汽車線束生產(chǎn)過程中的品質(zhì)管控
2017-12-05 04:51:19虞婷婷
汽車電器 2017年11期
關(guān)鍵詞:汽車
虞婷婷,程?寅,何?峰,郭?真
(神龍汽車有限公司,湖北 武漢 430056)
汽車線束生產(chǎn)過程中的品質(zhì)管控
虞婷婷,程?寅,何?峰,郭?真
(神龍汽車有限公司,湖北 武漢 430056)
結(jié)合汽車線束實際的生產(chǎn)過程,基于切線—噴碼—壓接、超聲波焊接、熱縮套管、絞線、裝配覆蓋物及附件、電性能檢測、外觀和尺寸檢查這些關(guān)鍵的工藝過程,對線束的品質(zhì)管控提煉出關(guān)鍵監(jiān)控點,并將每個工藝過程的關(guān)鍵監(jiān)控點清單在各個線束供應(yīng)商處實施,致力于追求供應(yīng)商過程的穩(wěn)定性和制造0缺陷。
汽車線束;品質(zhì)管控;關(guān)鍵監(jiān)控點
隨著汽車安全性、經(jīng)濟(jì)性、舒適性、環(huán)保性和功能性要求的不斷提高,汽車線束變得越來越復(fù)雜。由于功能增加、支路增加、連接器增加,汽車線束成為汽車故障的頻發(fā)環(huán)節(jié)。因此,在生產(chǎn)過程中對汽車線束的品質(zhì)要求也越來越高,而建立并梳理每個工藝過程的關(guān)鍵監(jiān)控點則為線束的品質(zhì)管控建立了一道保障屏。
1 線束的結(jié)構(gòu)和功能
汽車低壓線束是由導(dǎo)線、連接器、端子、卡釘、護(hù)套、膠帶、波紋管、PVC管、支架、熱縮套管和熔斷絲盒等材料構(gòu)成的總成。線束相互連接并傳輸電能和電信號給汽車上的電子電器,有著“汽車神經(jīng)”的形象稱號。各個線束在整車中的功能不同,由此分為主線束、座艙線束、儀表板線束、門線束、頂棚線束、發(fā)動機(jī)線束等。
2 常見的線束缺陷
常見的線束缺陷有端子退出、繼電器/熔斷絲裝配錯誤、卡扣位置錯誤、繼電器工作不良、短路、絕緣皮破損、斷路、接觸不良等。除去引起故障的自然因素(使用期限超長,線束端氧化/變形)、電氣設(shè)備的故障引起線束的損壞以及裝配或檢修汽車零部件時的主觀人為因素[1]之外,其中還有很多缺陷在線束的生產(chǎn)過程中即可預(yù)防或消除。
3 生產(chǎn)過程中的品質(zhì)管控
汽車線束的一般制造流程為進(jìn)料檢驗、原材料存儲、切線、壓接、超聲波焊接、熱縮套管、絞線、端子插接、裝配覆蓋物及附件(毛氈、膠帶、PVC管、波紋管、卡釘、扎帶和支架等)、裝配、線束檢驗(外觀、尺寸、電性能和氣密性等)、包裝入庫。流程示意圖如圖1所示。
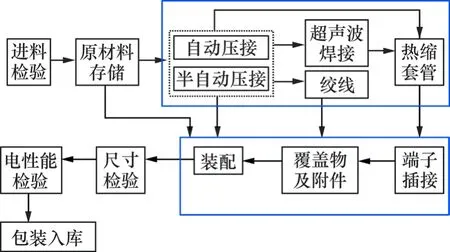
圖1 汽車線束的制造流程示意圖
在人員培訓(xùn)、設(shè)備維護(hù)、常規(guī)檢驗[2]等保障的基礎(chǔ)上,線束仍會因為許多原因存在品質(zhì)波動。因此,通過專業(yè)優(yōu)勢和經(jīng)驗反饋,我們對每個工藝過程提煉了關(guān)鍵監(jiān)控點,并在供應(yīng)商處實施,幫助供應(yīng)商提高一次下線合格率及0 km品質(zhì)表現(xiàn)。
3.1 切線—噴碼—壓接
1)設(shè)備 ①設(shè)備的應(yīng)用參數(shù)由工藝或生產(chǎn)主管設(shè)置,而不能由操作工手動干涉;②機(jī)器上設(shè)置參數(shù)的界面對于操作工是關(guān)閉的;③無論是自動壓接設(shè)備還是半自動壓接設(shè)備,都需配備壓力監(jiān)控裝置;④一旦出現(xiàn)異常,設(shè)備會自動銷毀不符合的壓接或自動鎖定系統(tǒng)。
2)工藝 ①確認(rèn)導(dǎo)線無彎曲、無打結(jié)、不受應(yīng)力、未落在地上;②不允許出現(xiàn)手動重新切割、剝皮和壓接操作,車間無禁止使用的工具(剪刀、鉗子等);③在開始壓接前,要進(jìn)行CFM(Crimp Force Monitoring)教學(xué);④壓接后的端子由線杯進(jìn)行保護(hù),其中端子與線杯底部無接觸,線杯不能被捆綁在端子上,而是捆綁在絕緣體上;⑤在雙壓接的情況下,若是疊放式壓接,應(yīng)將截面積更小的導(dǎo)線置于下方;⑥若是并列式壓接,則2個導(dǎo)線的截面積應(yīng)是相同的。
3)符合性 ①切線后的導(dǎo)線絕緣皮無破損,切口平齊;②銅絲無劃傷、無切斷、無氧化;③噴墨字體與導(dǎo)線截面相適,標(biāo)識具有一致性;④端子的壓接高度、斷面分析、拉拔力強(qiáng)度需符合技術(shù)要求。端子壓接的可視化標(biāo)準(zhǔn)如圖2所示。
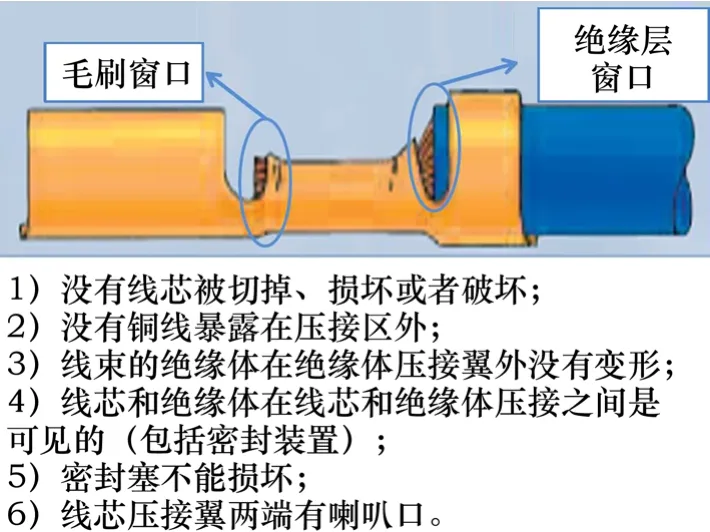
圖2 端子壓接的可視化標(biāo)準(zhǔn)
3.2 超聲波焊接
1)設(shè)備 在每批次開始前檢查設(shè)備參數(shù)(焊接能量、振幅、壓力、寬度等),并用標(biāo)準(zhǔn)樣件進(jìn)行防錯驗證。對于多線、少線等錯誤能夠自動防錯。
2)工藝 ①超聲波焊接和熱縮套管在同一工位上由同一操作工進(jìn)行;②任何不良焊接都不允許返工,不允許用其他工具捻接;③操作工需要戴手套以防止超聲波焊接被污染。
3)符合性 ①檢查每批次的焊接拉拔力、水密性;②兩端對齊焊接和單側(cè)耳式焊接的尺寸特征需符合技術(shù)要求;③超聲波焊接部位呈矩形形狀,不能有銅絲形成尖角,無連續(xù)裂紋,無過燒/熔化的絕緣層,無焊瘤;④線芯沒有重疊在導(dǎo)線絕緣層上,導(dǎo)線無彎曲,自熔核處呈直線引出,無散開的線芯,熔焊長度等于或大于5 mm。超聲波焊接部位如圖3所示。

圖3 超聲波焊接部位
3.3 熱縮套管
1)設(shè)備 ①加熱時間、加熱溫度和冷卻時間已定義;在冷卻階段,產(chǎn)品被鎖定在設(shè)備上。
2)工藝 ①在線束插入熱縮套管后,才能剝離絕緣皮;②熱縮套管在線束較多的一側(cè)插入,向線束較少的一側(cè)移動(以減少線股回轉(zhuǎn)的風(fēng)險),并且能夠通過標(biāo)準(zhǔn)操作或工裝進(jìn)行居中定位。
3)符合性 ①熱縮套管的表面收縮整齊,無過燒;②防水型熱縮套管在熱縮后需要流膠均勻,距離大于1 mm;③熱縮后的防水性能用水密性測試設(shè)備進(jìn)行測試,并使用好壞樣件進(jìn)行驗證。防水型熱縮套管如圖4所示。

圖4 熱縮套管
3.4 絞線
1)設(shè)備 ①絞前長度、絞后長度、非絞長度、轉(zhuǎn)速、絞距等工藝參數(shù)已定義好;②在每批次開始階段,檢查絞線爪扣的無侵害性;③檢查確認(rèn)絞線設(shè)備的軌道是對齊的,并且運載器行駛平滑;④確認(rèn)運載器的定位公差。
2)符合性 ①絞線間距、非絞線長度需符合技術(shù)要求;②絞線無圈環(huán)。絞線區(qū)域如圖5所示。

圖5 絞線區(qū)域
3.5 覆蓋物及附件
1)工藝 ①對于連接器,覆蓋物的停止尺寸如圖6a所示,L=L1+10 mm。其中,L1為在連接器入口處最外部導(dǎo)線之間的距離,L為覆蓋物與連接器之間的距離。②應(yīng)避免支路受力,因其會導(dǎo)致端子拉壞連接器的端子鎖止鉤。③對于環(huán)形端子,覆蓋物的停止尺寸如圖6b所示,從覆蓋物到壓接翼內(nèi)側(cè)(環(huán)端一側(cè))的距離為0~20 mm。④檢查確認(rèn)環(huán)形端子(功能區(qū))上無覆蓋物。

圖6 覆蓋物的停止尺寸
毛氈和泡沫材料的覆蓋方式一般有2種。圖7a為旗幟式,對黏部分長度為線束圓周的25%,公差為±5%;圖7b為重疊式,重疊部分覆蓋線束圓周的25%,公差為±5%。

圖7 覆蓋物—毛氈和泡沫材料
膠帶在線束中主要起到捆扎、絕緣、阻燃、降噪、耐磨和標(biāo)記等作用。目前使用的膠帶主要有:PVC膠帶、棉織帶、聚酯膠帶、易撕膠帶(紙膠帶)。其在線束分支上的纏繞方式分為間距纏繞(相鄰纏繞間的間隔=膠帶寬度)、緊密纏繞(相鄰纏繞間的重疊部分=1/2膠帶寬度)、點纏繞(線束上如果帶有金屬固定卡扣,應(yīng)使用易撕膠帶將金屬部分進(jìn)行纏繞,以避免在物流過程中割傷導(dǎo)線)。
固定卡扣的作用是約束線束在車身上的走向,以避免與環(huán)境件或車身的尖銳部分產(chǎn)生干涉。固定卡扣類似于標(biāo)準(zhǔn)件,其固定界面是標(biāo)準(zhǔn)化的。車身上的固定界面主要有4種類型:直徑為6.5 mm的圓孔,6.2 mm×12.2 mm的橢圓孔,直徑為5.0 mm的螺柱,厚度為1~3 mm的鋼板或塑料板。大部分固定卡扣是通過固定卡扣自帶的扎帶(固定部分與扎帶部分一體或分體)捆扎在線束上,也有固定卡扣是通過膠帶纏繞固定在線束上;還有一種固定卡扣是通過與波紋管管徑的配合固定在波紋管上。車門線束上會使用密封型固定卡扣,這種類型的固定卡扣在固定面上增加了海綿泡沫或橡膠墊以防水。按照設(shè)計規(guī)則,要求線束在車身上的布置每隔300 mm要有一個有效的固定。
2)工裝 裝配板要確保電路分支的方向,確保護(hù)套、支架、連接器、定位夾的裝配方向。要注意:①波紋管等覆蓋物的直徑尺寸與線束的直徑相符;②裝配波紋管的過程有劃傷導(dǎo)線的風(fēng)險,造成后期使用時擊穿絕緣層,應(yīng)使用工具安裝波紋管;③膠帶需要將波紋管的終端進(jìn)行封閉并鎖住,膠帶至少纏繞2圈;④科學(xué)管理扎帶槍,定期檢查扎帶槍的夾緊力,如果在同一工位上有多把扎帶槍,需利用管理方式來避免使用錯誤的扎帶槍。
3.6 線束檢查
3.6.1 電性能檢測
1)設(shè)備 ①采用電測設(shè)備來確保線束的導(dǎo)通性;②電測臺的布局需使線束避免機(jī)械應(yīng)力(例如支路上的壓力、拉力、沖擊等);③電測程序中無缺少回路,與圖紙完全一致;④不允許相同連接器交叉后電測能夠通過;⑤有彈片的支路/安全氣囊支路/有繼電器的支路需要二次電測通過(彈片斷開后支路導(dǎo)通,彈片合上后支路導(dǎo)通);⑥氣密性測試時需要關(guān)注氣壓的大小和方向,氣壓方向分為吹氣和吸氣2種方式;⑦根據(jù)連接器供應(yīng)商的建議來關(guān)閉連接器的二次鎖,并且能夠檢測二次鎖是否鎖止(例如Molex 120孔型連接器,需要使用Molex專用工具或電測臺氣壓自動鎖來關(guān)閉二次鎖);⑧檢測模塊中的探針是可伸縮的,僅與連接器中的端子表面接觸,不會對端子的鍍層造成影響。
2)工藝 每次測試中斷或在電測臺上檢測出缺陷時,測試順序需被重置并重做一次完整的電測,且電測程序能自動恢復(fù)到最初測試點;同一電測臺測試多個項目、多種零件時,需要關(guān)注程序間的切換,避免批量出錯;采用視覺系統(tǒng)或電測系統(tǒng)來確保熔斷絲和繼電器的功能性和存在性;在電測過程中不能對連接器或元件有手動搖晃的動作。
3)符合性 ①電測合格后才能打印電測標(biāo)簽,定義標(biāo)簽的位置、尺寸與內(nèi)容;②內(nèi)容需包括供應(yīng)商名稱、供應(yīng)商編號、車型、零件號、零件名稱、生產(chǎn)日期/小時、班次、操作工工號以及其他要求的信息;③整個過程需要關(guān)注端子的保護(hù),特別是鍍金端子和易變形的小型端子(此類端子極易變形,且變形后不易探測,裝車后可能存在接觸不良的風(fēng)險)。
3.6.2 外觀和尺寸檢查
經(jīng)過電測合格后,需進(jìn)行外觀檢查和尺寸檢驗。外觀檢查的內(nèi)容包括:①連接器有無損壞、變形;②連接器的手柄位置是否正確;③連接器內(nèi)的密封栓、密封塞是否存在,無破損且安裝到位;④卡扣是否使用正確,且安裝到位;⑤卡扣方向是否正確,固定方式是否符合要求;⑥分支上的白色定點膠帶是否有遺漏;⑦波紋管是否使用正確,無變形且完全包住導(dǎo)線;⑧標(biāo)簽是否清晰正確等100%外觀檢查項以及客戶要求項。
尺寸檢查的頻次依照客戶要求,對每個支路長度、支路位置、覆蓋物長度、卡扣位置、護(hù)套位置等進(jìn)行測量并記錄。
4 線束供應(yīng)商的改善成果
整理出關(guān)于汽車線束各個工藝過程的關(guān)鍵監(jiān)控點清單后,我們在線束供應(yīng)商處進(jìn)行了實施。以某供應(yīng)商為例,我們在2016年第1季度對其進(jìn)行了此項審核,并在第3季度進(jìn)行了復(fù)審。圖8為此供應(yīng)商2016年1~8月份的一次下線合格率(First Time Quality, FTQ)數(shù)據(jù)(PPM)。從圖8中可以看出,4月份的FTQ數(shù)據(jù)比1月份下降了62.45%,且4~8月份保持在相對穩(wěn)定的水平。
5 結(jié)論
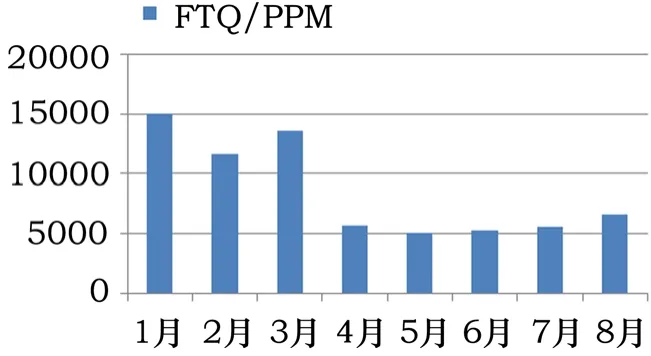
圖8 某供應(yīng)商1~8月份FTQ數(shù)據(jù)
在汽車向智能化、電子化方向快速發(fā)展的趨勢要求下,車載電子電器設(shè)備不斷地增加,而線束作為汽車控制電路的主體部分,在整車性能和整車品質(zhì)中扮演著十分重要的角色。因此,如何在線束生產(chǎn)過程中嚴(yán)格保證線束的品質(zhì)成為了重點課題。本文通過研究線束生產(chǎn)過程的工藝與品質(zhì)管控,分析并整理了各個工藝過程的關(guān)鍵監(jiān)控點。將此形成標(biāo)準(zhǔn)清單,在線束供應(yīng)商處貫徹實施并進(jìn)行審核,有效地幫助了供應(yīng)商提高一次下線合格率及0 km品質(zhì)表現(xiàn)。
[1] 程靜.淺析汽車線束出現(xiàn)問題的原因及檢測[J].工業(yè)技術(shù),2012(9):131.
[2] 龔運息.汽車線束生產(chǎn)過程檢驗技術(shù)與方法的探討[J].汽車電器,2013(10):17-21.
Quality Control of Automotive Harness in Manufacturing Process
YU Ting-ting, CHENG Yin, HE Feng, GUO Zhen
(Dongfeng Peugeot Citroen Automobile Company, Wuhan 430056, China)
After deeply analyzing the harness manufacturing processes,cutting/marking/crimping, ultrasonic welding,heat shrinking, twisting, assembling coverings amp; accessories, electric performance test and appearance amp; dimension inspection, key monitoring points are discussed for harness quality control. A key monitoring point checklist for every process is implemented by harness suppliers, which is committed to pursue stability of the processes and zero defects of production.
automotive harness;quality control; key monitoring point
U463.62
A
1003-8639(2017)11-0070-04
2017-01-12
虞婷婷(1990-),女,浙江東陽人,供應(yīng)商質(zhì)量工程師,碩士,目前從事汽車線束的供應(yīng)商質(zhì)量管理。
(編輯 凌 波)
猜你喜歡
人民交通(2020年22期)2020-11-26 07:36:44
小學(xué)生優(yōu)秀作文(低年級)(2020年4期)2020-07-24 08:31:08
汽車與安全(2019年9期)2019-11-22 09:48:03
汽車與安全(2019年8期)2019-09-26 04:49:10
汽車與安全(2019年5期)2019-07-30 02:49:51
汽車觀察(2019年2期)2019-03-15 06:00:06
汽車與新動力(2018年2期)2018-05-09 00:31:56
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50
