盤形滾刀刀圈軋制數值模擬研究
2017-12-11 05:41:08王輝平
隧道建設(中英文) 2017年11期
王輝平
(1. 硬質合金國家重點實驗室, 湖南 株洲 412000; 2. 株洲硬質合金集團有限公司, 湖南 株洲 412000)
盤形滾刀刀圈軋制數值模擬研究
王輝平1, 2
(1. 硬質合金國家重點實驗室, 湖南 株洲 412000; 2. 株洲硬質合金集團有限公司, 湖南 株洲 412000)
盤形滾刀工況條件差、換刀成本高,生產廠家對刀圈的性能要求越來越嚴格。為了提高刀圈質量,針對TBM中43.2 cm(17英寸)盤形滾刀刀圈,采用軋制成形工藝,運用塑性成形軟件,建立盤形滾刀軋制過程數值模型,通過有限元仿真分析滾刀成形的應力場和應變場,并對不同參數對成形過程的影響進行研究。研究結果表明: 1)軋制過程應力較小,應變分布較為均勻,但整體應變較小,隨著主輥轉速及芯輥進給速度的增大,等效應力逐漸減小,應變基本不變。2)匹配仿真參數進行刀圈軋制試驗,并對刀圈質量進行檢測,刀圈流線與外形輪廓相符,分布連貫不被打斷,且與主應力方向一致,流線合理。
盤形滾刀刀圈; 軋制成形; 數值模擬; 等效應力; 等效應變
0 引言
全斷面巖石掘進機(TBM)是硬巖隧道施工中的重要掘進裝備,在掘進過程中對地應力影響較大,并且隨著埋深的增大,地應力增大。布置在TBM刀盤上的盤形滾刀是掘進破巖的關鍵部件,廣泛應用于各種中軟以及中硬巖地層隧洞開挖[1]。刀盤作為盾構的重要部件,其性能直接關系到隧道的掘進效率、施工安全、運營成本以及工程質量。刀盤結構復雜,樣式繁多,在不同地質條件下刀盤施工性能表現各異[2]。刀盤刀具是TBM掘進機的關鍵部件。與盾構相比,TBM刀盤結構更為復雜,工作環境更為惡劣,刀具損耗大、換刀頻率高,承受大扭矩、大推力以及沖擊載荷的作用,振動十分劇烈[3]。
關于刀圈的制造已有許多的研究成果。張占杰等[4]研究了材料對刀圈性能的影響; 閆洪等[5-6]對盾構刀具鋼的淬火和回火組織進行了研究,得出了最佳淬火和回火參數; 晏廣華等[7]研究了不同熱處理工藝對刀圈組織性能的影響; 夏毅敏等[8]對刀圈熱處理進行了數值模擬,并對刀圈性能進行了預測。此外,從成形的角度掌握刀圈制造過程中應力、應變的分布規律,對于提高刀圈制造質量,從而提高刀圈使用壽命有重要意義。陳饋[9]對盾構刀具的關鍵技術及最新發展進行了全面介紹,指出鍛造刀圈生產過程廢品率高,且生產的刀圈容易斷裂; 王江偉[10]對不同形狀尺寸的坯料進行刀圈鍛造成形進行了分析,指出空心坯料成形效果優于實心毛坯。關于刀圈的成形已有一定的研究成果,但不夠全面,本文針對滾刀刀圈軋制過程,運用數值模擬手段,對刀圈軋制過程及軋制過程的應力、應變進行分析,并對不同參數對成形過程的影響進行研究,最后匹配仿真參數進行軋制試驗,對成形后的刀圈進行流線檢測。
1 盤形滾刀軋制成形工藝
1.1 刀圈成形工藝
為了使刀圈獲得沿輪廓分布的流線,并且消除坯料中碳化物等雜質的影響,應盡可能地增大軋制比,故設定如下成形工藝: 下料、鐓粗、制坯、沖孔及軋制成形。
1.2 刀圈制坯成形工藝設計
參考刀圈產品尺寸圖,加上冷縮率后,便可確定刀圈的熱鍛件圖。對于刀圈的鐓粗過程,圓柱坯料的高徑比應不大于2.0~2.5,否則很容易產生彎曲。由于刀圈刃部變形比較大,在鐓粗過程中應考慮局部高徑比的大小,以免造成制坯過程中坯料的折疊。在沖孔階段,坯料沖前直徑與沖頭直徑之比應為2.5~3.0。若比值取得過大,會使預制坯發生畸變; 若比值過小,則不利于擴孔及后續的軋制過程。
2 軋制過程建立條件
2.1 刀圈幾何模型
盤形滾刀刀圈幾何模型見圖1,采用常用的43.2 cm(17英寸)盤形滾刀[11],刀圈軋制成形目標幾何尺寸如圖1所示。
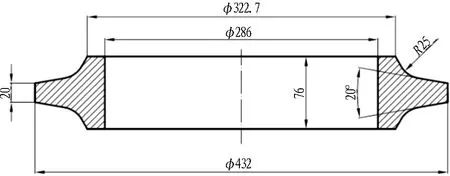
圖1 盤形滾刀刀圈幾何模型(單位: mm)
2.2 咬入條件
軋制過程能否順利完成,首先取決于軋制件能否被旋轉軋輥順利拽入,實現這一過程即為咬入條件。為實現軋件咬入,必須給軋件施加推力,使得軋件在碰到軋輥前已有一定的慣性力或者沖擊力,這對順利咬入是有利的。軋件如能自然地被軋輥咬入,其他條件下的拽入過程也能實現,這種咬入稱為自然咬入,即軋件以靜止狀態與軋輥接觸并被拽入。自然咬入軋件受力分析如圖2所示。
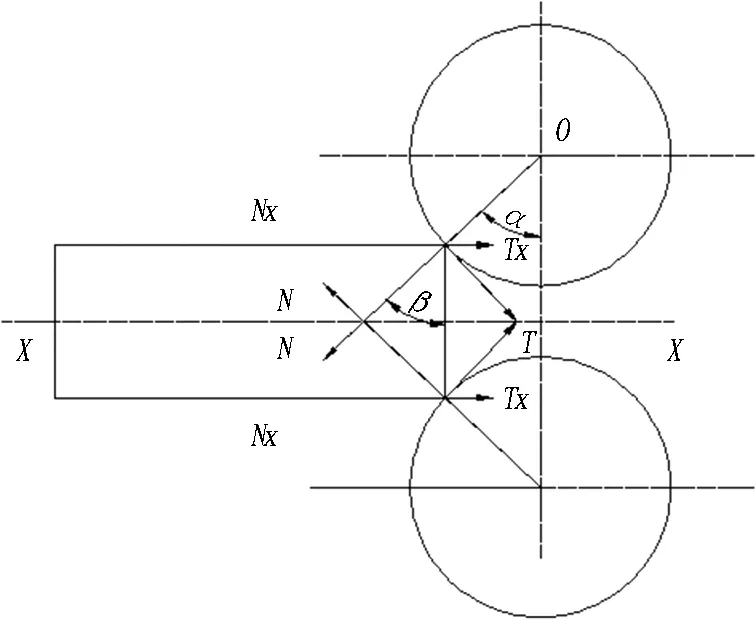
圖2 自然咬入軋件受力分析
在接觸點上軋件受到軋輥對它的壓力N及摩擦力T的作用。T與N滿足庫侖摩擦定律,即T=fN。因摩擦因數可用摩擦角表示為f=tanβ,且f≥tanα,故β≥α。由以上推導可知: 1)摩擦角β大于咬入角α,才能實現自然咬入; 2)摩擦角相對于咬入角越大,軋件越容易被拽入。
2.3 穩定軋制條件
軋件被軋輥咬入之后,軋件前段與軋輥軸心連線間夾角δ不斷減小(如圖3所示),一直到δ=0時,方可進入穩定軋制階段。開始咬入時要求的摩擦條件較高,摩擦因數大,隨著軋件被咬入部分的逐漸增加,水平推力逐漸減小; 開始咬入條件一旦建立,軋件就能很自然地向軋輥間充填,從而建立穩定軋制過程。因此,凡是能降低咬入角α和提高摩擦角β的措施皆有利于咬入條件和穩定軋制條件的實現。
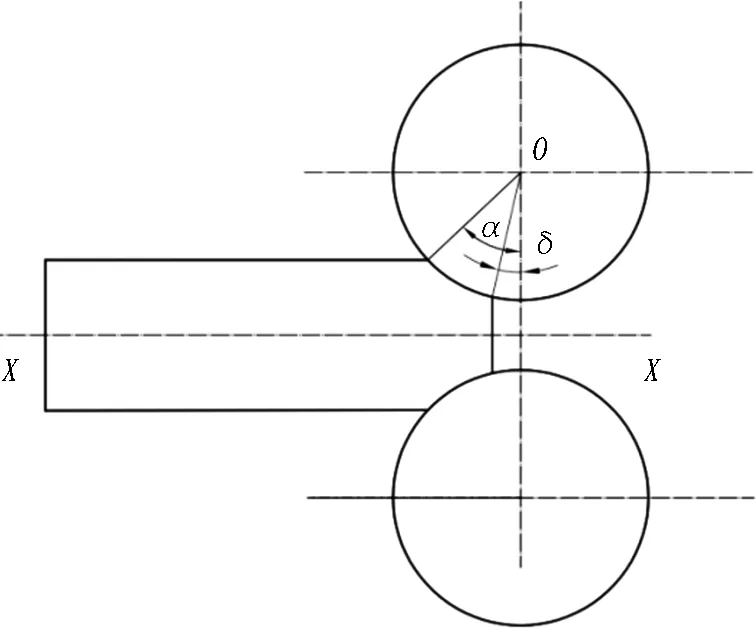
圖3 穩定軋制條件
3 數值模擬
3.1 模型的建立
本文采用Deform-3D有限元軟件對盤形滾刀軋制過程進行模擬,建立的有限元模型如圖4所示。刀圈采用軸徑向軋制成形工藝,在Defrom-3D軟件中選擇環軋模塊進行模擬仿真,毛坯材料選擇材料庫中的H13,模具為剛體,模具預熱為300 ℃,環境溫度設為25 ℃。摩擦因子為0.7,熱傳導系數為11 N/(s·mm·℃)。不考慮軋件與空氣的熱對流,網格數量為1萬5 000個,最小網格尺寸為4.208 mm。采用Sparse求解器和Direct iteration迭代算法,時間步長為0.005 s,停止條件設置為刀圈外徑尺寸達到432 mm。主輥作旋轉主軋制運動,以摩擦力帶動環形毛坯旋轉; 芯輥朝主輥方向作徑向直線進給運動; 環件上下端面上的2個錐輥以環件線速度同步旋轉并作軸向進給; 隨著軋制過程的進行,環件壁厚逐漸減少,直徑逐漸擴大,軸向尺寸由錐輥軸向軋制實現[12]。根據軋制運動學理論,軋制過程中環件線速度為0.4~1.6 mm/s,結合現有軋制機參數及毛坯和模具尺寸,計算出毛坯每轉減少范圍,故可以設置主輥轉速為5 rad/s,錐輥轉速為10 rad/s,芯輥進給速度為1.5 mm/s,錐輥進給速度為0.8 mm/s。
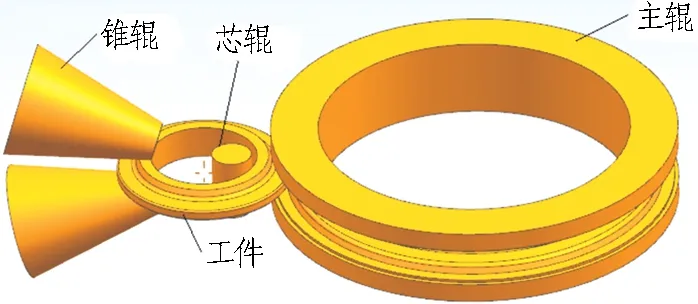
圖4 滾刀軋制有限元模型
為研究主要不同參數對成形過程的影響,通過控制變量的方法設置了不同的參數組合,從而得出每個參數對軋制成形過程的影響規律。不同成形參數方案如表1所示。
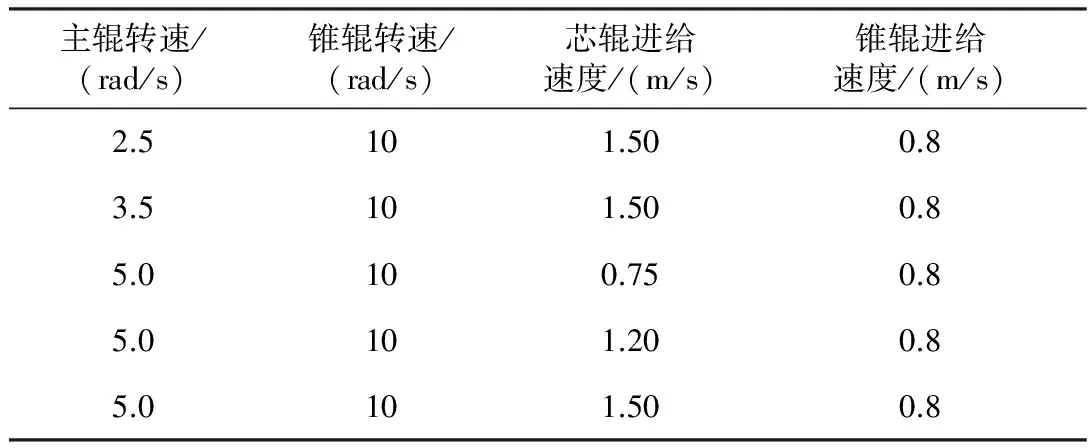
表1 不同成形參數方案
3.2 仿真結果與分析
在軋制結束的刀圈內部取4個點,觀察軋制過程中的刀圈應力變化規律。刀圈軋制結束應力分布如圖5所示。刀圈軋制開始,芯輥和主輥作為刀圈軋制成形的主要模具,軋制力充分作用于刀圈,使此區域應力急劇上升,在達到200 MPa以上后,隨著軋制進行有小幅的上升,總體趨于平穩,刀圈整個軋制過程變形較平穩。刀圈截面內部區域應力較其他靠近截面表面的特征點小100 MPa左右。刀圈過渡圓弧部位和刀刃部位應力在刀圈軋制過程中大于其他區域,說明刀圈刃部區域在軋制過程中溫度下降較快,原子擴散能力減弱,晶界遷移能力降低,金屬的塑性減弱。刀圈軋制過程應力變化趨勢如圖6所示。
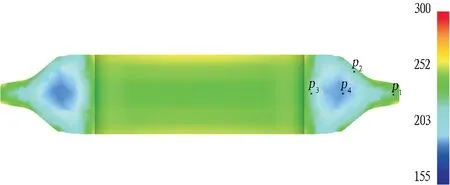
圖5 刀圈軋制結束應力分布(單位: MPa)
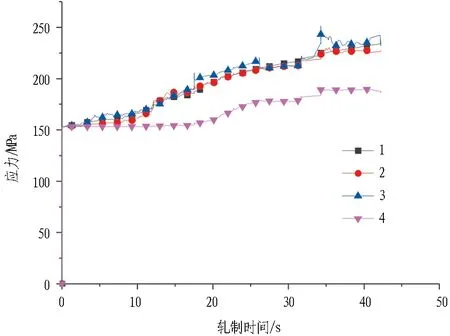
圖6 刀圈軋制過程應力變化趨勢
刀圈成形結束,整體應變較均勻,較大應變主要在刀圈側面與相鄰區域交界處。刀圈軋制結束應變分布如圖7所示。軋制結束刀圈應變沿刀圈截面分布,刀圈芯部主要區域應變一致且應變較小。刀圈芯部應變在刀圈軋制過程中較小,原因為刀圈主要外形在預鍛過程已被成形,刀圈軋制過程刀圈截面形狀變化較小,主要是刀圈直徑的擴大變形,芯部金屬變形較小。刀圈軋制應變變化趨勢如圖8所示。可以看出,應變隨刀圈軋制的進行逐漸增大,說明主輥對刀圈軋制效應較明顯,可以提高刀圈致密度,有利于刀圈使用壽命的延長。
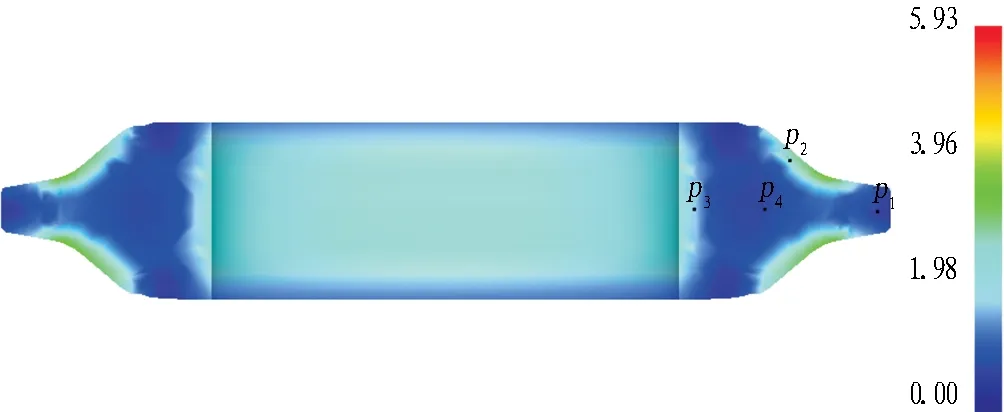
圖7 刀圈軋制結束應變分布
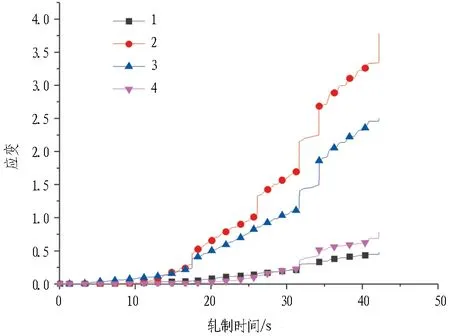
圖8 刀圈軋制應變變化趨勢
3.3 不同參數對成形過程的影響
不同參數條件下刀圈軋制成形過程中p1點最大等效應力及均值、p3點等效應變及均值如表2所示。可以看出: 1)隨著主輥轉速的增大,等效應力值逐漸減小,等效應變幾乎無變化; 2)隨著芯輥進給速度的增大,等效應力逐漸減小,應變同樣無太大變化。可能是由于速度太小,模具與坯料之間接觸時間太長,坯料溫度下降過多,導致塑性變形困難,從而等效應力增大。
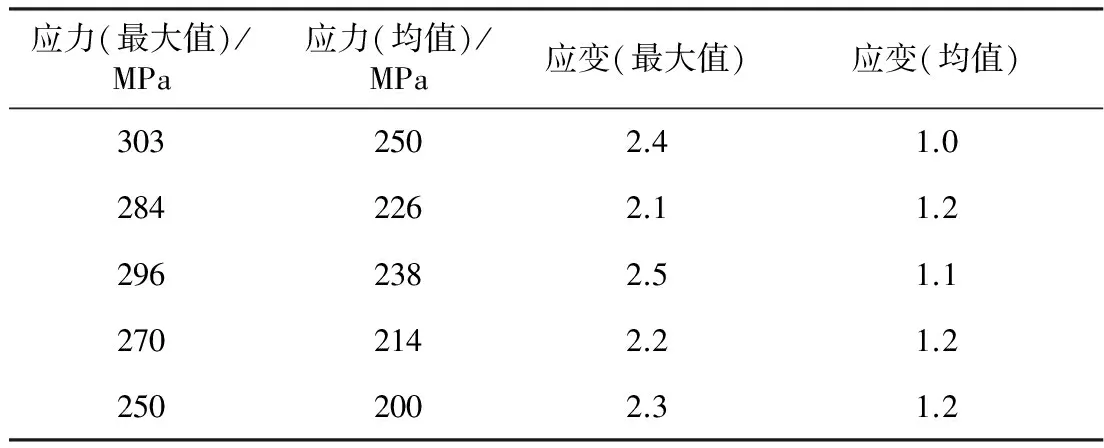
表2 等效應力、應變結果
4 刀圈成形質量試驗研究
4.1 試驗方案
為了對成形刀圈質量進行檢測,匹配數值模擬參數在立式軋環機上進行盤形滾刀刀圈軋制試驗。坯料始鍛溫度為1 150 ℃,模具預熱為300 ℃,并保溫1 h,主輥轉速為5 rad/s,錐輥轉速為10 rad/s,芯輥進給速度為1.5 mm/s,錐輥進給速度為0.8 mm/s,未加潤滑劑(使摩擦因子接近0.7)。
鍛造完成后對鍛件進行固溶、時效處理,之后將鍛件沿中間切開,對剖面進行打磨處理,用1∶1鹽酸水溶液加熱到60~80 ℃并保溫15~20 min; 然后拿出用酒精清洗,吹干,用不超過100倍的放大鏡觀察。
4.2 試驗結果分析
合理的鍛件內部金屬流線與外形輪廓相符,并且分布連貫不被打斷,金屬流線的方向與鍛件工作時的最大正應力平行,與最大切應力垂直。軋制成形刀圈的流線分布如圖9所示。鍛件成形完好,流線清晰,絕大部分流線沿刀圈輪廓分布,且刀刃部分流線相對致密,這也與刀圈成形過程中刃部應變較大相對應。刀圈在工作時主要受到垂直正應力和側向力,刀圈刃部流線近乎與垂直力平行,與側向力垂直,刀圈流線合理。
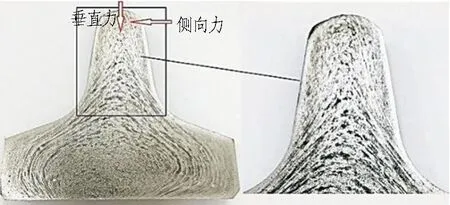
圖9 刀圈流線分布
根據刀圈軋制試驗以及對刀圈質量檢測可知,采用數值模擬參數軋制得到的刀圈與試驗相驗證,質量良好,可以為刀圈的制造提供一定的參考。
5 結論與建議
1)刀圈軋制成形過程中等效應變、等效應力的模擬結果表明: 軋制過程中應力較小,有利于原子擴散能力及金屬塑性提高; 等效應變分布較為均勻,但整體應變較小,有進一步優化的空間。
2)對主要參數變化對軋制過程的影響研究表明,隨著主輥轉速及芯輥進給速度的增大,等效應力逐漸減小,應變基本不變。
3)匹配仿真參數進行刀圈軋制試驗,并對刀圈質量進行了檢測,刀圈流線與外形輪廓相符,分布連貫不被打斷,且與主應力方向一致,流線合理。
4)對刀圈軋制過程中的應力場、應變場無法通過試驗進行直接驗證。后續研究可以對軋制過程中的參數變化對刀圈成形后的刀圈力學性能的影響進行研究,從而從側面佐證仿真的可信性。
[1] 夏毅敏,吳才章,顧健健,等. 不同地應力下TBM盤形滾刀破巖特性[J]. 中南大學學報(自然科學版), 2016(2): 450.
XIA Yimin, WU Caizhang, GU Jianjian,et al. Mechanical characteristics of TBM disc cutter under the initial stress[J]. Journal of Central South University (Natural Science), 2016(2): 450.
[2] 夏毅敏,卞章括,胡承歡,等.復合式土壓平衡盾構機刀盤性能綜合評價方法[J]. 機械工程學報, 2014(21): 1.
XIA Yimin, BIAN Zhangkuo, HU Chenghuan,et al. Performance comprehensive evaluation of composite earth pressure balanced shield machine cutter head[J].Journal of Mechanical Engineering, 2014(21): 1.
[3] 夏毅敏,陳卓,林賚貺,等. 某供水工程TBM刀盤破巖過程動靜態響應特性[J]. 哈爾濱工程大學學報, 2016, 37(5): 732.
XIA Yimin, CHEN Zhuo, LIN Laikuang, et al. Static and dynamic response characteristics of a TBM cutter head′s rock-breaking process: A case study of a diversion project[J]. Journal of Harbin Engineering University, 2016, 37(5): 732.
[4] 張占杰,劉樸,趙海峰,等. TBM滾刀刀圈材料性能的研究[J]. 鋼鐵研究, 2013, 41(1): 18.
ZHANG Zhanjie, LIU Pu, ZHAO Haifeng, et al. Resarech on material performance of TBM disk cuter rings[J].Research on Iron & Steel, 2013, 41(1): 18.
[5] 閆洪, 陳磊, 阮先明,等. 盾構刀具用5Cr5MoSiV1鋼淬火組織[J]. 金屬熱處理, 2013, 38(6): 76.
YAN Hong, CHEN Lei, RUAN Xianming, et al. Quenched microstructure of 5Cr5MoSiV1 steel for shield tools[J].Heat Treatment of Metals, 2013, 38(6): 76.
[6] 閆洪, 陳磊, 阮先明. 盾構刀具用5Cr5MoSiV1鋼的回火工藝[J]. 材料熱處理學報, 2013, 34(增刊1): 50.
YAN Hong, CHEN lei, RUAN Xianming. Tempering process of 5Cr5MoSiV1 steel for shield tools[J]. Transactions of Materials and Heat Treatment, 2013, 34(S1): 50.
[7] 晏廣華,黃新民,褚作明,等. 不同熱處理工藝下H13鋼組織性能的變化[J]. 合肥工業大學學報(自然科學版), 2011(6): 834.
YAN Guanghua, HUANG Xinmin, CHU Zuoming, et al. Effects of heat treatment on mechanical properties of H13 steel[J].Journal of Hefei University of Technology (Natural Science), 2011(6): 834.
[8] 夏毅敏,張睿,叢國強,等. 盤形滾刀刀圈熱處理工藝及其性能預測[J]. 熱加工工藝, 2016, 45(22): 160.
XIA Yimin, ZHANG Rui, CONG Guoqiang, et al. Heat treatment process and performance prediction of disc cutter ring[J].Hot Working Technology, 2016, 45(22): 160.
[9] 陳饋. 盾構刀具關鍵技術及其最新發展[J]. 隧道建設, 2015, 35(3): 197.
CHEN Kui. Key technologies for cutting tools of shield and their latest development[J]. Tunnel Construction, 2015, 35(3): 197.
[10] 王江偉. TBM盤形滾刀刀圈的鍛壓成形工藝研究[D]. 北京: 華北電力大學, 2014.
WANG Jiangwei. Study of the forging process of TBM′s disc cutter ring[D]. Beijing: North China Electric Power University, 2014.
[11] 江志強,張銀霞,王棟,等. TBM盤形滾刀淬火過程的數值研究[J]. 制造業自動化, 2015(15): 54.
JIANG Zhiqiang, ZHANG Yinxia, WANG Dong, et al.Numerical research on quenching process of TBM disc cutter[J]. Manufacturing Automation, 2015(15): 54.
[12] 徐如濤,黃海玲,王克魯,等.基于Deform-3D的徑軸向環軋有限元模擬時的導向輥約束[J]. 熱加工工藝,2012, 41(3): 87.
XU Rutao, HUANG Hailing, WANG Kelu,et al. Bound of guide roll in radial-axial ring rolling finite element simulation based on Deform-3D[J]. Hot Working Technology, 2012, 41(3): 87.
StudyofNumericalSimulationofRollingofDiscCutterRing
WANG Huiping1, 2
(1.StateKeyLaboratoryofCementedCarbides,Zhuzhou412000,Hunan,China; 2.ZhuzhouCementedCarbideGroupCo.,Ltd.,Zhuzhou412000,Hunan,China)
Due to the poor working conditions and high cost of replacement of disc-cutters, the manufacturers are getting stricter about the performance of the disc-cutter rings. The numerical model of rolling process of TBM-used 17 inch disc-cutter is established by plastic forming software; the stress field and strain field of the disc cutter during rolling is analyzed by finite element simulation; and the influence of different parameters on disc cutter forming process is studied. The study results show that: 1) During the disc-cutter rolling process, the stress and strain are small, the strain distribution is uniform; with the main roller speed and the feed speed of the core roller increase, the equivalent effective stress decreases; while the strain does not vary. 2) The test on disc cutter ring rolling by matching the simulation parameters is carried out; the quality checking shows that the cutter ring circle, with continuous distribution and holds the same direction with main stress, coincides with the cutter contour.
disc-cutter ring; roll forming; numerical simulation; equivalent effective stress; equivalent effective strain
2017-04-12;
2017-07-13
湖南省戰略性新興產業科技攻關項目(2015GK1029)
王輝平(1963—),男,湖南漣源人,1984年畢業于中國礦業大學,金屬材料專業,本科,高級工程師,從事硬質合金制造技術研發與管理工作。E-mail: wanghp@601.cn。
10.3973/j.issn.2096-4498.2017.11.019
U 45
A
2096-4498(2017)11-1483-05