生了10°的回彈,而U和Q織物預成型體回彈程度較小。第二階段為1~4 h,此階段中隨著回彈時間的增加,角度回彈值緩慢增加。第三階段為4~16 h后,預成型體角度回彈曲線繼續緩慢增加,到最后角度回彈曲線基本保持水平,角度回彈基本達到最大值。從圖10(b)中曲線可以看出,預成型體厚度回彈試驗結果和C型回彈試驗結果相似。預成型體在壓力卸去后厚度開始反彈,隨著時間延長,厚度反彈速率減緩,最后厚度回彈曲線基本趨于水平,厚度回彈量達到最大。
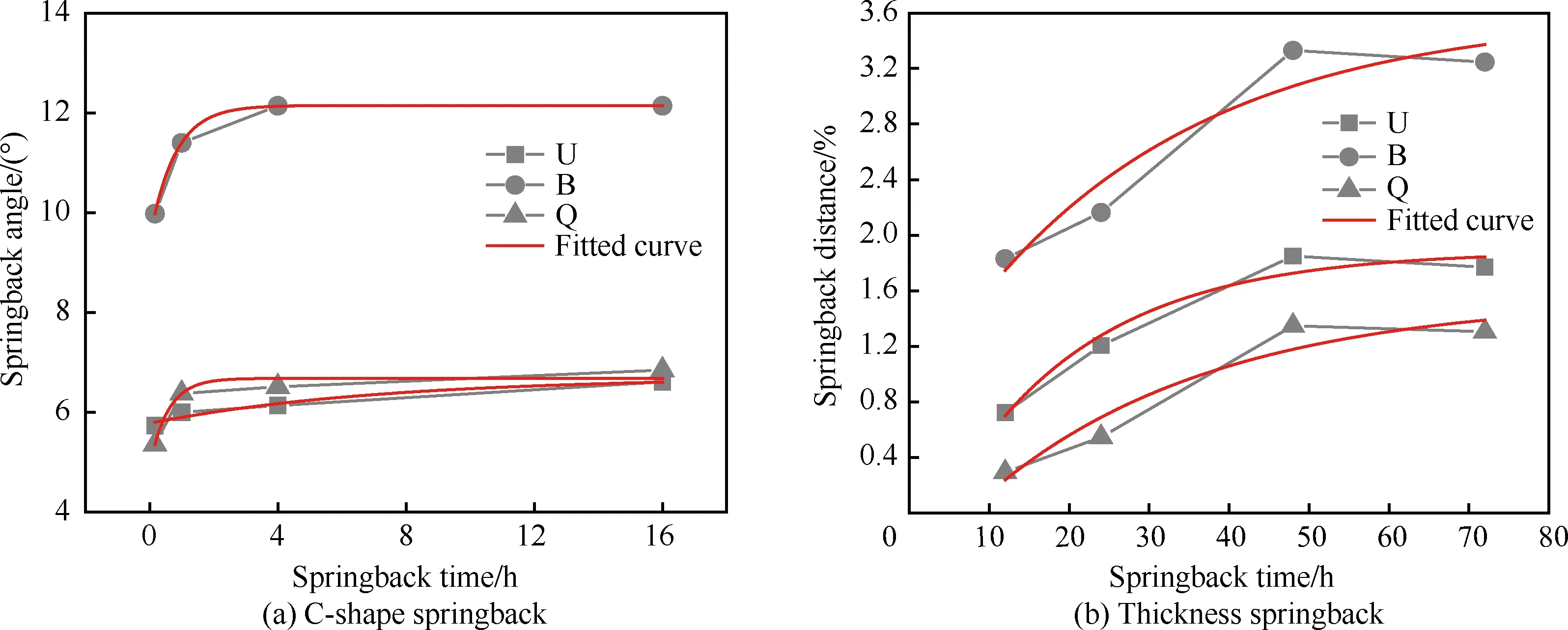
圖10 預成型體C型回彈和厚度回彈結果Fig.10 Results of C-shape springback and thickness springback of perform
對比不同經編織物預成型體的C型回彈和厚度回彈試驗結果,如圖2和圖9所示,在定型前,定型劑以橢球顆粒和扁平狀分布在三種經編織物的纖維束上、束間及經編線上,定型后,定型劑都是以扁平狀均勻分布在三種經編織物的纖維束上、束間及經編線上。說明定型后扁平狀的定型劑更貼合織物表面,在表面占據了更大的面積,定型劑的定型能力更好。但是,表1為不同經編織物的纖維束結構參數,根據表1可以看出,B雙軸經編織物的纖維束寬較小,纖維束較細,曲率大,因此壓縮后纖維束與定型劑可粘接的面積小,纖維束受定型劑影響較小,定型能力較差,回彈值較大,最終回復后的回彈角和厚度回彈量最大。而U單軸經編織物和Q四軸經編織物的纖維束寬相近且都比較寬,纖維束間距較大,壓縮后纖維束與定型劑可粘接的面積大,纖維束受定型劑影響較大,定型能力好,回彈值較小。因此U單軸經編織物和Q四軸經編織物定型效果比B雙軸經編織物更好,并且相似,最終的回彈角和厚度回彈量均較小。
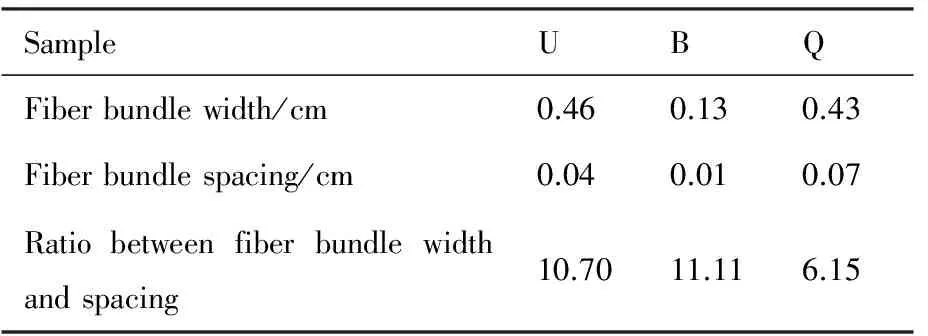
表1 不同經編織物的纖維束結構參數
2.3 不同經編織物厚度壓縮特性
圖11為不同經編織物在鋪撒定型劑前后厚度壓縮試驗結果。織物厚度方向的壓縮性能對最終制件的質量來說非常重要,它將控制制件纖維體積分數、孔隙率、空隙尺寸等參數的變化,進而影響織物的滲透率和成型質量,并因此決定最終產品的質量和力學性能[25-27]。
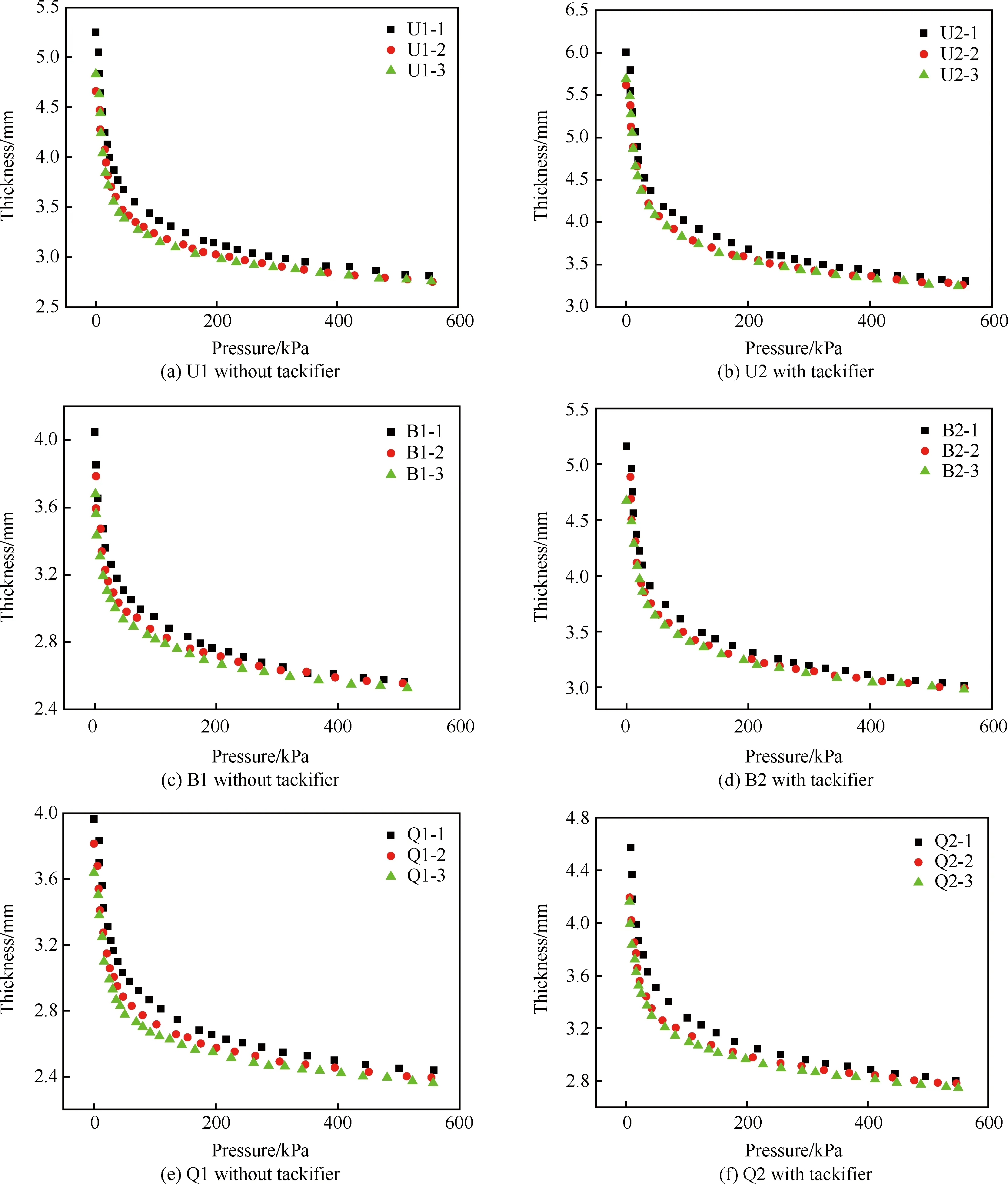
圖11 定型前后織物厚度壓縮試驗結果Fig.11 Tests result on thickness compression of fabrics before and after setting
從圖11中看出,三種經編織物預成型體的厚度壓縮效果相似,厚度-壓力曲線都可劃分為三個階段。第一階段預成型體厚度隨壓力增加呈線性趨勢快速降低,此階段預成型體厚度減小主要來自纖維束不斷填充織物層間和束間空隙;第二階段預成型體厚度隨壓力減小的幅度變小,曲線斜率絕對值逐漸變小,此階段織物層間和束間間隙逐漸消失,纖維束開始受壓變形;第三階段曲線為線性段,預成型體厚度隨壓力緩慢減小,此階段織物層間和纖維束間間隙已被填充殆盡,預成型體厚度的減小主要來自纖維束的受壓變形。
三種材料鋪撒定型劑前后的三次循環試驗結果相似。以Q四軸經編織物為例,第二次和第三次試驗中織物預成型體的初始厚度及較小壓力時的厚度均比第一次試驗減小,說明這部分厚度壓縮是在織物水平下的不可完全恢復的非彈性壓縮行為。兩次循環試驗結果,循環試驗曲線較為接近,說明這兩次壓縮過程基本是重復進行,這部分厚度壓縮是纖維束和經編線可恢復的彈性壓縮行為。但第三次試驗與第二次試驗相比,厚度還存在較小程度減小,說明后兩次循環試驗中仍存在少量織物水平下不可完全恢復的非彈性壓縮行為。
表2是鋪撒定型劑前后不同經編織物在幾個關鍵壓力點處的厚度及變化率,表中5.5 kPa為織物剛開始接觸時的壓力值,101 kPa為模擬真空壓力時的壓力值,505 kPa為較高壓力水平。從表中看出,對于相同纖維層數的預成型體,不論是否帶定型劑,由Q織物制備的預成型體的厚度均為最小,U織物制備的預成型體厚度均為最大;其次,在相同壓力下,鋪撒定型劑后Q織物預成型體的厚度變化率最小,U織物預成型體的厚度變化率最大。
分析產生以上現象的原因,首先當兩層織物壓縮時,每一層的纖維束均能向上、下兩層纖維層中的空隙進行滑動,這種纖維束填充空隙引起了多層纖維組成的預成型體的厚度減小;其次,厚度壓縮的試驗溫度為室溫,所以定型劑在整個壓縮過程中均為固態,阻礙纖維束向上、下兩層纖維中進行滑動。Q織物為四軸向經編織物,是用四層織物捆綁起來的織物組,采用經平和鏈式混合縫編,束縛點較多,分布均勻,有較大的預緊力,束縛作用明顯,Q織物之間不存在翹曲,并且在織物鋪覆時,在相同的模腔尺寸下,Q織物預成型體使用的織物層數最少,纖維束層間的滑移嵌套作用受定型劑的阻礙最小;而U織物為單層經編織物,采用經平縫編,束縛點較少,分布不均,預緊力較小,單層U織物之間會存在一定的翹曲,并且在織物鋪覆時,在相同的模腔尺寸下,U織物預成型體使用的織物層數最多,纖維束層間的滑移嵌套作用受到了定型劑較大程度的阻礙。這就是表2中厚度及厚度變化率均是U單軸經編織物預成型體最大,B雙軸經編織物預成型體次之,Q四軸經編織物預成型體最小的原因。三種織物預成型體在505 kPa時厚度較小,說明為達到目標纖維體積分數(厚度),Q四軸經編織物預成型體所需的壓力更小,厚度壓縮性能更優異。
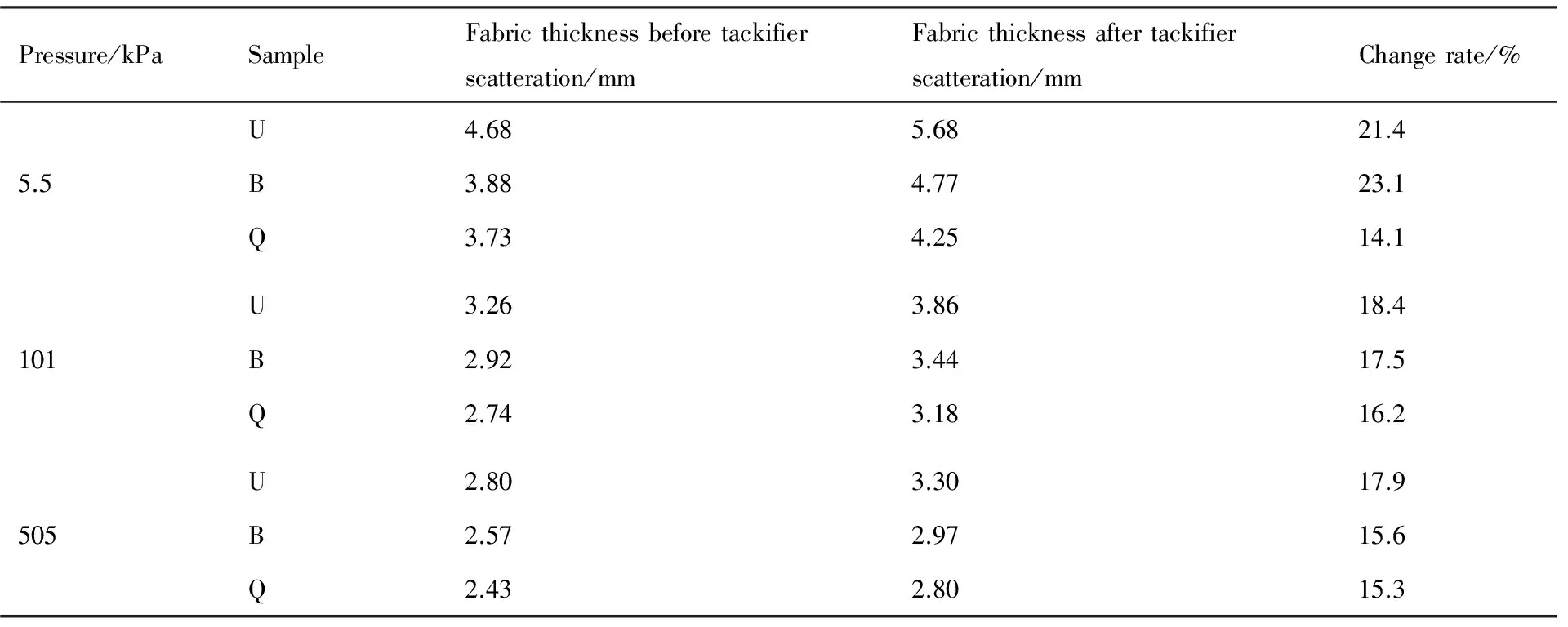
表2 鋪撒定型劑前后織物預成型體厚度及其變化率Table 2 Thickness and it’s change rate of fabric preform before and after tackifier scatteration
2.4 不同經編織物預成型體滲透特性
預成型體的面內滲透率主要取決于纖維織物的結構形式,預成型體空隙分布及其體積分數、壓實性對面內滲透率有較大的影響[28-30]。為了研究不同經編織物預成型體滲透率特性,對預成型體的面內滲透率進行測試,不帶定型劑織物面內滲透率和帶定型劑織物面內滲透率試驗結果如圖12所示。
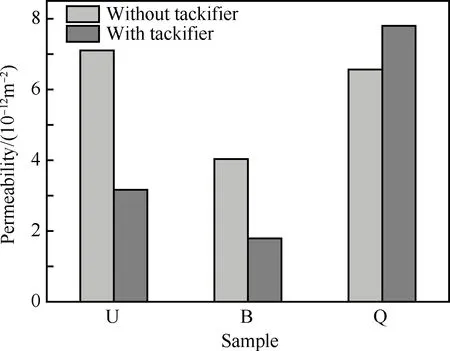
圖12 鋪撒定型劑前后織物預成型體滲透率結果Fig.12 Results of fabric preform permeability before and after tackifier scatteration
如圖12所示,對比不帶定型劑和鋪撒定型劑后預成型體面內滲透率,發現不帶定型劑織物中,U和Q織物預成型體的面內滲透率相當,B織物預成型體的面內滲透率最小。如表1所示,U織物為單軸向經編織物,采用經平縫編,經編線與0°層纖維方向一致,纖維束的溝槽均沿著纖維束方向分布,樹脂在面內層內流動容易,面內滲透率較高;Q織物為四軸向經編織物,采用經平與鏈式混合縫編,是用四層織物捆綁起來的織物組,由于經編線的預緊力使得纖維層之間結合緊密,在相同的模腔尺寸下,層數較少,樹脂在層間流動容易,面內滲透率較高;并且U和Q織物的纖維束細度較大,纖維束間距較大,縫編圈柱形成的間隙對于樹脂流動性能的影響較小,樹脂在注入過程中由于織物結構引起的纖維束空隙間宏觀流動較多,所以面內滲透率較大;而B織物為雙軸向經編織物, 采用鏈式縫編, 正背面纖維層方向相對經編線為±45°,其纖維束細度較小,纖維束間距較小,縫編圈柱形成的間隙對于樹脂流動性能有較大影響,縫編圈柱形成的間隙與纖維束方向成對角線角度,會對沿著纖維束流動的樹脂造成部分阻力,樹脂在注入過程中束間的宏觀流動較少,所以面內滲透率較小。
如圖12所示,定型后Q織物預成型體面內滲透率明顯增大,U和B織物預成型體的面內滲透率下降。分析得出預成型體面內滲透率對定型劑的響應行為主要表現在兩個方面:一方面,定型后,纖維束表面的定型劑會滲入纖維束內,纖維束發生收縮,纖維束間距增大,預成型體的面內滲透率增加;另一方面,鋪撒定型劑后,總體上預成型體的孔隙率會減少,從而預成型體的面內滲透率降低。如表1所示,U和B織物本身束寬和束間距之比相對較大,束間距相應較小,而定型劑粉末的粒徑在125~375 μm范圍內,與U和B織物束間距相近,導致定型劑粉末堵塞在部分纖維束間,減少預成型體的孔隙率,面內滲透率降低;并且U織物為單層織物,B織物為兩層織物捆綁起來的織物組,在相同模腔厚度下,層數較多,鋪撒定型劑后纖維壓縮緊密,織物每層之間空隙減小,樹脂主要沿著纖維束方向間的空隙流動,而由于定型劑的堵塞使得孔隙率降低,面內滲透率進一步降低,因此,總體表現為定型后,面內滲透率降低。對于Q織物,其織物本身束寬-束間距之比較小,雖然也會由于定型劑的堵塞引起孔隙率降低,但是,Q織物束間距較大,堵塞效果不如U和B明顯,纖維束收縮作用占主導,樹脂沿著纖維束方向間的空隙流動容易;并且Q織物的層數較少,雖然鋪撒定型劑后纖維壓縮緊密,每層之間空隙減小,但是仍有較大空隙,樹脂在層間流動容易,面內滲透率下降較小,因此,對于Q織物,鋪撒定型劑后引起的纖維束收縮,不但能夠抵消鋪撒定型劑對面內滲透率的降低,而且在總體上表現為定型后面內滲透率增大約15%。
3 結 論
1) 根據預成型體定型試驗結果,由C型回彈和厚度回彈試驗可以得出,單軸和四軸經編織物的保型性能對雙馬定型劑響應顯著,織物形狀保持率較高,而雙軸經編織物保型性能對雙馬定型劑響應較弱,織物保型性略差。
2) 根據預成型體厚度壓縮試驗結果,鋪撒定型劑后,四軸經編織物預成型體的厚度壓縮性能更優異,并且對于操作性能,當織物層數增加時,四軸經編織物鋪放簡單,操作性能最好,鋪覆效率高。綜上兩點,四軸經編織物在預定型工藝中具有較大的潛能。
3) 根據預成型體面內滲透率測試的試驗結果,不同經編織物預成型體面內滲透特性有較大差異,當定型劑在纖維束內的粘接占主導,將有利于面內滲透率的提高;而當定型劑在纖維束內的阻塞占主導,將降低面內滲透效果。
[1] 陳祥寶. 先進樹脂基復合材料的發展[J]. 航空材料學報, 1998, 20(3): 46-54.
CHEN X B. The development and application of advanced resin-based composite materials[J]. Journal of Aeronautical Materials, 1998, 20(3): 46-54 (in Chinese).
[2] 蔡吉喆, 肇研, 劉慧, 等. 新型RTM預成型體用定型劑的研制[J]. 復合材料學報, 2010, 27(1): 18-24.
CAI J Z, ZHAO Y, LIU H, et al. Research on novel tackifier for perform on RTM[J]. Acta Materiae Compositae Sinica, 2010, 27(1): 18-24 (in Chinese).
[3] 杜善義. 先進復合材料與航空航天[J]. 復合材料學報, 2007, 24(1): 1-12.
DU S Y. Advanced composite materials and aerospace engineering[J]. Acta Materiae Compositae Sinica, 2007, 24(1): 1-12 (in Chinese).
[4] KO F K. Preform fiber architecture for ceramic matrix performs[J]. Ceramic Bull, 1989, 68(2): 401-414.
[5] SCARDINO F L, KO F K. Triaxial woven fabrics[J]. Textile Research Journal, 1981, 51(2): 203-221.
[6] MCCARTHY S P, KIM Y R. Resin flow through fiber reinforcement during composite processing[J]. Society of Aerospace Material and Process Engineers, 1991, 22(3): 156-170.
[7] LONG A C. Design and manufacture of textile composites[M]. Cambridge: Woodhead Publishing Limited, 2005: 42-89.
[8] PARK T W, NA U J, LAN C. Compressive behavior of concrete cylinders confined by narrow strips of CFRP with spacing[J]. Composites Part B: Engineering, 2008, 39(7-8): 1093-1103.
[9] CHEN B X, CHOU T W. Compaction of woven-fabric preforms: Nesting and multi-layer deformation[J]. Composites Science and Technology, 2000, 60(12-13): 2223-2231.
[10] LI L, ZHAO Y, YANG J. An experimental investigation of compaction behavior of carbon non-crimp fabrics for liquid composite molding[J]. Journal of Materials Science, 2015, 50(7): 2960-2972.
[11] 張彥飛, 劉亞青, 杜瑞奎, 等. LCM成型工藝中纖維預成型技術研究進展[J]. 玻璃鋼/復合材料, 2006, 3(6): 42-45.
ZHANG Y F, LIU Y Q, DU R K, et al. Research progress in tackified fiber perform technology for LCM[J]. Fiber Reinforced Plastics/Composites, 2006, 3(6): 42-45 (in Chinese).
[12] 李龍, 段躍新, 李超, 等. 雙軸向經編織物T700/BMI6421復合材料力學性能[J]. 復合材料學報, 2011, 28(6): 92-97.
LI L, DUAN Y X, LI C, et al. Mechanical properties of biaxial warp-knitted fabric T700/BMI6421 composites[J]. Acta Materiae Compositae Sinica, 2011, 28(6): 92-97 (in Chinese).
[13] 李陽, 肇研, 劉剛, 等. 國產CCF300碳纖維及其NCF織物的性能[J]. 航空學報, 2014, 35(10): 2889-2900.
LI Y, ZHAO Y, LIU G, et al. Properties of domestic CCF300 carbon fiber and its NCP fabrics[J]. Acta Aeronautica at Astronautica Sinica, 2014, 35(10): 2889-2900 (in Chinese).
[14] 李麗英, 孟松鶴, 張濤, 等. 定型劑對單軸向經編織物復合材料力學性能影響的實驗研究[J]. 復合材料學報, 2014, 31(2): 304-316.
LI L Y, MENG S H, ZHANG T, et al. Experimental study on effects of tackifier on mechanical properties of composites reinforced by uniaxial warp-knitting fabrics[J]. Acta Materiae Compositae Sinica, 2014, 31(2): 304-316 (in Chinese).
[15] 丁江平, 潘利劍, 范欣愉, 等. 國產CCF300碳纖維4軸向無屈曲織物層合板力學性能對比研究[J]. 高科技纖維與應用, 2010, 35(5): 26-31.
DING J P, PAN L J, FAN X Y, et al. Study on the mechanical properties of domestic CCF300 carbon fiber four axial directions non-crimp fabric laminates[J]. Hi-Tech Fiber & Application, 2010, 35(5): 26-31 (in Chinese).
[16] 何海東, 賈玉璽, 丁妍羽, 等. 無彎曲纖維織物面內滲透率的結構相關性[J]. 復合材料學報, 2011, 28(5): 70-76.
HE H D, JIA Y X, DING Y Y, et al. Structure relationship of the in-plane permeability of non-crimped fabrics[J]. Acta Materiae Compositae Sinica, 2011, 28(5): 70-76 (in Chinese).
[17] 杜洪雨, 柳作宇, 劉杰. 大型民用飛機復合材料承壓框結構及工藝發展[C]∥第17屆全國復合材料學術會議, 2012: 10.
DU H Y, LIU Z Y, LIU J. Structure & process methods development of composite aft pressure bulkhead for large civil aircraft[C]∥17th National Conference on Composite Materials, 2012: 10 (in Chinese).
[18] LEBRUN G, BUREAU M N, DENAULT J. Evaluation of bias-extension and picture-frame test methods for the measurement of intraply shear properties of PP/glass commingled fabrics[J]. Composite Structures, 2003, 61(4): 341-352.
[19] HARRISON P, ABDIWI F, GUO Z, et al. Characterising the shear-tension coupling and wrinkling behaviour of woven engineering fabrics[J]. Composites Part A: Applied Science & Manufacturing, 2012, 43(6): 903-914.
[20] 烏云其其格, 益小蘇. RTM雙馬樹脂用定型劑研究[J]. 玻璃鋼/復合材料, 2008, 27(5): 37-40.
WUYUN Q Q G, YI X S. Research on the tackifier for RTM bismaleimide-based resin[J]. Fiber Reinforced Plastics/Composites, 2008, 27(5): 37-40 (in Chinese).
[21] CHEN B, CHOU T W. Compaction of woven-fabric preforms in liquid composite molding processes:single-layer deformation[J]. Composites Science and Technology, 1999, 59(10): 1519-1526.
[22] HOESA K, DINESCUA D, SOL H. Study of nesting induced scatter of permeability values in layered reinforcement fabrics[J]. Composites Part A: Applied Science & Manufacturing, 2004, 35(12): 1407-1418.
[23] 張嘉陽, 劉剛, 李龍. 國產CCF300碳纖維單向織物液體成型工藝性及其復合材料力學性能[J]. 復合材料學報, 2016, 33(1): 17-26.
ZHANG J Y, LIU G, LI L. Processability of domestic CCF300 carbon fiber unidirectional fabrics for liquid molding and mechanical properties of their composites[J]. Acta Materiae Compositae Sinica, 2016, 33(1): 17-26 (in Chinese).
[24] 馬悅, 李煒, 梁子青. 經編多軸向織物的壓縮性能研究[J]. 材料工程, 2007, 33(11): 28-32.
MA Y, LI W, LIANG Z Q. Compressibility and spring-back behavior of multi-axial warp knitting fabric[J]. Journal of Materials Engineering, 2007, 33(11): 28-32 (in Chinese).
[25] 劉剛, 李偉東, 李龍, 等. “離位”增韌預成型體壓縮特性[J]. 復合材料學報, 2015, 32(4): 1194-1200.
LIU G, LI W D, LI L, et al. Compaction properties of “exsitu” toughened preforms[J]. Acta Materiae Compositae Sinica, 2015, 32(4): 1194-1200 (in Chinese).
[26] 郭啟微, 吳曉青. 復合材料中平紋機織物的壓縮性能[J]. 紡織學報, 2008, 29(5): 42-45.
GUO Q W, WU X Q. Compressibility of plain-woven fabrics in composite[J]. Journal of Textile Research, 2008, 29(5): 42-45 (in Chinese).
[27] 陳萍, 李宏運, 陳祥寶. 鋪層方式對織物滲透率的影響[J]. 復合材料學報, 2001, 18(1): 30-33.
CHEN P, LI H Y, CHEN X B. Effect of layers on permeability[J]. Acta Materiae Compositae Sinica, 2001, 18(1): 30-33 (in Chinese).
[28] LOUIS M, HUBER U. Investigation of shearing effect on the permeability of woven fabrics and implementation into LCM simulation[J]. Composites Science and Technology, 2003, 63(14): 2081-2088.
[29] 李文曉, 薛元德. 樹脂傳遞模塑工藝中滲透率的測定[J]. 建筑材料學報, 2000, 3(3): 258-263.
LI W X, XUE Y D. Permeability measurement in resin transfer molding[J]. Journal of Building Material, 2000, 3(3): 258-263 (in Chinese).
[30] 祝君軍, 段躍新, 陳吉平, 等. 碳纖維經編織物定型參數及滲透特性[J]. 復合材料學報, 2012, 29(3): 42-48.
ZHU J J, DUAN Y X, CHEN J P, et al. Packifier parameters and permeability characteristics of non-crimp stitched carbon fabrics[J]. Acta Materiae Compositae Sinica, 2012, 29(3): 42-48 (in Chinese).
Influenceofdifferentwarpknittedfabricsonprocessabilityandpermeabilityofpreform
WUKaiwen1,YANGJin2,LILong2,ZHAOXiaoran2,LIUGang3,LIShaoliang4,ZHAOYan2,*
1.SchoolofEnergyandPowerEngineering,BeihangUniversity,Beijing100083,China.SchoolofMaterialsScienceandEngineering,BeihangUniversity,Beijing100083,China3.BeijingInstituteofAeronauticalMaterials,AVICCompositesCenter,Beijing100095,China4.MilitaryRepresentativeOfficeofAirForceBeijing,Beijing100038,China
Inthepaper,uniaxial,biaxialandquadriaxialwarpknittedfabricsmadeofdomesticT300carbonfibers-plainwerestudied,andtestsonthesetttingeffect,compressibilityandpermeabilityofthepreformswerecarriedouttoshowtheinfluenceofdifferentwarpknittedfabricsonsettingprocessabilityandpermeabilitywiththesamesettingprocessandamountoftackifer.ItisfoundthatduringtestsonspringbackofC-shapeandthickness,thespringbackofthethicknessofthequadriaxialfabricisabout1.2%andthespringbackoftheC-shapeofthequadriaxialfabricis6°,quadriaxialfabric’sshape-fixingperformanceisthebestwiththesamemassfraction.Besides,theformingresultschangeswithfiberbeamwidthandbeamspacing.Thetestofpreformcompressibilityshowsthatthequadriaxialfabricisthebest.Thetestofpermeabilityofthepreformin-planeshowsthatquadriaxialpreform’sin-planepermeabilityincreasesbyabout15%afterthescatterationoftheresin.ItisconfirmedthatthequadriaxialfabrichasthebestRTMprocessperformanceandshape-fixingperformanceafterthesameamountofresinisscatteredonthewarpknittedfabric.
warpknittedfabrics;RTM;tackifier;preform;composites
2017-03-11;Revised2017-04-05;Accepted2017-04-11Publishedonline2017-05-190927
URL:http://hkxb.buaa.edu.cn/CN/html/20171023.html
.E-mailjennyzhaoyan@buaa.edu.cn
http://hkxb.buaa.edu.cnhkxb@buaa.edu.cn
10.7527/S1000-6893.2017.421238
V258+.3
A
1000-6893(2017)10-421238-12
2017-03-11;退修日期2017-04-05;錄用日期2017-04-11;< class="emphasis_bold">網絡出版時間
時間:2017-05-190927
http://hkxb.buaa.edu.cn/CN/html/20171023.html
*
.E-mailjennyzhaoyan@buaa.edu.cn
吳凱文,楊晉,李龍,等.不同經編織物對預成型體定型工藝性及滲透特性的影響J. 航空學報,2017,38(10):421238.WUKW,YANGJ,LIL,etal.InfluenceofdifferentwarpknittedfabricsonprocessabilityandpermeabilityofpreformJ.ActaAeronauticaetAstronauticaSinica,2017,38(10):421238
(責任編輯:李世秋)
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29