高壓隔爆型電機機座加工工藝改進技術
2017-12-13 06:09:46,
防爆電機 2017年6期
,
(江西特種電機股份有限公司, 江西宜春 336000)
高壓隔爆型電機機座加工工藝改進技術
吳建群,黎宜芳
(江西特種電機股份有限公司, 江西宜春 336000)
分析傳統的機座加工工藝存在的缺陷,在原有機座加工工藝基礎上,通過調整加工順序,確定較為合理的工藝流程,提出相應的工藝改進技術,消除機座對整機性能的影響,并通過試驗驗證,檢驗了工藝改進后的情況,達到了減少噪聲,提高工效,確保質量的效果。
高壓隔爆型電機;機座;工藝改進;試驗驗證
0 引言
機座作為高壓隔爆型三相異步電動機的關鍵部件,其設計及制造質量的優劣直接影響到設備的安全可靠性。高壓隔爆型機座具有結構緊湊、重量輕的特點。但其整體壁薄、徑向剛度弱,車削結構工藝性差,因此加工難度大,生產制造過程中易變形。與普通機座有所不同,它的兩端止口深度增加,端面加寬,兩端止口與鐵心內圓及端面對軸心線圓跳動及同軸度的要求提高了,即尺寸精度和形位精度要求高;如果變形嚴重,將直接導致機座與端蓋配合處爆隔接合面間隙較差,不能滿足隔爆型設備的隔爆外殼要求。本文對高壓隔爆型機座加工工藝的傳統方法進行兩次加工改造分析,制定了最佳的工藝改進方法,并通過試驗加以驗證。
1 機座加工工藝
1.1 傳統加工工藝方案
采用傳統工藝方案,機座加工完成后止口變形嚴重,且各部位變形量不一致,最大的變形量達到1mm以上。這無法滿足防爆標準中隔爆型防爆外殼要求,如圖1所示。

圖1機座(車加工裝夾方案)
機座兩端端面、止口及鐵心加工在立式車床上進行。將機座端面及內圓粗車后留一定余量,以精車止口胎定位精車至圖紙尺寸,其加工工藝過程為: 退火處理→粗車→半精車→振動時效→水壓試驗→調頭精車→銑平面、鉆底腳。采用該方案,立式裝卡找到問題、加工容易傾覆、機座孔深、刀桿(機床滑枕)伸出太長、胎具定位精度較差、機座外形及重量較大、尤其是總長太長,機座豎立,穩定性較差,容易導致車削應力分布不均;調頭加工,不可避免的將人工找正及加工誤差疊加到孔的同軸度上,使兩端的止口達不到設計要求,因此機座整體尺寸精度及形位精度不易滿足產品圖紙要求。另外,銑、鉆底腳時,易出現機座前、后底腳面傾斜現象。
2.2 第一次改進的工藝方案
為了防止加工前后變形,保證機座同軸度,更好地達到電機的理想性能。采用數控落地鏜床“一刀捅”以地腳平面為基準,利用壓板壓緊四個地腳平面,一次裝夾加工完成兩端止口、端面、內圓精加工方法,但是還是存在機座止口、內圓變形大,無法保證防爆電機隔爆尺寸要求,如圖2所示。
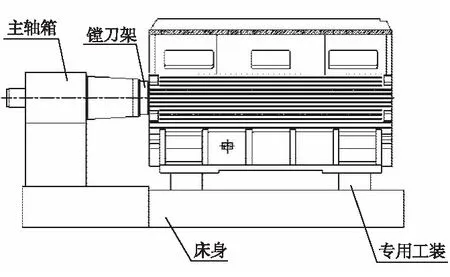
圖2機座(一刀捅鏜裝夾方案)
其加工工藝過程:退火處理→粗銑地腳平面→粗鏜(前后止口內圓、非配合面內圓、鐵心檔內圓、止口平面)→振動時效→水壓試驗→半精鏜(前后止口內圓、非配合面內圓、鐵心檔內圓)→精鏜(前后止口內圓、非配合面內圓、鐵心檔內圓、止口平面)→精銑地腳、鉆地腳孔→打磨(加工毛刺)→檢驗。
采用該方案,以地腳平面為基準,壓板壓緊四個地腳平面,一次裝夾加工完成兩端止口、端面、內圓,在沒有精銑地腳的前提下,進行了精鏜,這就不能保證機座中心與鏜床的中心重合,在校對機座中心時,地腳需要墊片,四個角的墊片厚薄不是完全一樣,加上壓板后,機座就會產生變形,這就使機座松壓板后的尺寸跟松壓板前的尺寸不一樣。在精銑地腳的時候,壓板壓在機座上,機座止口也會產生變形和應力,加工完成后,隨著時間推移,應力釋放,機座的止口尺寸也會發生很大的變化,導致端蓋的互換性不好,需要配做端蓋。此工藝不合理。
2.3 第二次改進的工藝方案
退火處理→粗鏜(前后止口內圓、非配合面內圓、鐵心檔內圓、止口平面)→振動時效→粗、精銑地腳、鉆地腳孔→水壓試驗→精鏜(前后止口內圓、非配合面內圓、鐵心檔內圓、止口平面)→打磨(加工毛刺)→檢驗。
該方案還是采用數控落地鏜床“一刀捅”,以多次消除應力后地腳平面為基準加工機座,在校對機座中心時,地腳不需要加墊片,壓板均勻壓緊四個角后,一次裝夾加工完成兩端止口、端面、內圓。機座松壓板后的尺寸跟松壓板前的尺寸就不會有很大的改變,這樣就保證了機座尺寸精度和形位精度要求,防止了加工前后的變形,保證機座同軸度,達到預期效果,同時減少了兩道工序,又提高了工效。
從第一、二次工藝改進對比可以看出,工藝改進的難點,在于如何保證機座加工過程中控制好變形量。第二次工藝改進方法與第一次工藝改進方法的最大創新在于粗、精銑地腳放到精鏜前面,這樣剛好彌補了第一次工藝改進方法的缺陷,保證裝夾定位的可靠性,減少墊機座地腳及校對機座中心的工作,使機座中心高更加精確,有效消除由于慣性力和夾緊力引起的誤差,達到較高的精度,尺寸穩定性更好了,同時又保證隔爆型防爆外殼的要求。
2 試驗驗證
通過試制多個規格機座,得到的數據見表1和表2。

表1 第一次改進加工數據

表2 第二次改進加工數據
從表1中可以看出加工出的機座上下止口的圓度誤差較大,最小誤差為0.09,雖然平均公差在圖紙所要求的公差范圍內,但對于YB系列是不能平均計算公差的,故不能滿足要求。
從表2中可以看出,上下止口的圓度誤差很小,最大誤差為0.05,基本上都能控制在圖紙所要求的范圍內,而且內圓的變形最大誤差值為0.04,滿足YB機座技術要求,應用此工藝方案更合理。
因此,經過第二次改進后的工藝流程,效果明顯,機座止口、鐵心內圓變形情況得到了有效的控制,尺寸穩定性更好了。
3 結語
綜上所述,采用第二次改進后的工藝流程對機座加工效果最好。采用新工藝加工出來的機座,一是滿足防爆電機的隔爆尺寸特殊要求;二是能大大提高機座加工的同軸度,從而降低氣隙不均勻,減少振動,降低噪聲;三是保持“一刀捅”工藝的先進性,切實保證質量可靠,減少了兩道工序,又提高了工效,值得推廣。
[1] GB 3836.1—2010爆炸性環境第1部分:設備通用.
[2] GB 3836.2—2010 爆炸性氣體環境用電氣設備 第2部分:隔爆型“d”.
[3] 王永昌.電機制造工藝學.北京:北京機械工業出版社,1984.
[4] 周澤華.金屬切削原理.上海:上海科學技術出版社.
[5] 鄭修本.機械制造工藝學.北京:機械工藝出版社,1999.
[6] 王振坤.大中型電機機座加工的新方法及專用設備.大電機技術,1995.6.
TheImprovedTechniqueofManufacturingHigh-VoltageFlame-ProofMotorFrame
WuJianqunandLiYifang
(Jiangxi Special Electrical Motor Co.,Ltd.,Yichun 336000, China)
This paper analyzes the shortcomings of traditional frame manufacturing process. Based on original manufacturing process, the more reasonable technological process is determined by adjusting the processing sequence. The corresponding process improvement measures are presented to eliminate the influence of frame on performance of the whole machine,and effect of the improved process is verified by experiment.
High-voltage flame-proof motor;frame;technological improvement;experiment verification
10.3969/J.ISSN.1008-7281.2017.06.13
TM305.1
B
1008-7281(2017)06-0042-003
吳建群女1970年生;畢業于上海鐵道學院機械設計與制造專業,現從事高、低壓電機設計工作.
2017-08-09
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
