關節機器人焊接鋼結構組件實踐
2017-12-21 09:02:14焦玉瀟劉景新朱寶才
山東冶金 2017年5期
焦玉瀟,劉景新,馮 超,朱寶才
(萊蕪鋼鐵集團有限公司濟南萊鋼鋼結構有限公司,山東 濟南250017)
關節機器人焊接鋼結構組件實踐
焦玉瀟,劉景新,馮 超,朱寶才
(萊蕪鋼鐵集團有限公司濟南萊鋼鋼結構有限公司,山東 濟南250017)
關節焊接機器人較少應用于鋼結構的加工中,其主要原因是完全相同的、且適用于關節機器人焊接的構件在鋼結構項目中較為少見。通過使用關節機器人批量焊接成品件的實踐,發現并解決了使用機器人焊接時所遇到的問題,不僅提升了焊縫的質量,降低了操作人員的勞動強度,工作效率也提升了3~4倍。
關節機器人;焊接成品件;工作效率
1 前言
相比于人工,機器人更加高效、可持續穩定工作,并能適應惡劣的環境。工業機器人目前廣泛應用于汽車及工程機械行業的噴漆、碼垛、焊接等工序,并逐漸替代人工成為有效的勞動力。但是機器人不具備人類的思維、判斷力,前期投入相對較大,對焊縫的準備工作要求較高。現代鋼結構追求質量的同時在造型上千變萬化,相同構件批量小是推廣焊接機器人面臨的難題之一。
2 關節機器人焊接鋼結構組件實踐
本文介紹的某國產關節式焊接機器人共有6個自由軸,每個軸皆能360°旋轉(目前有些關節機器人能夠實現末軸無限制旋轉),理論最大工作半徑為1.4 m。外配專用數字化焊機,機器人具備示教、再現功能。公司某鋼結構項目中有一類焊接成品件,數量達13 000余組,組件結構形式如圖1所示。
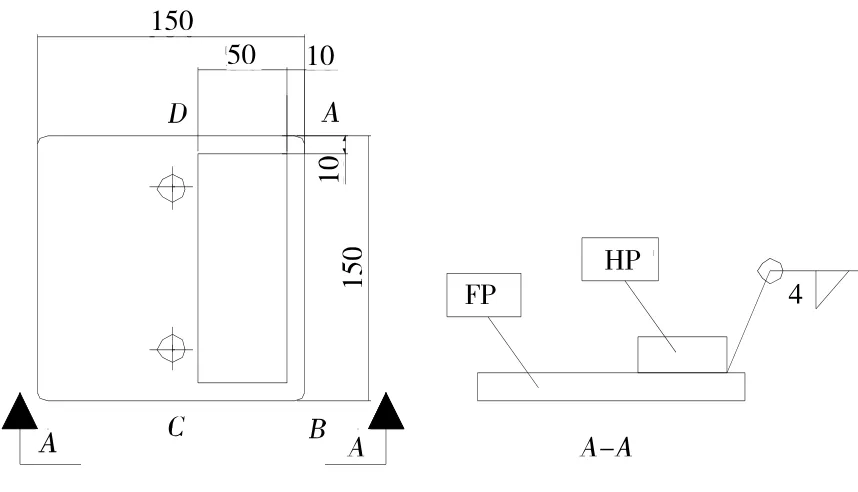
圖1 焊接組件結構形式
此組件由HP及FP兩個零件組成。其中FP厚度為16 mm,為日標材料SM490A;HP厚度為16 mm、22 mm及35 mm不等,材料為國標材料Q235B;焊接材料使用京雷焊絲GFL-71,國標對應牌號E501 T-1,焊腳高全部為≥4 mm,四周圍焊。
2.1 焊接方案初步設想
此構件數量多,后期修磨量大,人工焊接需要4個焊接接頭,若能減少3個接頭,修磨量將能減少一半以上,這就需要機器人在焊接到直角點時需要以一定的速度快速變化姿態并保持焊槍的穩定。
使用小型數控火焰切割下料,此類小型零件少部分實測下料邊長最大偏差為±2 mm(影響自動焊接操作)。若利用工裝進行組裝,以FP的兩條直角邊DA、AB為基準,保證HP相鄰兩條邊到DA、AB的尺寸,誤差將被累積到BC、CD兩條邊,如圖1所示。
開發機器人“預約”功能,即添加兩個按鈕,重復焊接時只需按下按鈕,就可執行焊接軌跡程序,減少示教器的LED屏使用頻率,延長其壽命;設置零點為第二個按鈕,已消除機器人運作時的累積誤差。
2.2 出現問題及解決方法
根據以上思路,開始進行自動化焊接試驗。在實踐過程中,更多的問題細節顯現出來。
1)自動圍焊只設定1個焊接接頭,機器人末軸焊槍只能360°旋轉,這就增加了編程的困難,在編程中經常出現限位抱死的狀況。經過反復試驗,確定最終焊接順序:在D點起弧,在A、B、C三處拐角繞焊,最后回到D點覆蓋起弧點,熄弧。焊接順序如圖2所示。
2)由于下料存在偏差,多數為±1 mm,通過上述方法將偏差累積到兩條直角邊,底板與墊板的累積偏差達到±2 mm,小電流小電壓的焊接方法熔寬過小,不能將熔池吹到被焊接件上,造成焊偏。將電流、電壓增大,焊腳高又會增加造成焊接材料的浪費,起弧時也會因電壓不穩影響焊縫成型。在焊接時電流電壓不可動態即時更改,但焊接速度可調,當在偏差累積的兩條邊放慢焊接速度時,熔池變寬,焊偏現象得到解決,焊接速度如圖2所示。
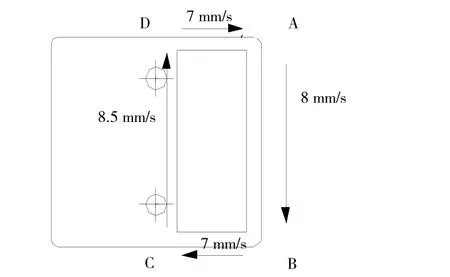
圖2 焊接件每條邊的焊接速度及焊接順序
3)在拐角繞焊中,若要使焊縫均勻,成型良好,必須使機器人變位迅速,但還要維持焊槍焊接的穩定性。經過反復試驗,確定如下繞焊方式:拐角繞焊時,在極短的時間內使機器人連續變換3種姿態,而焊絲點基本保持不動,就可以實現平滑的過渡。拐角繞焊時焊槍姿態軌跡如圖3所示。
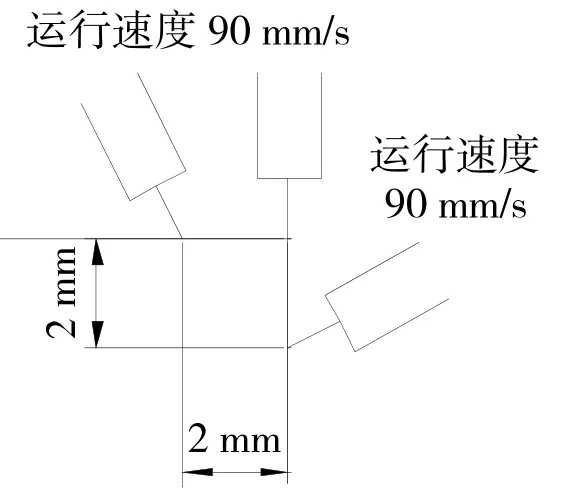
圖3 拐角繞焊時焊槍姿態軌跡
4)圖紙要求控制焊腳高度≥4 mm,這就需要把電流、電壓減小,或者加快焊接速度。當把焊接參數設置為電流220 A,電壓24 V,焊接速度10 mm/s,出現明顯咬邊現象。即使電流、電壓再減小,咬邊現象還是明顯。由于焊接速度過快,熔池來不及填充便已冷卻,造成咬邊。降低焊接速度,當速度控制在7~9 mm/s時,咬邊現象得到明顯改善。
5)焊縫成形差。焊縫出現“起脊”現象,即焊喉細且高高鼓起,并且渣殼難以去除,焊縫熔合差,分析原因是火焰切割的割渣沒有去除干凈。金屬在氣割后會在表面形成一層氧化皮,清除不凈直接焊接時,會在焊縫中產生夾渣,造成焊縫成形極差。徹底去除割渣后,外觀成形得到很大提高。
6)撞槍。機器人在生產前,必須進行各方面的調試來選擇最合適的姿態和行走軌跡。如果要進行單一的重復動作,就要避免機器人與構件發生碰撞,雖然機器人具有碰撞感應系統,即每次撞槍都會自動熄弧急停,但是每次撞槍都會使機器人的原點發生輕微改變,運動軌跡也會發生相應漂移,需要重新校正原點。機器人撞槍不僅與構件發生碰撞,也會被體積較大的飛濺擋住激發碰撞感應自動熄弧。為了解決這個問題,在保證焊接質量條件下,適當增大焊絲的干伸長,微調焊槍角度及焊接角度,即減小焊槍與水平面夾角(這樣焊接的焊縫更為平滑),同時增大焊槍與焊縫長度方向的角度(從45°增大到75°)。撞槍的情況得以解決。
7)零點漂移。機器人每一次執行程序后都會產生微小的誤差,雖然單次誤差可以忽略不計,但是多次累積后依然會不利于焊接。加入兩個“預約”按鈕,一個按鈕負責指揮施焊,一個按鈕為自動回零來消除累積誤差并自動尋找防堵膏,這樣就解決了零點漂移的校準問題,同時方便了人工的操作。
3 關節機器人自動焊效果及擴展應用
在連續工作狀態下,2 h的不間斷焊接可焊接成品件100件,即8 h工作制可焊接400件。如果加入換焊絲、氣瓶等必要的時間,每天可以完成至少300件的焊接量。對比手工焊,人工8 h可焊接80~100件,因連續工作,焊接人員容易疲憊,難以保證效率和質量。在修磨方面,機器人焊接件焊縫較為平滑,只需要修磨1個接頭及飛濺,而手工焊需要修磨4個接頭及飛濺,且焊縫表面需要磨平工作效率提高了 3~4倍。
通過本工程積累了一些關節機器人的應用經驗,當將等離子切割的動作加入到機器人的程序中,可通過示教器編程控制等離子點火切割。下一步的目標是使用機器人配合翻轉工裝焊接更多形式的結構組件,如鋼牛腿等。
4 結 語
鋼結構焊接的自動化是未來發展的一個趨勢。當前人工成本的提高帶來的制造業成本增加越來越明顯。自動化水平的提高,意味著改善操作人員勞動強度的同時也提高了加工制造水平。但是當前焊接自動化升級前期的成本比較昂貴,對大多數鋼結構公司來說還是一個不小的門檻。針對不同的鋼結構項目特點,以較小的投入,開發適用的焊接專機,逐步向焊接自動化過渡,也是一個選項。關節機器人的焊接實踐為公司的焊接自動化探索提供了一定的經驗積累。
TG43
B
1004-4620(2017)05-0077-02
2017-07-20
焦玉瀟,男,1991年生,2015年畢業于哈爾濱理工大學材料成型及控制工程專業。現為濟南萊鋼鋼結構有限公司技術工藝部助理工程師,從事鋼結構加工技術工作。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
商業評論(2014年9期)2015-02-28 04:32:41