青島港皮帶硫化及修復(fù)綜合管理應(yīng)用
2017-12-07 11:03:46吳文
中國設(shè)備工程 2017年23期
吳文
(青島港灣職業(yè)學(xué)院,山東 青島 266404)
青島港皮帶硫化及修復(fù)綜合管理應(yīng)用
吳文
(青島港灣職業(yè)學(xué)院,山東 青島 266404)
皮帶機(jī)是港口煤炭以及礦石等散貨裝卸船、裝卸車的重要輸送設(shè)備。青島港前港分公司有多種皮帶機(jī),皮帶硫化及修復(fù)工作非常繁重。從2014年以來,前港分公司通過重新分配各基層隊(duì)職責(zé),選擇適用的皮帶、皮帶分段硫化、合理選用皮帶硫化及修復(fù)工藝,加強(qiáng)硫化及修復(fù)的過程控制等綜合管理措施,皮帶更換時(shí)間延長,取得顯著經(jīng)濟(jì)效益。
皮帶;硫化;修復(fù);綜合管理;應(yīng)用
皮帶機(jī)是港口煤炭以及礦石等散貨裝卸船、裝卸車的重要輸送設(shè)備。以青島港前港分公司為例,每年的礦石和煤炭吞吐量超過1億噸,公司共有各種皮帶機(jī)115條,皮帶機(jī)總長超過60km,皮帶機(jī)的安全運(yùn)行對港口裝卸生產(chǎn)具有重要的意義。由于生產(chǎn)繁忙,公司每年皮帶機(jī)因正常磨損、硫化頭開裂、局部縱向撕裂等故障需要皮帶硫化及局部修復(fù)400次以上。如何合理利用公司人力、物力資源,盡可能的節(jié)約皮帶硫化及修復(fù)時(shí)間、提高皮帶硫化質(zhì)量、滿足生產(chǎn)的需要,是公司皮帶機(jī)維修管理面臨的主要問題。
1 原有皮帶硫化及修復(fù)管理存在的問題
(1)各部門職責(zé)分工不利于皮帶硫化和修復(fù)管理。前港分公司115條皮帶主要分布在兩個(gè)流程隊(duì),即堆裝隊(duì)(礦石卸船、裝車作業(yè)隊(duì))、卸車隊(duì)(煤炭卸車、裝船作業(yè)隊(duì))。皮帶的硫化包括皮帶換帶接頭硫化和皮帶局部硫化,皮帶的修復(fù)包括皮帶冷潑和冷粘。公司設(shè)立了硫化隊(duì),編制60人,專門負(fù)責(zé)全公司的皮帶硫化及修復(fù)工作,但是由于任務(wù)多,任務(wù)重,還是不能保證皮帶修復(fù)和硫化的時(shí)間及質(zhì)量。
(2)皮帶選擇不當(dāng),特別是鋼絲帶選擇不當(dāng),會(huì)造成大量的皮帶硫化及修復(fù)工作。原來皮帶在選用時(shí),為了避免皮帶撕裂,選用網(wǎng)狀防撕裂皮帶。網(wǎng)狀防撕裂皮帶就是在原有鋼絲層的上方再增加一層鋼絲網(wǎng),鋼絲網(wǎng)除有縱向鋼絲之外還有橫向鋼絲,目的是一旦有尖銳金屬深入皮帶,橫向鋼絲會(huì)阻止其撕裂皮帶。但是在實(shí)際使用中發(fā)現(xiàn),由于網(wǎng)狀皮帶在原來鋼絲層上方增加一層鋼絲網(wǎng),導(dǎo)致膠料與鋼絲、鋼絲網(wǎng)間粘著性變差,硫化接頭開裂現(xiàn)象增加。另外,上覆蓋膠變薄,皮帶磨損加快,很快露出鋼絲,在皮帶經(jīng)過滾筒清掃器時(shí)反而造成皮帶撕裂。為避免此情況發(fā)生,不得不進(jìn)行大量的冷潑、冷粘作業(yè)進(jìn)行局部修復(fù),最終仍然需要整條皮帶更換,大大縮短了皮帶的使用壽命。
(3)硫化及修復(fù)工藝選擇不當(dāng)。鋼絲帶的硫化在剝皮帶環(huán)節(jié)采用把整個(gè)面膠剝掉,再分離鋼絲的工藝,時(shí)間長,影響生產(chǎn)。
(4)長度2000m以上皮帶硫化時(shí)間長。公司共有2000m以上的皮帶25條,按每條皮帶270m計(jì)算,每條皮帶接頭至少8個(gè),硫化一條皮帶至少需要3天以上。嚴(yán)重影響生產(chǎn)。
(5)皮帶硫化和修復(fù)的工藝不夠精細(xì)化,硫化質(zhì)量不高,造成接頭處開膠等質(zhì)量問題,影響皮帶的使用壽命。
2 采用皮帶硫化和修復(fù)綜合管理
2014年后,針對上述問題,前港分公司在皮帶硫化及修復(fù)中采取綜合管理措施,減少了人員的投入,延長了皮帶的使用壽命,減少了皮帶硫化及修復(fù)費(fèi)用。
(1)合理分工基層隊(duì)職責(zé)。整條皮帶硫化及皮帶局部硫化,由硫化隊(duì)負(fù)責(zé),冷粘、冷潑等皮帶修復(fù)工作,堆裝隊(duì)、卸車隊(duì)負(fù)責(zé)。
(2)皮帶硫化前期的拖出舊皮帶、拖入新皮帶,以及硫化后皮帶配重、滾筒等安裝工作由堆裝隊(duì)和卸車隊(duì)負(fù)責(zé),硫化隊(duì)只負(fù)責(zé)硫化環(huán)節(jié),充分利用了全公司的維修資源,硫化隊(duì)人員編制由60人,降低到12人,但是整個(gè)硫化工作效率提高。
(3)合理選擇高強(qiáng)度的皮帶,廢棄網(wǎng)狀皮帶。
(4)加強(qiáng)皮帶使用監(jiān)護(hù)。在皮帶磨損初期,由流程隊(duì)采用局部冷潑工藝修復(fù);有皮帶縱向局部撕裂采用冷粘工藝修復(fù),局部磨損嚴(yán)重采用局部熱硫化工藝,整個(gè)皮帶磨損采用整體接頭硫化工藝。
(5)皮帶分段硫化。對于1800~2000m長的皮帶,分段更換、分段硫化,每次2~4個(gè)接頭,充分利用生產(chǎn)間隙,減少對生產(chǎn)的影響。
(6)加強(qiáng)皮帶硫化和修復(fù)的過程管理,提高硫化及修復(fù)質(zhì)量,延長使用時(shí)間。
3 加強(qiáng)皮帶硫化及修復(fù)的過程管理
皮帶硫化及修復(fù)工藝對皮帶的修復(fù)有著非常重要的意義,加強(qiáng)皮帶硫化及修復(fù)的過程控制是延長皮帶使用壽命的重要措施。
3.1 鋼絲帶硫化工藝步驟及要求
(1)吊裝硫化設(shè)備。
(2)搭建硫化工作平臺(tái)。
(3)按照流程技術(shù)要求,確定硫化帶頭位置,并使用切割鋸按照18°夾角進(jìn)行切割。
(4)剔出鋼絲(見下圖1),使用刀具將帶頭范圍內(nèi)鋼絲剔出,盡量減少殘留。
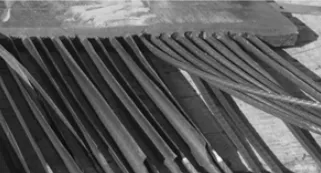
圖1 鋼絲帶剔出鋼絲
(5)使用打磨機(jī)對過渡區(qū)進(jìn)行打磨,注意不要打焦。
(6)確定四點(diǎn)皮帶中心,使用線繩固定帶頭位置。
(7)使用粗砂布打磨鋼絲繩,注意勿傷及鍍鋅層。
(8)清洗,用120#汽油將接頭處、膠合面清洗干凈。
(9)涂膠,將接頭處、膠面均勻涂抹膠漿。
(10)待膠漿晾干后,膠帶合攏,然后搭接鋼絲,要求從中間向兩邊擺放。
(11)鋪上覆蓋膠,切除多余膠料,然后鋪放青光紙。
(12)依此放上壓力帶、保護(hù)板、加熱板、上橫梁。之后,與下橫梁找正、對齊,然后緊固。
(13)硫化過程。先一邊加溫,一邊打壓,當(dāng)溫度升高到100℃左右時(shí),壓力要達(dá)到10kg/cm2,當(dāng)溫度達(dá)到145℃,壓力要達(dá)到13kg/cm2,停止打壓,繼續(xù)加熱,保持溫度達(dá)到145℃時(shí),開始計(jì)算硫化時(shí)間,停止加熱,保溫45min后,硫化結(jié)束。拆除電源、控制器等,讓硫化機(jī)自然冷卻,降溫至70~90℃左右,拆除硫化機(jī)。
(14)膠帶修邊。卸掉硫化機(jī)后,將膠帶接頭處的溢膠和毛邊修整光滑,至此,整個(gè)硫化工作結(jié)束。
3.2 帆布皮帶硫化工藝
(1)吊裝硫化設(shè)備。
(2)按照流程技術(shù)要求,確定硫化帶頭位置,并使用切割鋸按照20°夾角進(jìn)行切割(見圖2)。
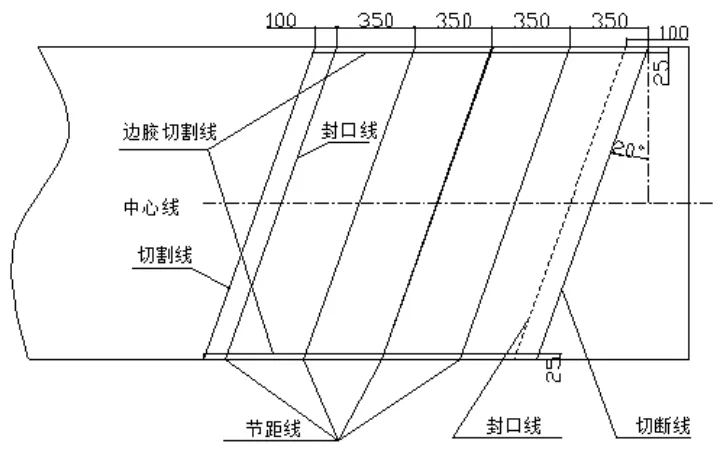
圖2 帆布皮帶中心線、切割線示意圖
(3)分好階梯(6層布層分5個(gè)階梯),按階梯依次拔除帆布層,注意用壁紙刀時(shí)不得損傷下一層芯體。
(4)使用打磨機(jī)對過渡區(qū)及整個(gè)粘合面進(jìn)行打磨,注意不要打焦。
(5)接頭對接。將兩端加工面合攏,查看相鄰層配合情況。避免芯體疊在一起。
(6)清洗可用120#汽油將膠合面清洗干凈。
(7)涂膠可將接頭處、膠面均勻涂抹膠漿。
(8)待下粘合面膠漿晾干后,粘上芯膠,然后再對芯膠上覆蓋面清洗、涂膠。
(9)待膠漿晾干后,膠帶合攏,要求從中間向兩邊推壓,以擠出粘合接頭中存留的空氣。
(10)接縫處鋪上填縫膠,切除多余膠料,然后鋪放青光紙。
(11)依此放上壓力帶、保護(hù)板、加熱板、上橫梁。之后,與下橫梁找正、對齊,然后緊固。
(12)硫化過程。先一邊加溫,一邊打壓,當(dāng)溫度升高到100℃左右時(shí),壓力要達(dá)到10kg/cm2,當(dāng)溫度達(dá)到145℃,壓力要達(dá)到12kg/cm2,停止打壓,繼續(xù)加熱,保持溫度達(dá)到145℃時(shí),開始計(jì)算硫化時(shí)間,停止加熱,保溫30min后,硫化結(jié)束。拆除電源、控制器等,讓硫化機(jī)自然冷卻,降溫至70~90℃左右,拆除硫化機(jī)。
(13)膠帶修邊。卸掉硫化機(jī)后,將膠帶接頭處的溢膠和毛邊修整光滑,至此,整個(gè)硫化工作結(jié)束。
3.3 上述皮帶硫化的關(guān)鍵節(jié)點(diǎn)
(1)帶頭位置確定。根據(jù)流程長度、配重及皮帶延伸度綜合考慮,避免出現(xiàn)帶長或帶短,確保在技術(shù)要求范圍內(nèi)。
(2)刷完汽油及膠漿后,一定要在汽油或膠漿完全揮發(fā)后再鋪蓋膠料,其標(biāo)準(zhǔn)為用手摸不粘手為宜。
(3)硫化作業(yè)對環(huán)境要求很高,嚴(yán)禁在雨天、霧天、揚(yáng)塵天等惡劣下作業(yè),因其對硫化質(zhì)量影響嚴(yán)重,大大降低硫化頭強(qiáng)度,還會(huì)導(dǎo)致帶頭起泡等。
(4)恒溫溫度嚴(yán)格控制在145℃±5℃范圍內(nèi),溫度過高易出現(xiàn)過硫、帶頭焦炭化,降低帶頭強(qiáng)度。溫度過低易出現(xiàn)欠硫,也達(dá)不到帶頭強(qiáng)度,甚至導(dǎo)致帶頭報(bào)廢。
(5)對于帆布帶,切割時(shí)應(yīng)正確使用刀具,切勿割傷帆布,否則會(huì)降低膠帶強(qiáng)度,為此切割時(shí)一般在膠層與帆而層之間留0.5mm殘留層,在帆布層之間留0.3mm殘留層。
3.4 上述皮帶硫化的安全注意事項(xiàng)
(1)劃定安全作業(yè)區(qū)域。使用警示帶、警示立柱,設(shè)封閉作業(yè)區(qū)域,專人監(jiān)護(hù)。
(2)吊裝作業(yè)時(shí)吊帶(鎖)、卸扣、吊籠及屬具完好,滿足負(fù)荷要求。
(3)專人指揮。通訊暢通,手勢規(guī)范,信號(hào)明確,嚴(yán)格執(zhí)行二次起落鉤。
(4)明確吊裝操作。作業(yè)人員正確站位,明確鉤行路線,固定2人接掛鉤。
(5)搭建工作平臺(tái)。硫化設(shè)備按序擺放,工作平臺(tái)捆牢扎實(shí)。
(6)多人搬抬設(shè)備時(shí),固定指揮人員,步調(diào)一致。
(7)皮帶搭接,規(guī)范使用刀具,用完及時(shí)回刀鞘,廢刀片集中存放、處理。
(8)手持電動(dòng)工具線路規(guī)范、絕緣良好、作業(yè)防護(hù)器具齊全。
(9)操作手持電動(dòng)工具要戴好防護(hù)鏡、絕緣手套等防護(hù)用品。
(10)刷膠漿及汽油時(shí),作業(yè)人員佩戴乳膠手套。
(11)設(shè)備運(yùn)行時(shí)承壓裝置完好,加壓及保壓時(shí)作業(yè)人員退至安全區(qū)域。
(12)設(shè)備加溫、恒溫時(shí),專人監(jiān)護(hù),作業(yè)人員遠(yuǎn)離加熱板出水口。
(13)2名電工負(fù)責(zé)停送電,1人監(jiān)護(hù)、1人操作。
(14)拆卸設(shè)備。遵守吊裝作業(yè)環(huán)節(jié)的安全防范措施。
3.5 冷粘工藝
前港公司冷粘工藝采用德國REMA TIP TOP公司SC2000或者膠條(TS801)工藝。
(1)表面處理。將冷粘部位點(diǎn)到平緩部位,用鋼絲刷處理干凈后,將冷粘部位周邊灰塵清理干凈。如冷粘部位有水或潮濕,首先用吹風(fēng)機(jī)吹干;氣溫5℃以下時(shí),要用吹風(fēng)機(jī)將硫化頭保溫處理,以保持冷粘部位干燥(處理干凈是首要條件)。
(2)清洗。鋼絲內(nèi)部、邊角等不宜打磨的部位,用清洗劑清理干凈。若冷粘部位整體平整或沒有清洗劑的情況下,需要借助錘頭敲打冷粘部位,盡可能清理干凈。
(3)混合。按照比例,混合冷粘膠,充分?jǐn)嚢瑁⊿C2000攪拌大約2min;橡膠修補(bǔ)劑TS919N大約需要5min),攪拌均勻、顏色一致為宜。
(4)涂敷。第一遍涂刷要均勻,用手背試一下,冷粘膠似粘不粘時(shí),再涂抹一遍。最后檢查邊角部位膠層,膠層厚的用裁紙刀刮平,未抹膠的部位涂刷一遍 (氣溫低于5℃時(shí),要用吹風(fēng)機(jī)適當(dāng)加溫吹干;涂抹質(zhì)量是保證冷粘效果的關(guān)鍵)。 膠條長度合適,斷面與皮帶邊平行。
(5)壓實(shí)敲打,膠條平整,保證邊角不起邊(15min后可用)。
3.6 冷潑工藝
(1)裁紙刀去除起層部位,將冷潑部位修邊倒角或切V型坡口(寬度小于厚度)。
(2)皮帶穿透部位需用膠帶將底面貼住。
(3)按照打磨工藝處理冷潑部位。
(4)按照涂敷工藝將冷潑部位底面坡口涂抹2遍TS801 (可用SC2000膠代替),打一層底膠。
(5)混合TS919N橡膠修補(bǔ)劑(TS919N大約需要5min、TS921大約2min)倒入TS919N修補(bǔ)膠(高于坡口1~2mm)。
(6)表面覆蓋薄膜紙,用平板壓實(shí)平整,停用1h以上。
4 皮帶硫化及修復(fù)綜合管理取得的成效
前港分公司自2014年以來,通過合理人員配置,選用新型高強(qiáng)度,皮帶分段硫化,加強(qiáng)皮帶硫化及修復(fù)過程管理等綜合管理措施,皮帶硫化人員從60人縮減到12人,但皮帶硫化及修復(fù)質(zhì)量提高,皮帶硫化效率和硫化質(zhì)量提高,皮帶的更換周期大大延長。以長度1800~2000m的礦石皮帶為例,硫化一個(gè)接頭的平均時(shí)間由11.4h縮短8.9h(包括從拖出舊皮帶、硫化、硫化結(jié)束后的托輥、配重恢復(fù)后皮帶機(jī)重新運(yùn)轉(zhuǎn)的時(shí)間)。整帶換帶作業(yè)量由原來的平均作業(yè)量為6834萬噸,延長為現(xiàn)在的8276萬噸,每年為企業(yè)節(jié)約換帶費(fèi)用約358.5萬元。
5 對策
(1)繼續(xù)加強(qiáng)對皮帶硫化及修復(fù)新技術(shù)、新工藝的研究。研究新的皮帶硫化、冷粘、冷潑工藝。
(2)不斷加強(qiáng)對皮帶硫化及修復(fù)人員的培訓(xùn),提高人員素質(zhì),保證皮帶硫化及修復(fù)質(zhì)量。
(3)加強(qiáng)與生產(chǎn)組織的協(xié)調(diào)。盡可能留出生產(chǎn)間隙,保證硫化工作的順利進(jìn)行。
TH222
A
1671-0711(2017)12(上)-0061-02
猜你喜歡
裝備制造技術(shù)(2020年9期)2021-01-26 00:15:12
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
故事大王(2016年7期)2016-09-22 17:30:08
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
同煤科技(2015年2期)2015-02-28 16:59:14
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
河南科技(2014年23期)2014-02-27 14:18:55
兒童故事畫報(bào)(2013年3期)2013-06-24 05:40:30
