輕量化材料焊接車間智能化要素分析
2017-11-29 07:02:37周安亮王德成
中國工程科學 2017年5期
周安亮,王德成
(機械科學研究總院,北京 100044)
輕量化材料焊接車間智能化要素分析
周安亮,王德成
(機械科學研究總院,北京 100044)
本文從輕量化材料焊接最終目標和需求、數字化和智能化技術發展趨勢、焊接車間柔性構建三個維度出發,結合先進制造車間智能化和焊接工藝數字化技術發展趨勢,分析得出了輕量化材料焊接車間智能化需滿足的焊接控制管理實時化、焊接過程質量控制閉環化、焊接性分析數據化、焊接工藝分析智能化、快速互換裝夾(柔性化)、焊縫質量檢測工具化、焊接生產管理數字化、焊接基礎數據庫無紙化八大基本要素,并對這些要素分別進行了闡述,相關結論可以作為焊接車間智能化改造或新建的參考。
焊接工藝;焊接車間;智能化;輕量化材料;戰略研究
輕量化材料在汽車、航空、航天、高速列車等領域有廣泛的應用,如鋁合金在波音777飛機上的應用比例達到70%,在空客A380上的應用比例達到61%[1],高速動車大量采用蜂窩或泡沫結構鋁合金蒙皮,采用輕質化和更高性能替代材料及新成型工藝已成為工業產品發展的主流。汽車的重量每減輕10%,油耗可降低6%~8%,排放隨之降低4%[2]。常見的輕量化材料有高強度鋼材、鋁合金、鎂合金、碳纖維材料、工程塑料等,輕量化金屬及金屬合金材料仍占主導地位,輕量化材料應用已經成為制造業關注的焦點[3]。輕量化材料焊接加工是輕量化材料結構件加工的最主要加工工藝之一,如汽車車身、飛機的壁板、高鐵的夾層板等[4]。區別于傳統的鋼材連接焊接,輕量化材料焊接加工的質量直接影響到相關產品的質量、性能和制造周期,對焊接工藝的質量控制要求更高[5]。輕量化材料焊接工藝的發展迫切需要改變當前焊接產品質量依賴于操作工技能的現狀,應用數字化和智能化技術手段與輕量化材料焊接知識庫,實現焊接工藝參數優化以及焊接缺陷識別,消除焊接裂紋、變形等不可控因素,提升焊接精度,轉變焊接生產模式,支撐輕量化材料焊接產品的高質量、高效率制造。
一、傳統輕量化材料焊接車間現狀及問題
長期以來,我國的輕量化材料焊接工藝雖能滿足現役產品的基本生產需求,但生產能力和技術水平相對落后,質量穩定性不高,手工作業占比較大,導致產生諸多問題[6]。近些年來,在一些制造流程中部分應用了自動化焊接設備,實現了輕量化材料焊接工藝的機械化、半自動化,效率也明顯得到了提升[7~11]。但在夾裝、測量等輔助環節,自動化焊接參數選擇與過程控制等大多采用基于手工和經驗的傳統方式,依舊存在產品質量穩定性不足、效率偏低的困境。以國內某輕量化材料零部件企業的生產焊接工藝為例,其當前焊接車間的主要制造技術手段如圖1所示。圖1所示的焊接工藝流程以及生產現狀只能滿足質量要求不高的輕量化材料焊接需求,或成品率和產量要求不高的市場需求。
從圖1可知,傳統輕量化材料焊接車間主要存在三大問題:①產品質量控制未形成閉環,很大程度上仍主要依賴技術工人的技能,產品質量穩定性不高;②受參數優化水平和檢測手段、調度方式、裝夾方式、缺陷判定方式落后等因素的影響,生產效率較低;③工藝設計和產品可制造性分析仍然依賴于個人的知識與經驗,新產品工藝往往需要不斷“試錯”以獲得可行的工藝方案,產品焊接制造柔性不足,生產線快速復制能力弱。傳統輕量化材料焊接車間向智能焊接車間轉型的要素主要集中在提升產品一致性、增加制造柔性、提高制造效率三個維度。
二、輕量化材料焊接車間智能化要素分析
在工業發達國家,汽車、飛機等領域的制造企業廣泛應用了自動化技術、傳感器技術、智能技術、信息技術、機器人技術等,逐步實現了制造車間的數字化和智能化[12,13]。其中較為典型的要素有:①以產品及車間數字化建模與仿真實現產品或裝備的快速開發,其中部分產品或零件實現了一次開發成功,縮短了產品的研制周期,實現了快速響應制造;②以制造現場的數字化和網絡化實現對生產設備運行參數和生產系統故障的過程監控、檢測、顯示,甚至實現企業生產過程的智能化分析、調度和控制;③以制造裝備單元的精密化和智能化實現車間的智能化,如波音公司的數字化車間大量應用了自動化輔助裝備和數字化制造技術,實現制造時間減少66%、裝配工裝減少90%的成效[14]。對比國外較為典型的智能車間的要素和國內傳統輕量化材料焊接車間的主要問題,形成圖2所示的要素圖譜。
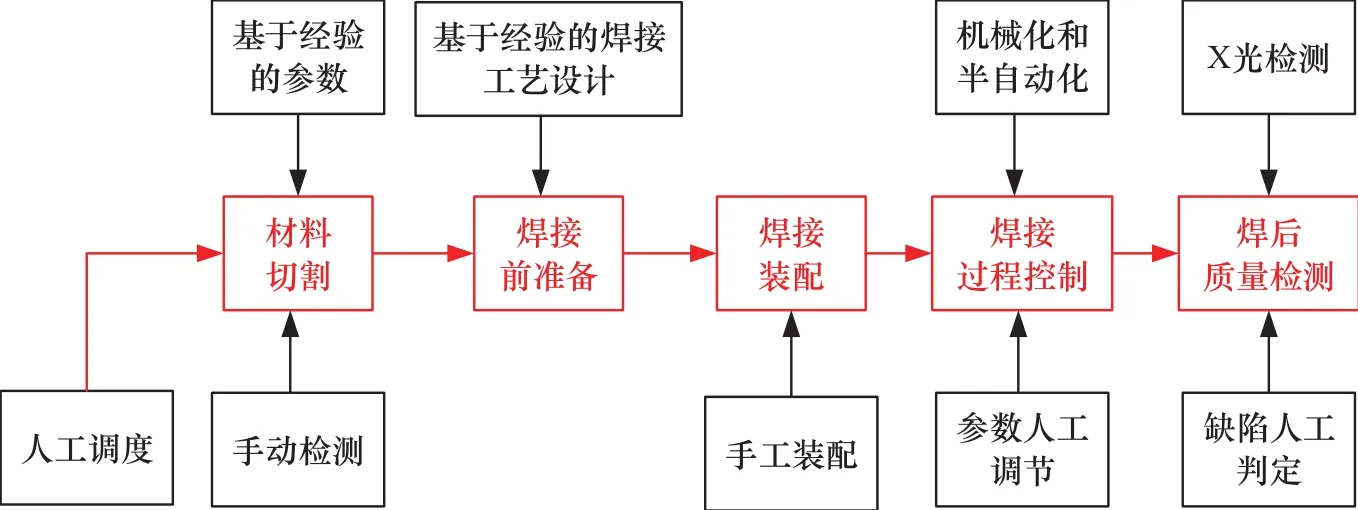
圖1 我國當前焊接車間的制造技術手段
由圖2可知,為實現輕量化材料焊接產品一致性、制造柔性、制造效率的提升,焊接車間智能化應采取仿真建模、數字化和網絡化、智能化制造單元等先進且成熟的技術手段,解決對技術人員技能的依賴、現場制造信息未閉環、檢測手段落后、調度方式落后、在線分析手段缺失等問題,輕量化材料焊接車間智能化需滿足技術發展維度、目標需求維度、車間構建維度三要素。
結合國外智能焊接技術和工藝發展情況,選取某汽車焊接智能車間項目(見圖3)對輕量化材料焊接車間智能化要素進行分析。該智能焊接車間完成了對焊接設備的驅動和控制系統的配置,對焊接方法、工藝參數及范圍進行定義;建立了有關數據庫,存儲并匯編現有各種焊接生產過程的數據,通過安裝于焊接設備的智能終端與操作者交互通信,逐步充實數據庫,供各焊接工作站共享;按照預置的焊件母材種類規格、焊接方法、焊接材料種類和規格等原始數據,編制優化焊接工藝參數的程序;按照工件形狀、尺寸和接縫預設的偏差界限,編制自動修正和補償程序;按照焊接工藝參數實時的檢測參數與標準預置參數之間的偏差,編制自動控制焊縫質量的程序、工藝參數失控的警報程序和參數顯示及記錄程序;按照焊接過程實時攝制的焊接區圖像以及焊接電弧和焊道形狀參數編制遠程監控的程序;對焊接設備的驅動系統和控制系統、送絲機及焊接電源編制故障自動診斷報警和修復程序;焊接設備的控制系統與分布式控制系統(DCS)操作站之間建立數據通信聯絡,完成數控程序的管理、分配,生產數據的收集,加工過程的監控和遠程診斷功能[15]。
從車間構建和目標需求維度,智能焊接車間由DCS統一控制和調配,系統根據管理層下達的生產任務,預置各制造單元動作程序和擬檢測數據,確定整個制造流程,最終啟動工作程序實現焊接指令,并將加工過程中的參數實時采集到主控制單元,進行在線檢測、質量控制、焊接工藝過程監控、分析和工序優化調整。從實現焊接調度和控制管理角度,焊接生產管理數字化、控制管理實時化是焊接車間智能化構建的基本要素;從焊接設備快速調整和柔性切換以及焊接質量保證角度,快速互換裝夾(柔性化),焊縫質量檢測工具化是焊接車間智能化構建的基本要素。
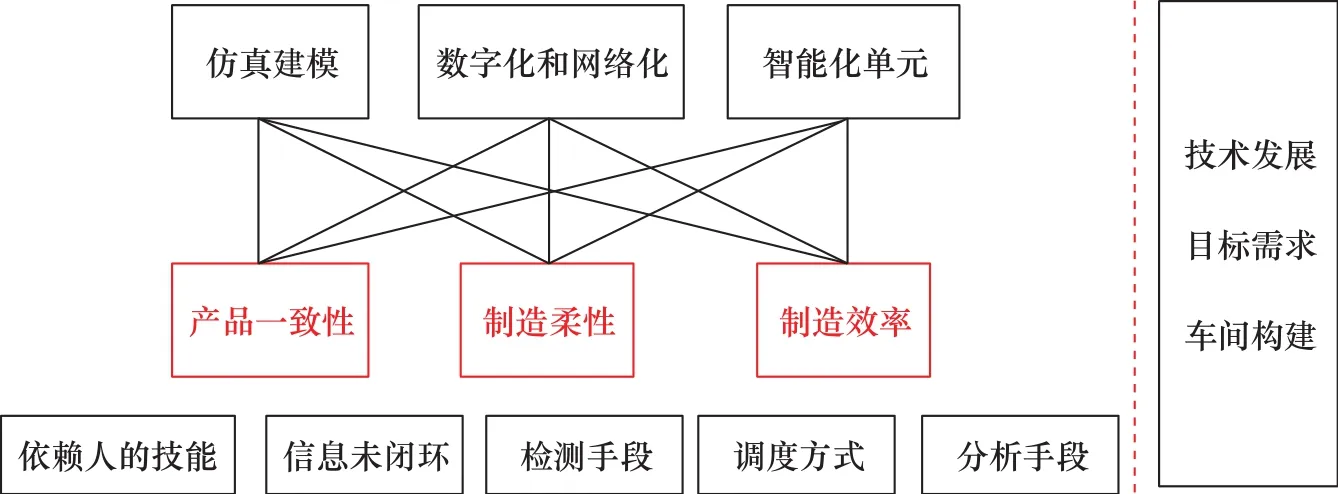
圖2 輕量化材料焊接車間智能化要素圖譜
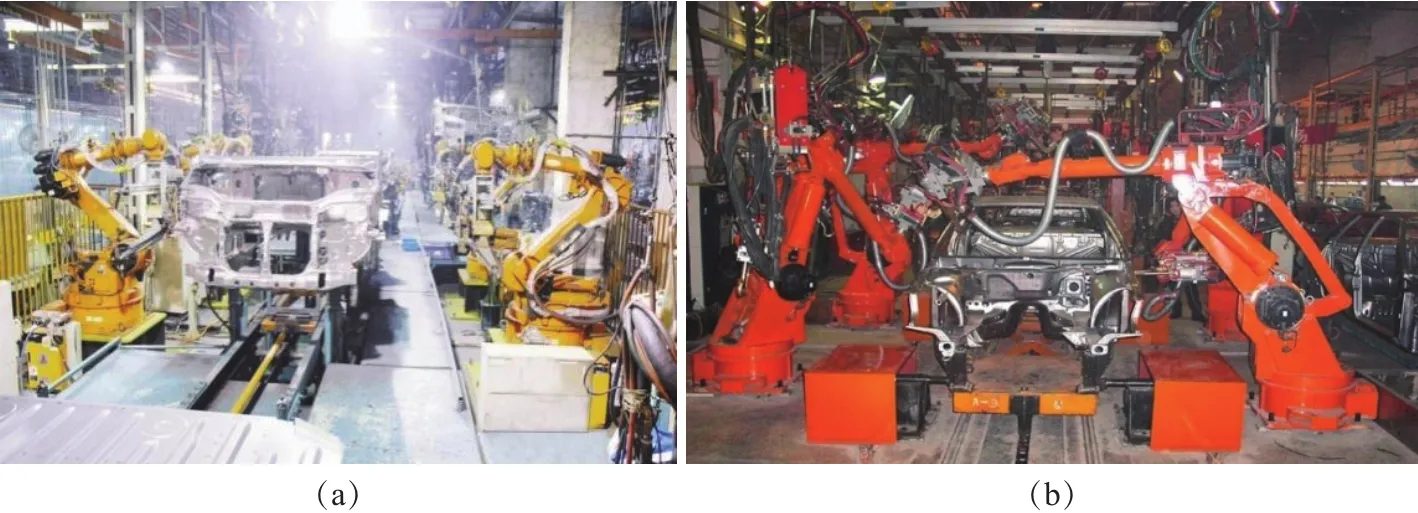
圖3 汽車車身智能焊接車間
從焊接工藝技術發展維度,數字化和智能化焊接技術帶來了焊接車間設備的集成和簡化,產品質量的精確、可靠。圍繞著焊接質量、焊接效率、焊接飛濺等持續改進焊接控制技術,國外廠商Fronius、ESAB、Lincoln率先實現了全數字化在焊接設備的應用,微處理器的精確運算控制焊接的各項性能以及工作過程,即數字化和智能化焊接變得集成、簡化。與傳統依賴焊接工人的焊接工藝相比,數字化和智能化焊接可同時實現熔化極惰性氣體保護焊接(MIG)/熔化極活性氣體保護電弧焊接(MAG)/機器人焊接/非熔化極惰性氣體鎢極保護焊接(TIG)、手工電弧焊等多種功能在一臺機器上實現,在極短時間內響應電弧長度的變化,控制變得前所未有的精確、可靠。焊接設備的軟件升級可應用于不同場合的需要,保證焊接質量的一致性和焊縫成型的美觀。伴隨著微處理器的精確運算,內部集成了大量的專家系統,可實現各種焊接規范,實現精確的起弧收弧。比如OTC(歐地希)WB-M350L焊接機型,專注于數字電源控制下焊接工藝的改善,實現焊接同MAG一樣低飛濺,比同類焊機減少80%的飛濺物,提高了工件的表面質量。又如Fronius公司的Transplus synergic 2700/4000/5000系列產品在一臺焊機上實現了MIG/MAG、TIG和手工電弧焊等多種焊接方法,可存儲近80個焊接程序,還可以通過網絡進行工藝管理和控制軟件升級[16]。從技術發展目標需求維度,焊接過程質量控制閉環化、焊接基礎數據庫無紙化、焊接性分析數據化、焊接工藝分析智能化是焊接車間智能化的基本要素。
三、輕量化材料焊接車間智能化基本要素
從上述要素分析可知,輕量化材料焊接車間智能化需從數字化和智能化技術發展維度、焊接最終目標和需求維度、焊接車間柔性構建維度,滿足焊接控制管理實時化、焊接過程質量控制閉環化、焊接性分析數據化、焊接工藝分析智能化、快速互換裝夾(柔性化)、焊縫質量檢測工具化、焊接生產管理數字化、焊接基礎數據庫無紙化八大基本要素,分別對應實現如下八大基本要素系統。
1.輕量化材料焊接控制管理系統
輕量化材料焊接控制管理系統是以車間設備信息采集、工業現場信息、車間網絡的數據統計為對象建立的焊接生產過程管理系統,實現焊接運行的狀況、實時數據、歷史數據、警告的記錄存儲,基于焊接設備的故障分類、基于焊接產品質量下降對系統故障原因等進行智能分析、故障預警和診斷,處理出初步結果供運行和管理人員參考。輕量化材料焊接控制管理系統是焊接車間數據收集和管控的主要平臺。
2.輕量化材料焊接過程質量控制系統
輕量化材料焊接過程質量控制系統是以高精度在線測量為基礎,并基于在線檢測數據替代人工檢測和調整補償,動態調整裝配裝夾系統、調整裝配流程、優化裝配工藝等,實現焊接過程工藝參數的動態閉環控制。常見的有采用激光傳感器跟蹤焊接過程,采用焊接路徑自適應技術、視覺傳感的焊縫成形控制技術、弧長自適應控制技術、恒壓力自適應控制技術等,實現輕量化材料焊縫軌跡、焊縫間隙、傳輸控制協議(TCP)位姿等焊接工藝參數的記錄,反饋至上位機自適應調整機器人焊接路徑、焊接工藝參數,達到焊接的自適應閉環控制,輔以質量分析系統、故障分析系統的智能化分析實現焊接質量可追溯。此外,還有基于視覺的焊縫自適應控制系統,通過選擇合適的減光、濾光系統,獲取熔池圖像;基于輕量化材料特定焊接工藝和焊接工件材料開發的魯棒性圖像處理算法,提取焊縫熔池視覺特征,給出與焊接過程穩定和質量控制相關的特征信息;并基于焊縫熔池動態幾何尺寸、焊縫前段間隙和焊接熔透等信息,運用模糊辨識、粗糙集理論對焊接過程進行知識建模,并設計控制焊縫成形及質量的智能控制策略。焊接過程質量控制系統是實現輕量化材料焊接信息閉環、焊接質量一致性以及焊接智能化的基本前提。
3.輕量化材料焊接性分析專家系統
焊接性分析專家系統是以輕量化材料試驗數據庫、焊接方法選擇、焊接裂紋敏感性分析數字化結果等為對象建立的數據庫。其中,輕量化材料試驗數據庫將對常用鋁合金、薄壁鋼等輕量化材料焊接性試驗數據進行整理和歸類,并對數據以數據庫的形式進行數字化存儲和管理,技術人員可直接通過該數據庫查詢相關輕量化材料焊接性試驗數據;焊接方法選擇是以提供的基本需求信息為輸入,輔助綜合分析為手段,從質量、效率及成本等因素間對焊接方法進行遴選,尋求最佳結果。焊接裂紋敏感性分析是以焊接工藝與焊接過程敏感性為關聯,應用模糊推理等手段綜合分析,并給出裂紋大小和位置的產生狀況預測。焊接性分析專家系統是提升制造效率、保障產品一致性的重要依據。
4.輕量化材料焊接工藝分析專家系統
焊接工藝分析專家系統是以輕量化材料焊接工藝知識和焊接工藝推理機為對象建立的數據庫。該系統一方面能夠實現輕量化材料焊接工藝自動化和智能化設計,涉及輕量化材料的常用焊接方法、材料的各種牌號、焊接材料選擇、焊接接頭設計、焊接工藝規范參數推薦[17];另一方面能夠系統通過獲取焊接方法、材料牌號、焊接材料、焊接接頭等工藝知識,與現有推薦工藝進行比較,豐富焊接工藝知識庫,完善焊接工藝推理機制[18]。工藝分析專家系統是實現焊接自動化和智能化、提高焊接效率的前提。
5.輕量化材料焊接快速互換裝夾系統
輕量化材料焊接快速互換裝夾系統是借鑒機器人和輔助自動化設備比較成熟的汽車行業的柔性裝夾方式,克服傳統焊接裝夾只能應對單一品種、焊接工裝數量龐大、存儲管理復雜、換工裝耗時長等難題,采用統一的設計規范和標準,設計組合式、模塊化的柔性焊接工裝,提高互換性,實現一裝多用,實現機械快速定位和電氣快速切換。快速互換裝夾系統是實現焊接自動化、提升焊接效率、增強焊接制造柔性的重要因素。
6.輕量化材料焊縫質量檢測系統
輕量化材料焊縫質量檢測系統是區別于目前采用膠片成像、缺陷大小及類別人工判斷的現狀,采用X射線[19]、集成超聲相控陣等數字化實時成像系統[20],亦或采用激光傳感系統實現對焊接缺陷的高精度自動檢測和判斷,以實現對焊接過程質量的追溯[21]。焊縫質量檢測作為焊縫質量的有效控制手段穿插于焊接的各個環節,也是下一道焊接工序的通行證。輕量化材料焊縫質量檢測工具的先進性、檢測的實時性和檢測效率對全焊接制造周期起著至關重要的作用。
7.輕量化材料焊接生產管理系統
輕量化材料焊接生產管理是以電子看板技術、傳感技術、仿真技術等為基礎,通過產品數據管理(PDM)提供的工程數據庫及其應用接口,對企業資源計劃(ERP)、制造企業生產過程執行系統
(MES)、計算機輔助工藝過程設計(CAPP)和計算機輔助制造(CAM)等系統進行集成,實現同設備互相聯系和交互,為焊接智能車間業務信息的獲取與處理的速度和準確性提供支撐,實現快速響應制造能力和精細化管理。輕量化材料焊接生產管理系統是焊接車間信息、設備、人員調度和管控的核心平臺。
8.輕量化材料焊接基礎數據庫
焊接基礎數據庫是以焊接母材、焊接材料、焊接工藝、焊接標準、焊接缺陷等為對象建立的數據庫。其中,焊接母材數據庫主要存儲焊接母材的化學成分、熱物理性能及力學性能,工藝人員無需翻閱紙質版標準和手冊,可直接查詢焊接母材的相關數據。焊接材料數據庫主要存儲焊接材料及焊接材料生產信息的相關數據指標,工藝人員可大幅度降低焊接材料選擇難度,直接查詢相關焊接材料的數據信息及生產廠家的聯系方式。焊接工藝數據庫既包含類似的焊接工藝,又包含焊接工藝設計基礎知識,工藝人員可查詢此數據庫,直接調用成熟工藝數據或使用工藝數據作為參考。焊接標準數據庫可方便工藝人員查詢相關標準制。焊接缺陷數據庫存儲焊接生產中的各類焊接缺陷,便于用戶快速查詢分析。基礎數據庫是實現產品一致性的重要保障。
四、結語
本文描述了傳統焊接車間制造技術手段和存在的問題,并結合國外汽車、飛機先進的制造車間要素,以焊接最終目標和需求、數字化和智能化技術發展趨勢、焊接車間柔性構建三個維度作為焊接車間智能化要素的基本維度,總結汽車領域某先進智能焊接車間項目的智能化功能,并結合焊接工藝數字化和智能化技術發展趨勢,分析得出焊接車間智能化的八大基本要素,并描述了焊接車間智能化對應的八大基本要素系統,為焊接行業及企業進行車間數字化和智能化改造或建設提供參考。
[1] 張寶柱, 孫潔瓊. 鈦合金在典型民用飛機機體結構上的應用現狀 [J]. 航空工程進展, 2014, 5(3): 275–280.Zhang B Z, Sun J Q. Recent applications of Titanium alloys in typical commercial aircraft fuselage structure [J]. Advances in Aeronacitical Science and Engineering, 2014, 5(3): 275–280.
[2] 孫翔. 基于PID技術鋁合金MIG焊工藝設計[D]. 長沙:湖南大學(碩士學位論文), 2013.Sun X. The process control of aluminum alloy MIG welding based on PID technology (Master’s thesis) [D]. Changsha: Hunan University, 2013.
[3] 張磊. 汽車輕量化材料及制造工藝研究現狀 [J]. 科技展望,2017 (3): 38.Zhang L. Research status of lightweight automotive materials and its manufacturing technologies [J]. Science and Technology,2017 (3): 38.
[4] 肖祺, 何毅政. 泡沫鋁材料在軌道列車上的應用 [J]. 科技展望,2014 (3): 19–20.Xiao Q, He Y Z. The application of aluminum foams in rail train [J].Science and Technology, 2014 (3): 19–20.
[5] Seffer O, Pfeifer R, Springer A, et al. Investigations on laser beam welding of different dissimilar joints of steel and aluminum alloys for automotive lightweight construction [J]. Physics Procedia,2016 (83): 383–395.
[6] 段孟琪. 中國制造業的發展瓶頸與改進問題探究 [J]. 商場現代化, 2010 (30): 75–76.Duan M Q. Research on the development bottleneck and improvement of Chinese manufacturing industry [J]. Market Modernization, 2010 (30): 75–76.
[7] 林尚揚, 關橋. 我國制造業焊接生產現狀與發展戰略研究 [J]. 機械工人:熱加工, 2004 (8): 16–20.Lin S Y, Guan Q. Study on the production situation and development strategies of Chinese welding manufacturing [J]. Machinist Metal Forming, 2004 (8): 16–20.
[8] 張光先, 陳冬巖, 李朋. 焊接設備的數字化、網絡化及群控系統[J]. 電焊機, 2013, 43(5): 10–16.Zhang G X, Chen D Y, Li P. Digitalization, networking, and group control system of welding equipment [J]. Electric Welding Machine, 2013, 43(5): 10–16.
[9] 孫西領. 長春博澤公司焊接生產線改進研究 [D]. 長春:吉林大學(碩士學位論文), 2014.Sun X L. The improvement study for welding production line of brose changchun company (Master’s thesis) [D]. Changchun: Jilin University, 2014.
[10] 周濟. 制造業數字化智能化 [J]. 中國機械工程, 2012, 23(20):2395–2400.Zhou J. Digitization and intellectualization for manufacturing industries [J]. China Mechanical Engineering, 2012, 23(20): 2395–2400.
[11] 張國軍, 黃剛. 數字化工廠技術的應用現狀與趨勢 [J]. 航空制造技術, 2013 (8): 34–37.Zhang G J, Huang G. Digital factory: Its application situation and trend [J]. Aeronautical Manufacturing Technology, 2013 (8):34–37.
[12] 李曉延, 武傳松, 李午申. 中國焊接制造領域學科發展研究 [J].機械工程學報, 2012, 48(6): 19–31.Li X Y, Wu C S, Li W S. Study on the progress of welding science and technology in China [J]. Chinese Journal of Mechanical Engineering, 2012, 48(6): 19–31.
[13] Lee D, Ku N, Kim T, et al. Development and application of an intelligent welding robot system for shipbuilding [J]. Robotics and Computer-Integrated Manufacturing, 2011, 27(2): 377–388.
[14] 劉檢華, 孫連勝, 張旭, 等. 三維數字化設計制造技術內涵及關鍵問題 [J]. 計算機集成制造系統, 2014, 20(3): 494–504.Liu J H, Sun L S, Zhang X, et al. Connotation and key problem of three-dimensional digital design and manufacturing technology [J].Computer Integrated Manufacturing Systems, 2014, 20(3): 494–504.
[15] 劉金龍, 李江. 信息化焊接管理系統iWeld4.0 [J]. 金屬加工(熱加工), 2015 (12): 38–41.Liu J L, Li J. The iWeld4.0: Informational welding management system [J]. MW Metal Forming, 2015 (12): 38–41.
[16] 王振民, 馮允樑, 馮銳杰. 可視化人機交互系統的研制 [J]. 焊接技術, 2015, 44(2): 46–50.Wang Z M, Feng Y L, Feng R J, The development of visualization human-computer interaction system [J]. Welding Technology,2015, 44(2): 46–50.
[17] 熊華平, 毛建英, 陳冰清, 等. 航空航天輕質高溫結構材料的焊接技術研究進展 [J]. 材料工程, 2013 (10): 1–12.Xiong H P, Mao J Y, Chen B Q, et al. Research advances on the welding and joining technologies of light-mass high-temperature structural materials in aerospace fi eld [J]. Journal of Materials Engineering, 2013 (10): 1–12.
[18] 關橋. 焊接/連接與增材制造(3D打印) [J]. 焊接, 2014 (5): 1–8.Guan Q. Welding/connection and additive manufacturing (3D printing) [J]. Welding amp; Joining , 2014 (5): 1–8.
[19] 都東, 侯潤石, 邵家鑫, 等. X射線動態圖像處理與焊縫缺陷自動檢測 [C]. 鎮江: 第十六次全國焊接學術會議, 2011.Du D, Hou R S, Shao J X, et al. X-ray dynamic image processing and the automatic inspection of welding defects [C]. Zhenjiang:The Sixteenth National Conference on Welding, 2011.
[20] 黃民, 李功. 焊縫超聲無損檢測中的缺陷智能識別方法研究 [J].中國設備工程, 2009 (4): 17–19.Huang M, Li G, Research on the intelligent identi fi cation method of welding defects ultrasonic nondestructive testing [J]. China Plant Engineering, 2009 (4): 17–19.
[21] 孟永奇. 激光技術在焊縫質量檢測方法中的應用 [J]. 熱加工工藝, 2013 (24): 225–227.Meng Y Q. Study on weld seam quality detection by laser technology [J]. Hot Working Technology, 2013 (24): 225–227.
Factor Analysis of Lightweight Material Welding Workshop Intelligentization
This paper conducts strategic research on the following three dimensions: fi nal purpose and demand of lightweight material welding; development trends of digitized and intelligentized technology; and fl exible construction of the welding workshop. By combining these dimensions with the technology development trends of advanced workshop intelligentization and welding process digitization, eight basic factors that lightweight welding workshop intelligentization should satisfy are obtained, including welding control management real-time transformation, quality control while welding closed loop transformation, welding analysis datamation, welding technology analysis intelligentization, rapid interchangeable clamping ( fl exibility), welding line quality inspection instrumentalization,welding production management digitization, and welding foundation database paperless transformation. Furthermore, this paper systematically explains these factors, and provides a related conclusion that could be used in reference to the improvement or new establishment of welding workshop intelligentization.
welding technology; welding workshop; intelligentization; lightweight material; strategic research
TG42
A
2017-07-17;
2017-09-29
周安亮,機械科學研究總院,工程師,主要研究方向為智能制造和基礎工藝;E-mail: 15888812999@qq.com
中國工程院咨詢項目“基礎制造工藝與智能化技術融合發展戰略研究”(2015-ZCQ-01)
本刊網址:www.enginsci.cn
DOI 10.15302/J-SSCAE-2017.05.018
猜你喜歡
軍事文摘(2022年19期)2022-10-18 02:41:14
建材發展導向(2021年6期)2021-06-09 05:57:08
印刷工業(2020年4期)2020-10-27 02:45:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國交通信息化(2017年4期)2017-06-06 07:21:52
制造業自動化(2017年2期)2017-03-20 14:26:13
財經(2017年2期)2017-03-10 14:35:35
財經(2016年15期)2016-06-03 07:38:02
財經(2016年3期)2016-03-07 07:44:46
財經(2016年6期)2016-02-24 07:41:51