軋制孔型對冷鐓鋼開裂影響簡析
2017-11-28 08:27:46韓發水
商情 2017年38期
韓發水
[摘要]本鋼每月都要為下游用戶生產數萬噸的冷鐓鋼線材,在成品檢驗過程中,常因出現冷鐓開裂現象而被判為廢品,為了降低廢品率,主要探討冷鐓鋼在生產過程中軋件耳子對冷鐓開裂的影響,及控制措施。
[關鍵詞]冷鐓鋼;冷鐓開裂;折疊;耳子
隨著制造技術的進步,許多標準件產品的生產工藝也發生重大變化。冷鐓鋼主要用于制造螺栓等70%以上的總變形量,所以其具有內部組織致密,產品機械性能好,生產效益好,材料利用率高,尺寸精度高等優點,使冷鐓鋼的消耗使用量不斷增大。但因冷鐓檢驗過程中經常出現表面開裂現象,出現廢品,是冷鐓鋼軋制過程的一個難題,本鋼北營軋鋼廠通過修改軋制參數,改進孔型配置,有效減少了冷鐓鋼實驗開裂傾向。
1冷鐓開裂現象統計
1.1全卷出現裂紋開裂現象偶爾批量發生,基本是由于導衛老化、損壞、料型折疊等原因產生的,這種現象容易發現也容易控制。
1.2線材表面斷續出現不規律位置劃傷導致開裂現象,產生原因涉及全線的導衛、導槽,事故點較多,查找具體原因較困難,有時需要在整條生產線排查。
1.3大部分開裂在盤卷的頭尾20圈以內比較嚴重,且規律明顯。軋制冷鐓鋼需要提前按5圈、10圈、15圈、20圈分別進行檢驗。為保證成品合格,根據不同規格,需要將盤園頭尾分別切去10圈以上,大量的切損嚴重影響成材率。
2產生冷鐓開裂原因分析
2.1在連軋生產過程中,由于粗中軋不便于設立活套,因此機架間采用微張力軋制原理通過控制軋機間速度微張力方法實現連續生產,一旦機架間張力消失便出現軋件頭尾大局部過充滿的現象。
2.2軋件頭尾兩端在軋槽內極易產生過充滿現象,部分金屬溢出軋槽外形成耳子,下道軋機不能保證在耳子垂直方向軋制,一旦傾倒便產生折疊。最容易觀察就是中軋末架后切頭尾,經常發現耳子存在。
2.3由于北營高線實際設備的限制,每道次孔型充滿度都在80%以上,有的甚至更多。如果某架導衛安裝不正或者調整不規范,當壓下量較大時,頭尾就可能產生較嚴重耳子,此時觀察中間料型則是欠充滿狀態。
2.4冷鐓開裂對耳子反映敏感的根本原因是由于耳子產生的折疊痕跡或者叫折疊缺陷。軋制過程中極其微小的折疊甚至輕微表面劃痕都可能導致冷鐓開裂,因此研究控制耳子如何產生的折疊條件,避免產生折疊,最終減少冷鐓鋼產生開裂傾向。
3控制軋件耳子對冷鐓開裂的影響措施
3.1減少軋件頭尾耳子的產生
3.1.1中軋兩條線同時生產時,保證兩線首架軋制面尺寸差達到最小,避免因兩線流量不一致導致的某一條線張力過大產生頭尾耳子。
3.1.2合理調整軋制參數,機架間保證盡可能小的張力狀態,提高導衛扶正軋件能力,減小軋件的通條尺寸差。
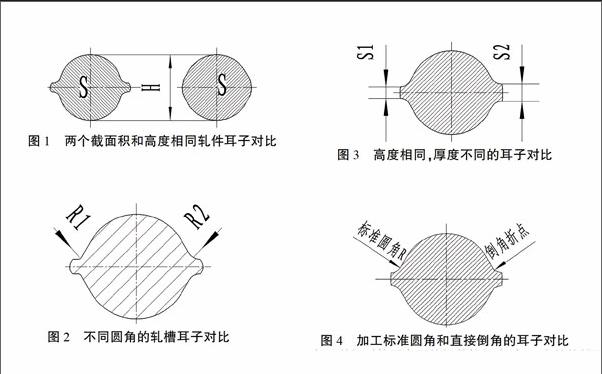
3.1.3對充滿度較高且工藝上允許修改的孔型進行加寬調整,這樣在截面積一致的條件下,可以避免耳子的產生(見圖1),圖1為兩個截面積s和高度H完全相同的兩個軋件,耳子產生折疊幾率明顯不同。
3.1.4合理分配各道次的壓下量,盡量使各架軋槽充滿度平均,盡量避免個別架次的過充滿現象產生。
3.1.5提高導衛調整安裝精度是控制頭尾耳子最為直接且有效的辦法。
3.2減小耳子對冷鐓開裂的影響
由于工藝條件的限制,不能對充滿度較高的孔型進行加寬修改時,頭尾耳子在該架次就很難徹底避免(此時的耳子一般都非常小,成品出現冷鐓開裂時也很難判斷是此種現象產生的)。需要對此種現象進行有效控制。
3.2.1軋制孔型設計時都有過渡圓角,目的就是防止產生耳子時避免折疊產生。通過增大軋槽圓角R的尺寸(圖2),相對于R1,R2可減小耳子產生折疊的趨勢,但耳子較高時仍會產生折疊痕跡。
3.2.2增加輥縫的尺寸,配合適當的過渡圓角,軋件出現較厚的耳子不但提高了調整量(圖3),還可減小下道次產生折疊的傾向。
3.2.3加工軋槽時一般采用倒角的方式替代圓角,在軋件耳子部位將形成明顯的折線,耳子易在折點處易傾倒形成折疊。故加工軋槽采用標準的成型刀具加工過渡圓角有利于減少折疊的傾向(圖4)。
3.2.4加工軋輥時使用專用軋輥數控機床,加工出的軋槽不但表面光潔度好,而且上下軋槽各部位尺寸一致,軋制穩定性好;圓弧倒角沒有任何過渡痕跡,且光潔度高,可以有效減少冷鐓裂紋出現。
4結論
4.1冷鐓鋼由于防止開裂的特點,是盤圓生產中工序質量要求較高的鋼種,不但要求較高的軋槽表面質量,而且對各軋制工序的料型控制要求非常嚴格。
4.2采用合理的孔型系統可以有效改善冷鐓開裂傾向。
4.3通過孔型的精確加工可以提高冷鐓鋼產品質量,更為生產操作創造有利條件。endprint
