壓力容器焊縫無損檢測方法的比較
2017-12-19 10:08:51吉嘉
化工設計通訊 2017年12期
吉 嘉
(上海藍濱石化設備有限責任公司,上海 201518)
壓力容器焊縫無損檢測方法的比較
吉 嘉
(上海藍濱石化設備有限責任公司,上海 201518)
壓力容器在工業(yè)上用途十分廣泛,焊縫質(zhì)量關系到壓力容器的質(zhì)量和安全。通過介紹常用的幾種無損檢測方法的原理,比較其優(yōu)缺點,并研究其優(yōu)化性能,使其優(yōu)化性能能夠應用于合適的工作場合,揚長避短,最終達到高效、準確地檢測壓力容器焊縫的效果。
壓力容器;無損檢測;性能比較
壓力容器在工業(yè)上用途十分廣泛,用于完成反應、傳質(zhì)、傳熱、貯存等工藝流程。因其密閉承壓,并且里面介質(zhì)多為易燃易爆品,一旦發(fā)生泄漏會造成很大危害。鑒于壓力容器的特殊性,對其生產(chǎn)的每個環(huán)節(jié)每個部件要求都非常嚴格,尤其是焊縫焊接質(zhì)量關系到壓力容器的運行安全。
目前對于壓力容器焊縫質(zhì)量無損檢測最主要的方式有超聲波探傷、射線探傷、磁粉探傷、著色探傷和滲透探傷等,其中超聲波探傷、射線探傷和磁粉探傷是無損檢測最主要的三種方式,在實踐中得到了廣泛的應用。
1 常用無損檢測方法原理及其比較
壓力容器所使用的焊縫技術自身有著很多優(yōu)點,沒有缺陷的焊縫能夠有效地保證壓力容器的質(zhì)量與安全,但人們在使用這種技術的過程中也發(fā)現(xiàn)了其自身的缺陷,主要分為表面和內(nèi)部缺陷。其中表面缺陷表現(xiàn)為有氣孔、沒有焊接充分和具有咬邊等,而內(nèi)部缺陷表現(xiàn)為焊接有夾渣和裂紋等現(xiàn)象[2]。具體影響焊接質(zhì)量的因素則有很多,如表1。
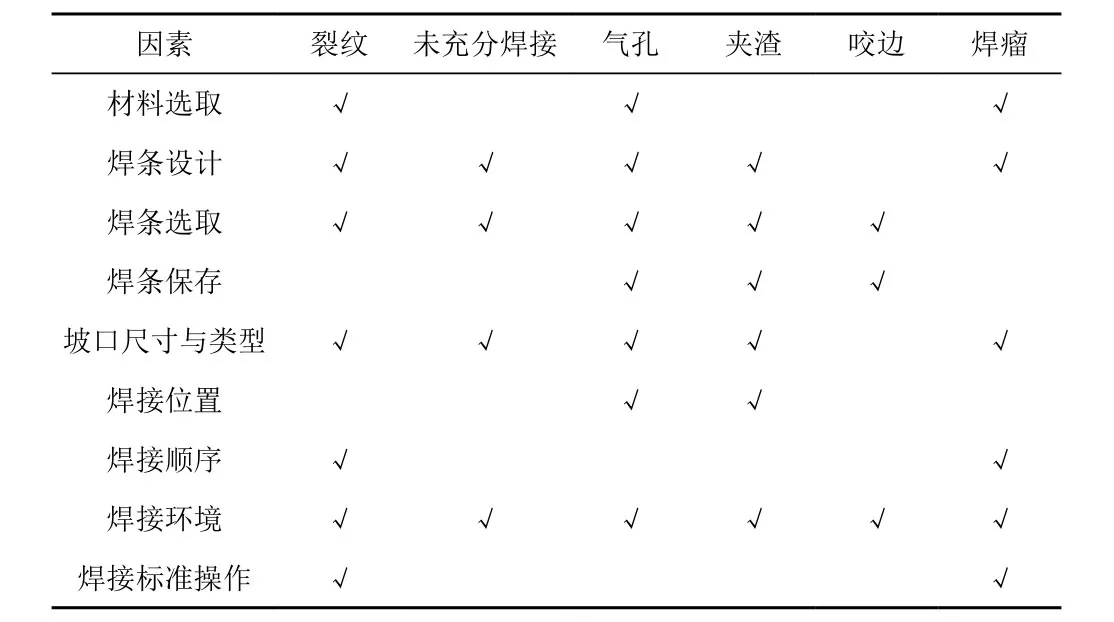
表1 導致綜合焊縫缺陷可能的因素分析Tab1 Analysis of the factors of comprehensive weld defect may cause
焊縫無損檢測技術,是指在不損害被檢測對象前提下,對其焊縫進行缺陷檢測。下面介紹目前廣泛應用的幾種壓力容器無損檢測技術:
1.1 射線探傷
射線探傷運用的方法是其穿透性及其直線性而進行探傷檢測。射線探傷首先起作用的是射線發(fā)生器發(fā)出射出穿透金屬的構件。這些特殊的射線能夠讓照相底片具有可感光性能,因為這些射線用肉眼是看不見,所以它用特定的接收器進行接收[3]。射線照相原理見圖1。
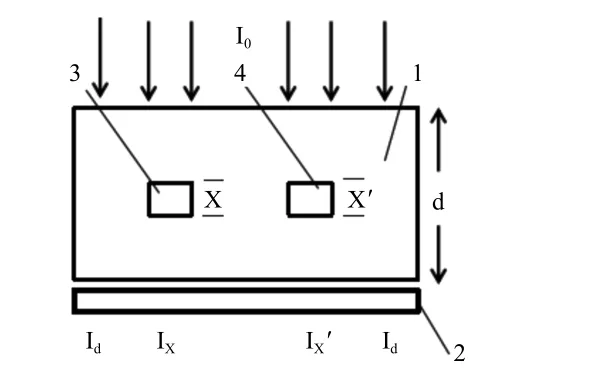
圖1 射線照相原理圖Fig1 The principle diagram of radiography
常用探傷的射線有X射線光,及運用同位素的發(fā)出的γ射線進行探傷,兩種方法分別稱為X光探傷和γ射線探傷[4]。當這兩種射線在穿過物質(zhì)時,如果物質(zhì)密度越大,射線強度受阻度越多,即射線對該物質(zhì)的穿透性就越小。此時如運用照相底片來接收,則照相底片的感光度就越小,如用接收儀器收獲信號,那么接收的信號就越弱。
射線探傷的優(yōu)點為能夠確定缺陷的大小,形狀,適合比較精細的內(nèi)部探測,并且底片易保存。其缺點是對人體有一定傷害,因此應注意防輻射。
1.2 超聲波探傷
超聲波探傷運用了超聲波可探入金屬器材的深處這一特點,同時當射線由一截面進入另一截面時,會在兩者邊緣產(chǎn)生反射的現(xiàn)象從而發(fā)現(xiàn)零件缺陷。當超聲波束從材料表面的探頭到金屬內(nèi)部時,碰到缺陷與零件底面時便可分別發(fā)生反射波形,并且在螢光屏上變成脈沖波來,以此波形就可以判斷缺陷大小及位置[5]。
超聲波探傷的優(yōu)點有操作周期短、效率高、成本低、對人體無害、方便靈活等,且較X射線探傷更具靈敏度。缺點是需要有做豐富經(jīng)驗的技術人員才能夠精確分辨缺陷種類,且對缺陷缺乏直觀性,并且要求工作表面保持平滑。超聲波探傷對于厚度比較大的零件的檢驗更合適。
1.3 磁粉探傷
磁粉探傷(流程見圖2)是利用鐵磁性的材料的磁率大于非鐵磁性材料導磁率的一特性,應用工件被磁性化后的磁通密度來分析[5],在工件單位面積上透過B根磁力線,在缺陷區(qū)域里的單位面積上不容允許B根磁力線穿過,就迫使其中部分的磁力線擠到了缺陷里的材料中,其余磁力線就不得不被迫溢出工作的表面以外而形成了漏磁,磁粉則將被這些所引起的漏磁而吸引。如在工件磁化時,有缺陷存在于各種表面,那么缺陷處的磁阻力將加大從而產(chǎn)生漏磁,局部磁場形成,缺陷處便被磁粉所顯示。這種探傷的優(yōu)點是靈敏度較高,對細小裂縫探傷準確,速度快,成本低。缺點是對于內(nèi)部缺陷探傷不足,且對試件材料要求高,同時受到材料的尺寸與形狀影響。
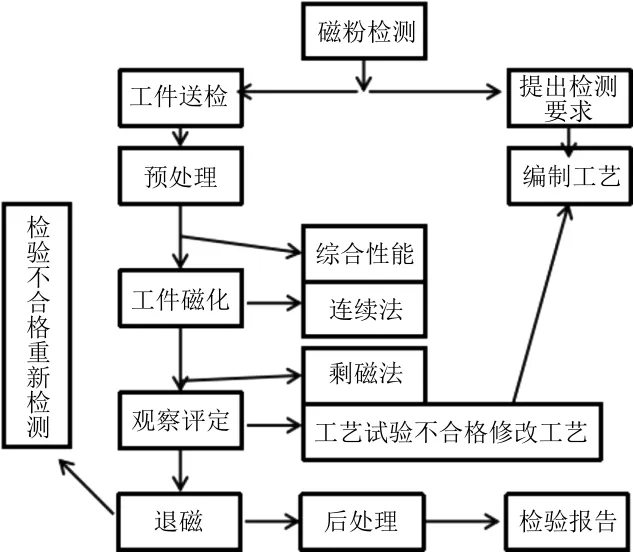
圖2 磁粉檢測流程示意圖Fig2 The flow diagram of magnetic particle testing
1.4 滲透探傷
滲透探傷的原理是應用物理學的毛細管的滲透吸附現(xiàn)象中的顯像原理,在檢測工件的表面加以含著色劑或熒光染料的滲透液,該滲透液在毛細血管的作用下,經(jīng)過一定的時間,液體滲入表面開口中的缺陷,去除檢測工件表面的多余滲液,干燥后再施加顯像劑(吸附介質(zhì))[7]。同條件,通過毛細血管的作用,顯像劑在吸附缺陷中的滲透液,將滲透液重新回滲入顯像劑中,達到合適的光照條件可顯示出缺陷內(nèi)的滲透液,從而完成檢測工件缺陷的目的。
滲透探傷優(yōu)點有設備簡單、缺陷顯示直觀、操作容易、判斷容易、無材料類別的限制,還可檢查各種類型的鋼材,甚至包括了奧氏不銹鋼、鋁、銅等非鐵磁性的材料。其滲透探傷缺點是不能用于檢測多孔性的材料,只能檢測工件表面開口的缺陷,所用的試劑也有一定毒性,并要求被檢測工件的表面光潔,使其應用范圍在一定程度上受到限制。
1.5 著色探傷
著色(滲透)探傷基本的原理是應用毛細現(xiàn)象,讓滲透液滲透入缺陷,經(jīng)清洗去除表面滲透液,而會有殘留在工件缺陷中,然后再用顯像劑中的毛細管吸附作用使缺陷中的殘留滲透液吸出,從而完成檢測缺陷的目的。著色探傷可分為濕粉法檢驗和干粉法檢驗[8]。濕粉法檢驗對于表面細小的缺陷驗出能力高,尤其適合不規(guī)則形狀的微小型零件批量的探傷。干粉法檢驗則對近表面缺陷檢出能力高,尤其適合大面積或者野外探傷。
2 各類探傷方法適合的場合
各類探傷方法適用的具體場合,要根據(jù)焊縫具體位置及其結(jié)構的形態(tài),以及產(chǎn)品所要求的精確度,按檢查人員的經(jīng)驗而選擇合適的探傷方法。本文重點介紹射線探傷、超聲波探傷和磁粉探傷之間的比較,具體如下:
①射線探傷的優(yōu)點為能夠確定缺陷的大小,形狀,適合比較精細的內(nèi)部探測,效率中等,并且底片易保存。其缺點是對人體有一定傷害,因此應注意防輻射;②超聲波探傷的優(yōu)點有操作周期短、效率高、成本低、對人體無害、方便靈活等,且較X射線探傷更具靈敏度[8]。缺點是需要有做豐富經(jīng)驗的技術人員才能夠精確分辨缺陷種類,且對缺陷缺乏直觀性;③磁粉探傷的優(yōu)點是靈敏度較高,對細小裂縫探傷效率中等,速度快,成本低。缺點是對于內(nèi)部缺陷探傷不足,且對試件材料要求高,同時受到材料的尺寸與形狀影響。射線與超聲探傷適合于內(nèi)部缺陷檢測,而磁粉、滲透以及著色更適合焊縫表面探傷。
3 結(jié)語
本文針對壓力容器焊縫質(zhì)量幾種無損檢測方法進行詳細闡述與比較,深入研究其優(yōu)化性能,找使其優(yōu)化性能能夠應用于合適的工作場合,揚長避短,最終達到高效、準確地檢測壓力容器焊縫的效果。得出以下幾個結(jié)論:
1)射線探傷的優(yōu)點為能夠確定缺陷的大小,形狀,適合比較精細的探測,并且底片易保存;超聲波探傷的優(yōu)點有操作周期短、效率高、成本低、對人體無害、方便靈活等,且較X射線探傷更具靈敏度;磁粉探傷的優(yōu)點是靈敏度較高,對細小裂縫探傷準確,速度快,成本低;
2)射線與超聲探傷適合于內(nèi)部缺陷檢測,而磁粉、滲透以及著色更適合焊縫表面探傷。
[1] 張永德,范琴,張瑞華.焊縫X射線實時成像檢測系統(tǒng)與應用[J].石油化工設備,2005,12(05):2-5.
[2] 王嘉玲.焊接質(zhì)量與焊條使用[M].北京:國防工業(yè)出版社,1994.
[3] 張軼.無損檢測技術及其應用[N].中國石油報,2003.
[4] 李樹軍,牛曉光,王志永,等.電站鍋爐壓力容器焊縫制造質(zhì)量的無損檢測[J].河北電力技術,2009,3(12):3-6.
[5] 朱明潔.小管道超聲波檢測方法的研究[D].南京:南京理工大學,2005.
[6] 王陸英,王青山.無損檢測技術在建筑壓力容器行業(yè)中的應用[J].科技情報開發(fā)與經(jīng)濟,2009,5(9):1-7.
[7] 吳貴民.壓力容器無損檢測技術研究[J].現(xiàn)代商貿(mào)工業(yè),2009,13(2):2-3.
[8] 史永吉,史志強,曾志斌,等.鋼橋焊縫的無損檢測[J].橋梁,2006,11(5):5-13.
Comparison of Nondestructive Testing Methods for Welds in Pressure Vessels
Ji Jia
(Shanghai blue Petrochemical Equipment Co.,Ltd.Shanghai 201518)
pressure vessel is widely used in industry.The quality of welding seam is related to the quality and safety of pressure vessel.This paper introduces the principle of several commonly used nondestructive testing methods,and compare their advantages and disadvantages,and to study the optimal performance,the performance optimization can be applied to the workplace,appropriate weaknesses,achieve efficient and accurate detection of the effect of pressure vessel welds.
pressure vessel;nondestructive testing;performance comparison
TH49;TG115.28
B
1003-6490(2017)12-0159-02
2017-10-28
吉嘉(1988—),男,漢,陜西乾縣人,本科,助理工程師,現(xiàn)從事石化設備的管理工作。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13