便攜式磁軛法及交叉磁軛法磁粉檢測技術的發展現狀
2017-12-25 07:14:10,
無損檢測 2017年12期
,
(1.中國空氣動力研究與發展中心,綿陽 621000;2.中國第二重型機械集團公司質量部,德陽 618013;3.四川省特種設備檢驗檢測協會無損檢測專業委員會,成都 610000)
便攜式磁軛法及交叉磁軛法磁粉檢測技術的發展現狀
姚力1,3,范呂慧2,3
(1.中國空氣動力研究與發展中心,綿陽 621000;2.中國第二重型機械集團公司質量部,德陽 618013;3.四川省特種設備檢驗檢測協會無損檢測專業委員會,成都 610000)
就特種設備原材料、制造和使用過程中廣泛采用的便攜式磁軛法及交叉磁軛法磁粉檢測技術的技術標準現狀、主要設備器材現狀、主要研究進展、應用現狀及特點等方面進行了綜述。
磁粉檢測;磁軛法;發展;現狀
磁粉檢測(Magnetic Particle Testing,以下簡稱MT)針對表面或近表面缺陷有很高的檢測靈敏度、準確性和可靠性,是常用、直觀、經濟、快捷、可靠的常規無損檢測方法之一。便攜式磁軛法及交叉磁軛法MT(以下簡稱磁軛法檢測)操作方便靈活、工藝簡單實用、檢測效率高,具有適合的靈敏度、適于現場檢測等特點,在特種設備原材料、制造、在用檢驗領域得到了越來越廣泛的應用,近年來在設備、方法、應用特點等方面的應用研究較多[1],筆者對其發展現狀進行了綜述。
1 應用現狀及特點
磁軛法檢測屬于應用型的無損檢測技術。在以鐵磁性材料為主的特種設備、造船等行業的原材料驗收、制造安裝過程的質量控制與產品質量驗收、使用中的定期檢驗與缺陷維修監測等幾個階段,均得到了廣泛的應用。特種設備MT檢測部位、檢測比例、技術等級、合格級別及檢測時機等,均按TSG系列行業相關法規、GB/JB系列標準[2-7]等的相關規定和要求執行(見表1)。
原材料檢測:在原材料驗收、復驗檢測方面,檢測對象包括板材、棒材、管材、鍛件及鑄件等,也包括毛坯件及半成品(鋼坯、鑄件和鍛件)。其典型的檢測方法常有磁軛或旋轉磁場交叉磁軛、非熒光磁粉水基或油基濕法;對較大型、表面粗糙的毛坯件,鑄鍛件等常用非熒光磁粉干法。主要檢測缺陷有表面裂紋、白點、表面夾雜和折疊、分層、發紋等[8-9]。
制造檢測:在承壓設備制造、安裝過程和產品驗收中,磁軛法檢測通常應在去除油漆、鍍層、防銹劑等表面覆蓋層、表面清理后進行。檢測對象主要包括母材、熔合區與焊縫組成的對接焊接接頭表面、管座角接接頭表面、T型接頭表面、坡口和鈍邊表面、焊縫層間表面等。典型的方法有:非熒光磁粉水基或油基磁懸液濕法;對焊接過程中的焊縫層間表面檢測常采用非熒光磁粉干粉法;對大口徑接管內壁可采用磁軛法;超高壓人造水晶釜釜體內臺階也可采用交叉磁軛法[10];磁粉與工件表面顏色對比度不足時,通常可采用反差增強劑改善觀察效果。主要檢測缺陷有表面橫向或縱向裂紋、弧坑裂紋、表面坡口未熔合、夾渣、未焊透等。
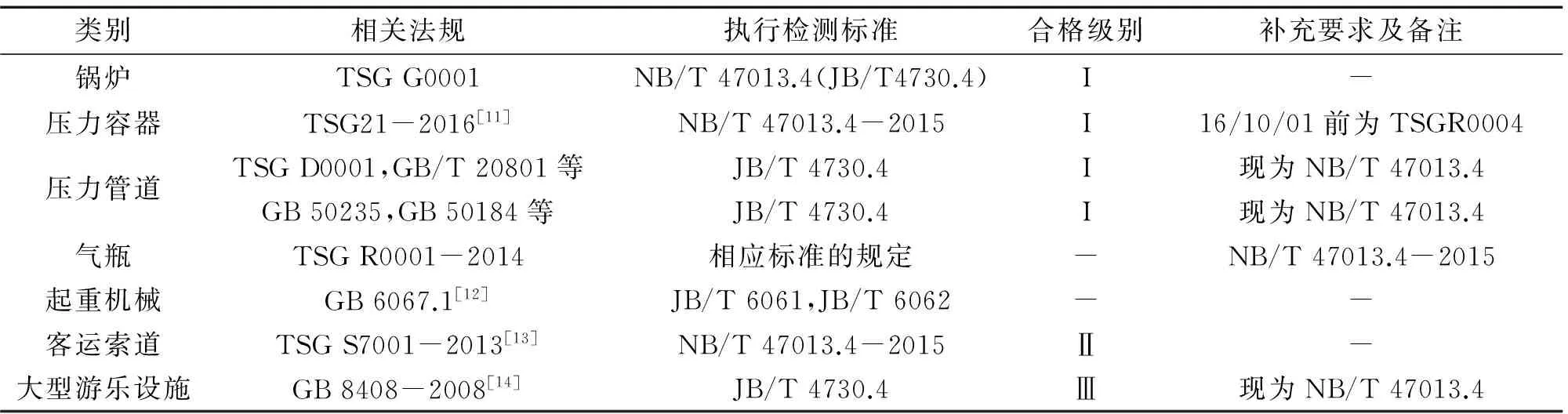
表1 特種設備MT技術要求一覽表
在用檢驗中的檢測:在在役維修、定期檢驗、在線監護監測中,磁軛法檢測通常應在去除油漆、鍍層等表面覆蓋層、表面清理后進行,也可有條件地帶非磁性覆蓋層進行。檢測對象主要包括:抗拉強度下限值Rm≥540 MPa的高強鋼、裂紋敏感材料和可能發生應力腐蝕裂紋的材料制承壓設備內表面對接接頭表面、承受應力集中、交變載荷的管座角接接頭表面、經檢查發現存在表面成形不良的部位以及認為必要的其他部位等。典型的檢測方法有:非熒光磁粉水基磁懸液濕法;針對高強鋼、裂紋敏感材料和可能發生應力腐蝕裂紋的工件的熒光法等。使用中常見的缺陷包括:疲勞裂紋、應力集中導致的開裂、應力腐蝕裂紋、表面坡口未熔合開裂、針孔腐蝕等各類局部腐蝕、氫損傷等。
2 技術標準現狀
通過參考、吸收以美國為代表的發達國家的相關思路和經驗,我國現已基本建立起了覆蓋MT各個要素的、較為完整的MT標準體系。我國無損檢測通用方法標準由全國無損檢測標準化技術委員會(SAC/TC56)制定,具體的產品檢測標準由國家各產品標準化委員會制定。交叉磁軛法在國外應用受限,但在我國得到了最廣泛的應用。現行磁軛法檢測相關標準如表2所示。其中,NB/T 47013.4-2015[15]為推薦性行業標準,經相關法規引用后具有強制性,在設計、材料、制造、安裝、使用、檢驗和修理過程中的檢測要求大部分按此標準執行。

表2 特種設備MT相關標準一覽表
3 磁軛法及交叉磁軛法的研究進展
在磁軛法檢測相關領域,近年來部分應用研究進展有:
(1) 低頻磁軛磁化裝置已能夠發現距被檢表面6 mm深的缺陷[16],可有效檢出深度達6~8 mm的管道等對焊接頭根部未焊透等缺陷,具有寬廣的應用前景。
(2) 文獻[17-19]對電磁軛提升力的作用與意義進行了研討:提升力是考核電磁軛磁化規范的主要性能指標,其除了與磁感應強度和截面積等相關外,還與材料(磁導率、電導率)及工件接觸間隙等因素有關;磁軛磁化規范大致與其提升力的平方根成正比、與其磁極間距的平方成反比等。
(3) 文獻[20]的研究認為:旋轉磁場交叉磁軛的提升力為兩磁軛的矢量和(≥118 N,間隙0.5 mm);旋轉磁場交叉磁軛一般應采用移動方式進行磁化操作,且原則上宜在移動的狀態下進行綜合性能驗證暨系統靈敏度校驗等。
(4) 文獻[21]研究了交流電磁軛的關節對檢測靈敏度的影響,得出了在不超負荷、輸出電壓比較穩定時,交流電磁軛的關節與檢測靈敏度無關等結論。
(5) 文獻[22]在大型結構件上應用了脈沖磁化技術,充分驗證了該技術具有磁場飽和、靈敏度高、檢測速度快、勞動強度低、節約能源的特點,具有廣闊的應用前景。
(6) 文獻[23]研究了ASME規定的便攜式磁軛法應用范圍,試驗證實交流磁軛法近表面缺陷僅能檢出1 mm以內的缺陷,在各種因素影響下應以0.5 mm以內的缺陷作為檢測極限;直流磁軛法的有效性與板厚有關,但板厚超過5 mm以后,其有效性不能得到完全滿足。
(7) 相關公司推出的Multipuls系列脈沖強磁場磁化技術,其利用極少電能就可實現大型、異型結構的大范圍磁化,可大大節省生產成本、提高檢測效率。
(8) 文獻[24-25]介紹了最新研發的充電攜帶式旋轉磁場探傷儀、鐵路專用一體式磁軛探傷儀,其無需外接電源。實際使用表明:其探傷靈敏度高,能夠滿足探傷要求;使用方便、安全。
(9) 文獻[26]介紹了數字成像技術在MT中的應用,該技術既可實時成像,也可保存過程視頻,方便過程回放和結果研判;還可進一步通過圖像處理技術直接由設備自動判斷檢測結果的好壞。
(10) 文獻[27]采用AC磁軛法、觸頭法針對埋藏槽、埋藏橫孔和自然缺陷等近表面缺陷進行試驗,結果表明:對埋藏槽/埋藏橫孔的檢測深度,AC磁軛法為0.6 mm/0.5 mm,AC觸頭法為1.2 mm/1.0 mm,HWDC觸頭法為2.0 mm/2.5 mm;AC磁軛對自然缺陷的檢測深度為0.24~0.3 mm。AC磁軛法對近表面缺陷的檢出能力是相當有限的,觸頭法對近表面缺陷的檢測深度較大,但工件表面灼傷嚴重。
4 單磁軛法檢測應用特點及注意事項
磁軛法一般采用便攜式AC或DC磁軛探傷儀,進行連續法檢測。其結構簡單、重量輕、使用方便,在承壓設備行業得到了最廣泛的應用。單磁軛法采用固定關節和活動關節磁軛磁化工件,適用于大型工件的局部檢測,如對接焊縫、角焊縫、筒體鋼板母材、坡口等。其特點是設備簡單、操作方便,但檢測效率不高。磁軛法應用特點及注意事項如下所述。
提升力F:一般認為,AC或DC磁軛的提升力F代表磁軛能夠達到的磁化規范,間接反映其有效磁化區域的表面切向磁場強度H的大小。所以,AC磁軛一般要求為不小于10 lb(磅,4.54 kg),DC磁軛一般要求為不小于40 lb(18.14 kg);各個標準取值略有差異。
磁極盲區寬度M:由于磁軛磁極附近磁場強度過大、磁極漏磁場過大,一般認為DC時容易形成過度背景和非相關顯示,磁軛磁極周邊存在檢測盲區,其寬度M一般取±25 mm。采用AC磁軛時,磁極盲區M不必受此限制,實際檢測工程中經試驗驗證后可適當放寬。
磁極間距L:磁軛磁極間距L一般為磁極中心距離(如JB/T 4730.4-2005,NB/T 47013.4-2015,JB/T 7411等標準的規定,也有標準規定為磁極內切距離),其一般應控制在75~200 mm之間。工程實際中超出范圍(如L小于75 mm)時,必須經過工藝驗證和現場試驗并形成相應標準。
有效磁化區域長度l:一般認為磁軛有效磁化區域長度l為磁極間距L與兩磁極附近的盲區寬度2M的差值。對于DC磁軛,M一般取25 mm。如磁極間距取100 mm,雖然能夠獲得更高的磁化規范,但有效磁化區域的長度僅為50 mm,再考慮到多次檢測的重疊區域寬度,檢測效率遠不能令人滿意。
有效磁化區域寬度B:磁軛有效磁化區域寬度B一般要求在±50 mm或±L/4范圍內(少數標準也有更高要求,±L/8)。已有的分析表明[28],有效磁化區域寬度方向邊緣部位(±L/4)的磁化規范僅近似約為中心部位的1/2,可知當L=200 mm時的邊緣部位(±L/4=±50 mm)磁化規范最小(0.5H0@200 mm),當L=100 mm時的邊緣部位(±L/4)磁化規范較大(4×0.5H0@200 mm),當L=100 mm時的邊緣部位(±50 mm)磁化規范也不小(4×0.25H0@200 mm)。L在75~200 mm間時,可知:B取±L/4比取±50 mm有更高的磁化規范;在L<200 mm時,B取±50 mm也比L=200時B取±L/4的磁化規范更高。
重疊區域Δ:磁軛多次磁化工件時應有一定的重疊區域Δ(15,25 mm或10%L)以防止漏檢。當L≤100 mm時,Δ按≥10%L取值仍偏小;考慮到磁極截面尺寸影響,Δ取15~25 mm是合適的。
磁化規范H:已有的分析表明,磁軛法的磁化規范H近似與提升力F的平方根成正比,而與磁極間距L的平方成反比;可知,縮小磁極間距L能夠更加有效地獲得更高的磁化規范H,獲得更高的檢測靈敏度。故為保持適當的磁化規范,F一般不宜過大,宜在75~200 mm范圍內盡量小。
有效磁化區域不同部位磁化規范差異:由上可知,磁軛法有效磁化區域中心與邊緣的磁化規范差異較大。因此,磁軛法一般采用連續拖動移動掃查的方式磁化工件,以保證較為穩定規范的磁化規范;但重要的是:磁軛法的磁化規范、檢測靈敏度及操作工藝等均應采用標準試片等進行驗證/校驗,驗證/校驗位置宜在有效磁化區域中心和任意2個對角處。
不同方向的磁化規范差異:為檢出不同方向的缺陷,磁軛須在同一部位至少作兩次大致相互垂直(與焊接接頭呈0°/90°或±45°角度)的獨立檢測。已有試驗結果證實,即便在兩次相互垂直方向磁化時,其±45°方向的磁場強度H45僅約為0°方向的磁場強度H0的cos2π/4倍(即0.5,則提升力僅相當于cosπ/4倍,即約0.7);即磁軛法針對不同方向缺陷的磁化規范差異較大。這需要注意在必要時增加磁化方向(不限于2個),以確保各個方向的缺陷能夠有效檢出。
綜合性能驗證方式:應用磁軛時,其磁化規范應經A、C、D或M1型標準試片驗證。一般要求在與磁極連線垂直方向上,A1-30/100型靈敏度試片能夠形成“—”字顯示或圓幅形顯示即可(不漏檢則應約為45°),其對應的表面切向磁場強度約>1.9 kA·m-1;如A1-15/100約>3.2 kA·m-1,A1-60/100約>0.64 kA·m-1。
5 交叉磁軛法檢測的應用特點及注意事項
交叉磁軛法一般采用有90±5°/120±5°相位差的AC激磁電流形成旋轉磁場,連續法(或完全連續法)磁化工件,適用于對接焊縫、母材、坡口、大口徑筒體封頭等的局部檢測;交叉磁軛法能檢出工件表面有效磁化區內各個方向的缺陷,在各個方向的磁化規范大致相近、靈敏、可靠并且檢測效率高,故在國內承壓設備原材料、制造和在用檢驗中均得到了廣泛的應用。交叉磁軛應用特點及注意事項如下所述。
不同交叉磁軛磁化規范差異:由于交叉磁軛法能夠在工件表面形成旋轉磁場,理論上一次磁化就能在各個方向形成相同的磁化規范。相對于AC單磁軛,交叉磁軛能夠得到各個方向上更大更穩定的磁化規范。在磁極截面、導磁率、磁極間距等相同的條件下,當按相同提升力F指標(>88 N/118 N)要求時,相對于120°相位差的交叉磁軛,90°相位差的交叉磁軛能夠得到更大的磁化規范。故為保持適當的磁化規范、有效磁化區域和拖動性能,一般F不宜過大且L不宜過小。
有效磁化區域:交叉磁軛形成的旋轉磁場有效磁化區域,一般是指在4個磁極內切圓范圍,并應不小于φ80 mm;有效磁化區域應使用標準試片進行驗證,驗證部位宜包括磁化規范較大的圓心部位及磁化規范較弱的圓周邊緣。
磁懸液/磁粉噴灑區域:連續法檢測時,其磁懸液/磁粉通常均要求以噴灑方式施加于有效磁化區域。可知,特別是交叉磁軛在較高移動速度下,NB/T 47013.4附錄B2所示的噴灑位置值得商榷。
推薦磁化方式:由于在某一時刻有效磁化區域內的磁化規范差異不小,故一般推薦采用移動的方式磁化(也稱為完全連續磁化法),并宜盡量避免采用步進式分段磁化[29],以確保針對不同方向、不同部位的缺陷均有較穩定的磁化規范。
磁極端面與檢測面間距:交叉磁軛4個磁極端面與檢測面之間應保持良好貼合。為方便移動,交叉磁軛磁極一般安裝有非鐵磁性材料滾輪,磁極端面與檢測面之間形成間隙。一般要求其最大間隙不大于1.5 mm;標準NB/T 47013.4將其提高為不大于0.5 mm,這樣雖對控制其磁化規范更有益,但工程實際中操作控制難度很大。
曲面工件的檢測:為保證交叉磁軛磁極端面與檢測面之間的良好貼合,通常需要限制其在大曲率曲面工件上的應用;因客觀條件確需在大曲率曲面工件應用時,應采用適于狹小空間的D型等標準試片驗證其磁化規范和綜合性能后方可應用。
移動速度:交叉磁軛的移動速度不能太快,實際工程中要求不大于4 m·min-1[30],考慮到操作時的磁懸液/磁粉施加、觀察、記錄等,速度太快顯然極不現實,工程實際中根本無法達到。
外側檢測:當交叉磁軛采用外側檢測時,由于外側形成的旋轉磁場不夠規范、穩定,一般不宜采用;因結構原因確需采用時,必須用標準試片來驗證確定其有效磁化區域的范圍。
綜合性能驗證方式:應用交叉磁軛時,其有效磁化區域內的磁化規范應經標準試片驗證;驗證時一般推薦在移動的狀態下進行。一般要求A1-30/100型靈敏度試片能夠形成完整圓形顯示即可。
6 復合磁化法檢測應用特點及注意事項
復合磁化法通常至少采用一對磁軛,為同時在被檢工件上施加兩個或兩個以上不同方向的磁場。其中一個是交流磁場,另一個為直流或整流電磁場。其合成磁場的方向在被檢區域內隨著時間變化,經一次磁化就能檢出各種不同取向的缺陷。其主要優點是靈敏可靠、檢測效率高,在異性工件、管板焊縫等的檢測中能夠獲得較均勻的磁場強度、高的應用效率。手提式復合磁化磁粉探傷儀可用于集箱管子接頭角焊縫等的檢測中,不僅可靠性得到提高,且效率可提高10倍以上。但顯然也存在以下問題:針對不同類別的缺陷,兩個不同方向的不同類型激磁電流的檢測靈敏度必然有差異;復合磁化設備的針對性強,應用范圍受限等。
7 便攜式磁軛法檢測設備主要類別
7.1 磁軛結構類型
(1) A型結構單磁軛:磁極一般帶活動關節,有適于與管子角焊縫呈0°/90°或者±45°磁化的帶契型接觸面的角焊縫專用磁軛。磁化過程中,其磁極與管狀工件圓弧面的接觸面通常難于保證面接觸,影響磁化規范的穩定,進而影響檢測靈敏度。
(2) D型結構單磁軛:磁極為平面,一般帶單/多關節,適于平整表面或與管子角焊縫呈0°/90°的磁化。磁化過程中,其磁極與平面工件的接觸面通常能夠保證面接觸;其磁極與管狀工件圓弧面的接觸面通常難于保證面接觸,影響磁化規范的穩定。
(3) E型結構交叉磁軛:一般由兩個勵磁線圈各磁化2個磁極組成90°交叉磁軛(鐵芯呈“工”字形),也有由兩個勵磁線圈各獨立磁化2個磁極組成的90°交叉磁軛(鐵芯呈“Х”字形)。在有效磁化區域(有標準規定為φ80 mm,有試驗證實為中心局部區域及外側局部區域)中心,單相220 V供電時,通過激磁電流移相90°形成圓形旋轉磁場,兩相380 V供電時利用120°相位差形成橢圓形旋轉磁場;一次磁化可有效檢測各個方向的缺陷。兩相380 V供電交叉磁軛提升力通常遠遠大于118 N(也有JB/T 7411標準規定為88 N),以便彌補由于形成橢圓旋轉磁場而造成的某一方向上的檢測靈敏度不足。
(4) 復合磁化磁軛:復合磁化磁軛結構相對較為復雜,通常由線圈法完成縱向磁化。由直接通電法完成周向磁化。由直流電、整流電或交流電形成一個方向的磁場,由交流電形成另一個近似垂直方向的交變磁場,合成為擺動或旋轉磁場,一次完成各個方向的缺陷檢測。
7.2 磁化電流類型
(1) 直流電(Direct Current ,DC)
DC又分為單相工頻(50 Hz)半波整流電HWDC、單相工頻全波整流電FWDC、恒穩直流電SDC(Steady Direct Current,與永久磁鐵磁軛類似),以及脈沖直流IDC(Impulsing Direct Current)。從HWDC到SDC,其交流成分依次減少,針對表面缺陷靈敏度下降;其直流成分依次增加,針對近表面缺陷磁化能力增強。
較少脈動成分磁化電流形成的漏磁場既不利于磁粉在表面的遷徙、也不利于磁痕顯示的形成,故DC磁化電流對表面和近表面缺陷的檢測靈敏度通常均不夠理想。如采用SDC的充電式電瓶的恒穩直流磁軛探傷儀,雖然提升力指標常遠大于188 N,但因對磁粉遷徙移動作用不佳,表面缺陷的檢測效果卻極不理想,遠遜于電瓶帶逆變器的充電式交流磁軛。
IDC由單正脈沖電流構成,其峰值電流大小(Imax)、開啟寬度(T+)可調;Imax影響磁化規范,通常較大;T+開啟寬度通常較HWDC的小,導入工件的磁化能量較少,以有利于磁軛設備的小型化;故通常IDC比DC有更多的交流成分,能夠明顯減小磁軛鐵芯截面積、提高便攜性,但需要采用標準試片來驗證其磁化規范的有效性。
(2) 交流電(Alternating Current ,AC)
AC因無DC成分,對于鐵磁性材料工件因趨附效應作用,50 Hz工頻AC一般認為可有效磁化深度0.5~2 mm以內的表面和近表面缺陷;且由于AC的集膚效應、表面磁場強度高和AC形成的交變漏磁場有助于磁粉在表面的遷徙、有利于磁痕顯示的形成、退磁方便等原因,AC、HWDC和FWDC對表面缺陷的檢測效果通常均遠優于SDC,故AC磁化電流對表面和近表面缺陷均具有良好的檢測靈敏度,其應用范圍更廣泛:① AC可以采用50 Hz工頻220 V/380 V交流電作為磁化電流;基于安全等方面的考慮,AC通常采用50 Hz工頻220 V/380 V交流電經交流變壓器變壓為安全電壓(36 V/24 V/12 V)后作為磁化電流;② 隨著逆變技術的發展與普及,為方便無220 V電源的場合應用,也有采用低壓直流電瓶(如DC12 V)供電,經逆變器(如汽車用)逆變為50 Hz工頻220 V交流電作為磁化電流;③ 近年來,為方便無電源場合應用并滿足防爆、磁軛小型化等方面的要求,有采用低壓直流電瓶(如DC12 V)供電,經逆變器逆變為低壓(10.2 V/12 V/13.8 V/16.8 V等、脈沖方波)交流電作為磁化電流。
(3) 低頻交流電(Low-frequency Alternating Current ,LAC)
20世紀90年代以來,隨著脈沖供電技術的發展,頻率在0~50 Hz之間的低頻、變頻、掃頻交流電磁化方法已有工程實際應用。其技術上既有DC的有效磁化深度大的優點,又有AC的表面和近表面缺陷檢測靈敏度高的優點,是磁軛檢測技術從表面檢測技術邁向近表面和內部檢測技術的一次重大突破。但因靈敏度驗證評價、標準化等方面存在的問題,影響了在工程中的實際推廣應用。
(4) 復合磁化的磁化電流
復合磁化的磁化電流一般采用DC+AC方式,形成擺動磁場磁化工件,一次磁化完成各個方向缺陷的檢測,效率大大提高;復合磁化通常用于僅僅采用AC或DC方法難于有效、高效開展檢測的大型管板角焊縫等復雜場合。
7.3 供電形式
(1) 220 V/380 V工頻交流
采用插線板等向變壓器提供220 V/380 V工頻AC,經變壓器向磁軛提供36 V以下的低壓工頻AC,或直接向磁軛提供220 V/380 V工頻AC,是最常見的形式。其運行成本低、維護方便、運行時間不受限制、使用壽命長,在制造廠等方便獲取220 V/380 V工頻電源的固定場合使用廣泛;但安全性不足、需要線纜輸送高壓AC等問題。
(2) 便攜式儲電瓶
將低電壓大容量鉛酸電池、鎳鎘電池、鋰電池放置于帶背帶的便攜式背包、腰包中,通過連接線向磁軛或逆變器提供低電壓SDC。其攜帶比較方便、現場無需高壓供電電纜、滿足一定的防爆性能要求、方便高空等場合使用,但運行成本高、易損壞、運行時間短(常為4~6 h)、使用壽命短,在工廠、野外等不方便獲取220 V/380 V工頻電源的固定場合正在得到廣泛應用。
(3) 內置式儲電瓶供電
將低電壓大容量電池(現階段為鋰電池)內置于磁軛/交叉磁軛中,直接向一體化的磁軛/交叉磁軛供電。其攜帶方便、現場無需高壓供電電纜和低壓電纜、滿足高的防爆性能要求、方便高空等場合使用、不易損壞,但成本較高、運行時間短(常為2~4 h)、使用壽命短,在防爆以及工廠、野外等不方便獲取220 V/380 V工頻電源的場合具有廣闊的應用前景。
7.4 集成結構形式
(1) 磁軛/交叉磁軛集成可見光/紫外線燈
單磁軛/交叉磁軛集成白熾燈、白光燈、LED白光燈或LED黑光燈,手柄帶燈開關,但因工況條件限制,通常易于被灰塵或磁粉等遮擋,且照射方向受限,難于在工件有效磁化區域全域達到500 lx白光照度或1 000 μW·cm-2黑光輻照度,并難以有效開展觀察、解釋與評定,一般仍然需要使用其他光源補充照明、觀察。
(2) 磁軛/交叉磁軛集成可見光/紫外線燈及檢測過程記錄設備
單磁軛/交叉磁軛集成LED白光燈或LED黑光燈及檢測過程記錄設備,手柄帶燈開關及記錄設備開關,能夠有效開展觀察、解釋與評定,同時進行檢測過程的照相、錄像記錄,并方便及時回放。隨著微電子技術的發展,應用WiFi、藍牙等技術可在平板電腦、手機等便攜式智能設備上回放檢測過程及結果的各類磁軛及交叉磁軛設備也已在研制推廣應用中。
8 結語
(1) 便攜式磁軛法及交叉磁軛法磁粉檢測針對表面或近表面缺陷有很高的檢測靈敏度、準確性和可靠性,是最常用、最直觀、最經濟、最快捷、最可靠的常規無損檢測方法之一。
(2) 集成多種功能的便攜式磁軛及交叉磁軛設備、用于管子角焊縫等特殊工件的復合磁化設備,能夠進一步降低勞動強度,提高安全性、檢測效率,改善檢測條件、減少環境污染,更加適應現場檢測。
(3) 隨著高導磁材料、便攜式高能電池、脈沖交流或直流激磁磁化、低頻激磁電流磁化技術的發展,以及LED可見光及紫外線照明、圖像識別、視頻記錄、WiFi或藍牙傳輸等技術的應用,和相關標準的不斷更新和完善,具有針對表面/近表面缺陷高靈敏度、可記錄并傳輸、高效安全、自供電、自照明等特點的多功能小型化智能化便攜式磁軛法及交叉磁軛法將得到更廣泛的應用。
[1] 沈功田.特種設備無損檢測技術綜述[J].無損檢測,2006,28(1):34-38.
[2] TSG G0001-2012 鍋爐安全技術監察規程[S].
[3] TSG R0004-2009 固定式壓力容器安全技術監察規程[S].
[4] GB 150-2011 壓力容器[S].
[5] TSG R7001-2013 壓力容器定期檢驗規則[S].
[6] 國質檢鍋[2003]108號 在用工業管道定期檢驗規程[S].
[7] TSG D0001-2009 壓力管道安全技術監察規程-工業管道[S].
[8] 王曉雷.承壓類特種設備無損檢測相關知識(2013版)[M].北京:中國勞動社會保障出版社,2013:173.
[9] 張俊哲.無損檢測技術及其應用[M].北京:科學出版社,2010:13.
[10] GB 6067.1-2010 起重機械安全規程 第1部分:總則[S].
[11] TSG 21-2016 固定式壓力容器安全技術監察規程[S].
[12] TSG S7001-2013 客運索道監督檢驗和定期檢驗規則[S].
[13] GB 8408-2008 游樂設施安全規范[S].
[14] 彭軍.超高壓人造水晶釜釜體內臺階和退刀槽的無損檢測方法[J].中國特種設備安全,2012,28(10):45-50.
[15] NB/T 47013.4-2015 承壓設備無損檢測 第4部分:磁粉檢測[S].
[16] 劉彬.磁力探傷缺陷顯示新方法-缺陷顯示板[J].無損檢測,2001,23(1):29-31.
[17] 姚力,范呂慧.磁軛提升力指標的分析和討論[J].無損檢測,2005,27(7):345-348.
[18] 姚力,范呂慧.交叉磁軛磁化規范與提升力指標關系討論[J].無損探傷,2006,30(3):8-11.
[19] 胡凱,姚力.旋轉磁場交叉磁軛的磁化規范[J].無損探傷,2011,35(1):5-8.
[20] 強天鵬.JB/T 4730.1~4730.6-2005 《承壓設備無損檢測》學習指南[M].北京:新華出版社,2005.
[21] 林錫忠.交流電磁軛的關節與檢測靈敏度的關系[C]∥第十屆全國無損檢測學術年會論文集.南昌:全國無損檢測學會,2013.
[22] 李龍.脈沖磁化技術在大型結構件磁粉檢測中的應用[C]∥第十屆全國無損檢測學術年會論文集.南昌:全國無損檢測學會,2013.
[23] 許才厚.便攜式磁軛法應用范圍探討[J].無損探傷,2012,36(5):30-33.
[24] 李博,李緒豐,唐經源.充電攜帶式旋轉磁場探傷儀[C]∥2014遠東無損檢測新技術論壇.成都:[出版者不詳],2014.
[25] 李博,李緒豐,唐經源.鐵路專用一體式磁軛探傷儀[C]∥2015遠東無損檢測新技術論壇.珠海:[出版者不詳],2015.
[26] 李博,李緒豐,唐經源.數字成像技術在磁粉檢測應用研究[C]∥2015遠東無損檢測新技術論壇.珠海:[出版者不詳],2015.
[27] 許遵言,周玉山,李華龍.磁軛法對近表面缺陷檢出能力的試驗研究[C]∥2015遠東無損檢測新技術論壇.珠海:[出版者不詳],2015.
[28] 姚力,范呂慧.不同標準磁軛技術指標的比較與討論[J].無損探傷,2003,27(5):11-15.
[29] 周志偉.JB/T 4730-2005《承壓設備無損檢測》答疑-磁粉檢測部分(IV)[J].無損檢測,2006,28(10):549-553.
[30] JB/T 4730.4-2005 承壓設備無損檢測 第4部分:磁粉檢測[S].
TheDevelopmentStatusofMagneticParticleTestingUsingPortableSingleandCrossMagnetYoke
YAO Li1,3, FAN Lühui2,3
(1.China Aerodynamic Research and Development Center, Mianyang 621000, China;2.Quality Department of China Erzhong Group Co., Deyang 618013, China;3.Sichuan Association of Special Equipment Inspection NDT Specialized Committee, Chengdu 610000, China)
The Magnetic particle testing using portable single and cross magnet yoke for material inspection, fabrication inspection and in service inspection of special equipment are summarized, including its application, research and equipments status, the industry characteristic and the development trend.
magnetic particle testing; yoke; development; application status
TG115.28
A
1000-6656(2017)12-0029-07
2017-06-25
姚 力(1962-),男,高級工程師,主要從事承壓類特種設備檢驗,超聲、磁粉、滲透、聲發射檢測及人員培訓等工作
姚 力,yaoli1@163.com
10.11973/wsjc201712007
猜你喜歡
北部灣大學學報(2022年1期)2022-06-22 04:58:38
北部灣大學學報(2022年2期)2022-06-21 11:44:36
北部灣大學學報(2021年1期)2022-01-27 06:40:10
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
現代儀器與醫療(2021年4期)2021-11-05 08:25:08
北部灣大學學報(2021年6期)2021-06-21 06:01:48
北部灣大學學報(2021年4期)2021-04-28 08:01:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
