基于Moldflow的商用車高架箱上本體困氣的優化
2017-12-29 00:00:00阮李華李正聰丁貝貝勞組波陳菊朱坤華
時代汽車 2017年11期


摘要:高架箱上本體作為商用車駕駛室內的儲物總成的重要零件,其外觀和力學性能直接決定著高架箱儲物總成的使用壽命,在注塑階段直接生產合格無缺陷的零件,將極大地延長高架箱總成的使用壽命。結合試模,通過Moldflow仿真模具熱流道系統的順序閥參數,改變高架箱上本體注塑模具熱流道系統順序閥的開啟時刻,來改善高架箱上本體的困氣缺陷,提升產品的注塑品質,延長其總成使用壽命。
關鍵詞:高架箱上本體;Moldflow;填充分析;困氣優化
1引言
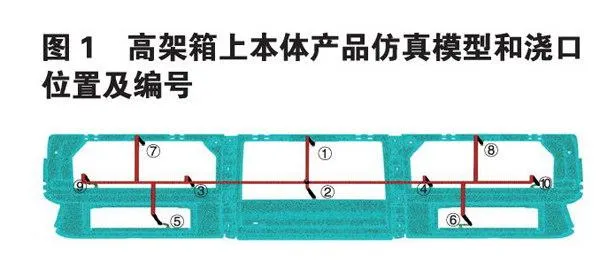
案例產品來自某型號商用車高架箱總成,產品仿真模型和膠口位置分布(如圖),該產品尺寸為2140"657"262(nlm),結構上看左右對稱,上下差異較大,該產品屬于大件,試模封樣時,每一件產品的報廢都將引起材料的巨大浪費。產品現場試模使用熱流道順序閥啟閉參數如表1。
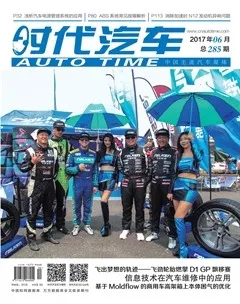
高架箱上本體模具回廠,試模驗證封樣過程中,產品出現了以下外觀缺陷,從產品缺陷的外觀看,產品表面隆起了一個圓圓的鼓包。為了判斷該鼓包到底是什么原因造成的,我們將此缺陷區域從產品上用刀子裁出并剖開,得到的產品結果(如圖2和圖3),由此得知產品注塑時,模具腔體內部的空氣無法順利排除,從而造成了產品的困氣。
2高架箱上本體困氣的原因分析
在看到該產品缺陷后,我們組織技術人員對該產品的困氣原因進行分析,經過一番討論我們得出以下原因:a、產品注塑時排氣不良,導致氣體被包裹,當開模的時候,撤掉了注塑壓力和保壓壓力,氣體膨脹使得產品表面膨脹,形成凸起;b、模具上排氣孔的位置分布不合理;c、模具設計缺陷,澆口位置不佳,澆口太細、多澆口排布不對稱,模具冷卻系統不合理;d、此處產品的厚度變化較大,厚壁產品表面冷卻較快,中心冷卻較慢,導致不均勻的體積收縮,進而在產品的厚壁處形成空洞;e、產品填充注塑順序閥的控制時間有偏差,造成料流前鋒的匯合位置與實際不符;f、注射速度過快,熔體受剪切作用分解;g、塑化過程過快,注射壓力過小;h、產品截面壁厚差異大,壁薄處熔體遲滯流動,壁厚處熔體對型腔內氣體進行包夾形成氣穴。其中a屬于材料因素,b-d屬于模具方面的因素,e-g屬于產品注塑工藝方面的因素,h屬于產品自身在原始設計時的先天缺陷,分析完以上可能導致產品出現困氣缺陷的原因,我們可以就以上的因素給出先后順序的解決思路。
因為產品的數據凍結后,是不能再修改的,而材料也為主機廠自己制定的材料牌號,從這些角度考慮是無法優化的,而修改模具成本高,有時間延誤,所以用仿真得到合適的順序閥啟閉時刻數據去指導生產進行試模,圖2高架箱上本體鼓包缺陷改變產品填充順序成為了最佳的選擇。
通過Moldflow仿真分析原始注塑參數方案,找出注塑工藝的優化參數,找出合適的順序閥啟閉時刻,改變產品的填充順序,將模具內的空氣驅趕到模具特定的排氣孔和排氣槽處。該方法簡單易行,只需要調整注塑模具熱流道順序閥啟閉時刻參數即可,優化方案成本低,是首選的方案。綜合以上方案的分析和選擇,決定通過Moldflow仿真,優化高架箱上本體注塑模具熱流道順序閥的啟閉時刻。針對本產品缺陷我們猜測可能是順序閥的填充時間出現了問題,下面就使用Moldflow,結合高架箱上本體模具回廠試模的實際情況,通過仿真分析找出高架箱上本體困氣的真正原因。
3高架箱上本體困氣的仿真模擬
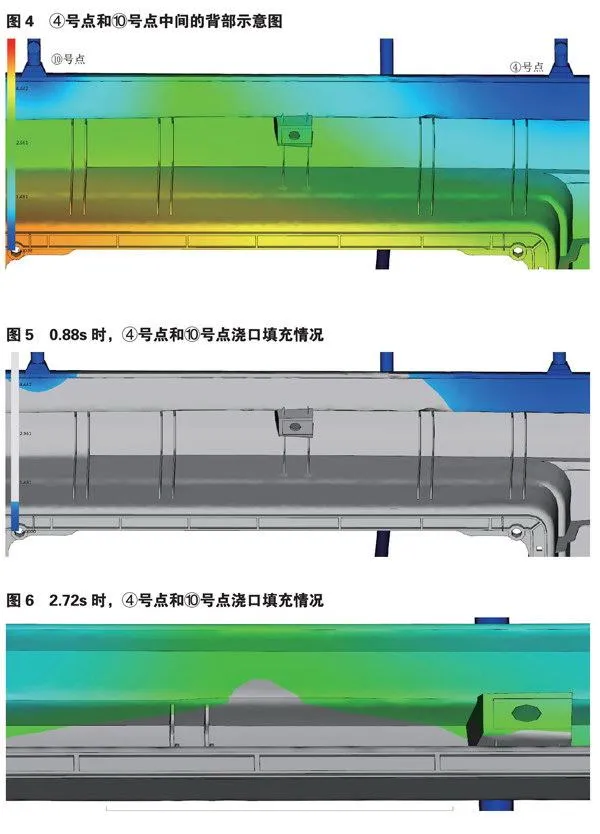
針對高架箱上本體困氣的分析,該氣泡位于產品的④號點和⑩號點的中間,產品背部有一個卡扣座,10根筋條結構,該部位的產品截面呈槽型鋼的形狀,且產品因為設計形狀產生了造型的突變,背部結構如圖4所示。
我們來分析該區域出現困氣缺陷可能原因:1、因為該部位有卡扣座,④號點的順序閥澆口在打開之后一直向前流動,經過卡扣座時,料流前鋒一分為二,在卡扣座的前方位置重新匯合,加上產品的槽形狀,是否會導致重新匯合的料流前鋒匯合困氣。分析:如果是該種原因導致的困氣,在產品的其它位置也會因為該原因而造成困氣,排查產品別的卡扣座附近,并沒有困氣,與產品對稱分布的③號點和⑨號點的中間區域也沒有困氣,由此排除該因素。2、⑩號點的順序閥封膠不嚴密,造成漏膠,從而導致⑩號點的順序閥的打開啟閉時刻失效,也就是說⑩號點的澆口變成了常開澆口,從而造成④號點和⑩號點的料流前鋒困氣。分析,因推斷的原因需要仿真分uw8cN+kzgpXNPE6qXbY19D2irJzWWKO+qDSW71c0uFA=析,我們利用Moldflow進行分析,分析方案為:④號點和⑩號點同時打開,觀察兩個閥澆口料流前鋒的匯合情況。
從圖5中可以看到,0.88s時,⑩號點的澆口已經打開一段時間,材料的熔體以④號點和⑩號點的澆口為圓心,呈輻射狀向周圍區域填充,此時熔體的填充沒有任何阻滯,正常流動狀態,沒有出現任何異常狀況。
從圖6中可以看到,2.72s時,④號點和⑩號點的料流前沿已經匯合,并且呈現一定的角度,從圖中看,此時匯合角大約在60。左右,并且繼續填充匯合,角度繼續變大,此時刻的填充沒有任何阻滯,正常流動狀態,沒有出現任何異常狀況。
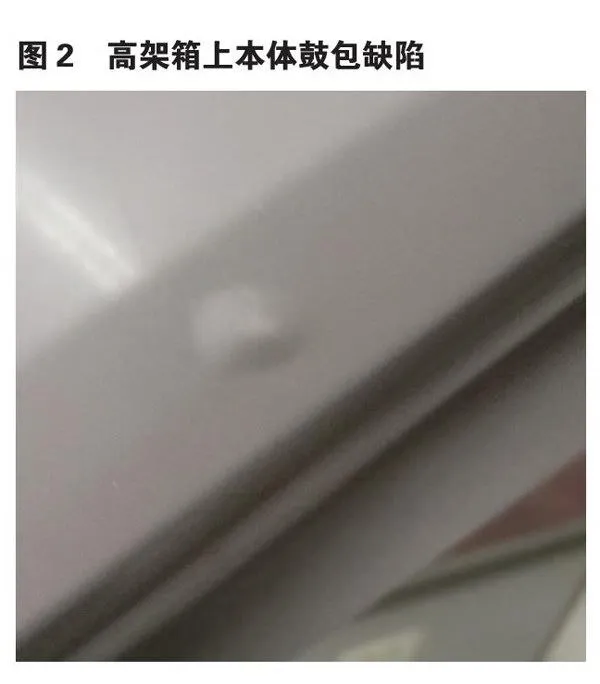
從圖7中可以看到,2.74s時,④號點和⑩號點的料流前沿繼續匯合,此時④號點和⑩號點的流動前沿開始呈現鈍角角度,從圖中看,此時匯合角大約在145。左右,并且繼續填充匯合,角度繼續變大,此時刻的填充沒有任何阻滯,正常流動狀態,但是料流前鋒的位置開始出現兩股速度加快的小尖脈沖前沿,熔體開始出現匯合困氣的征兆。
從圖8中可以看到,2.76s時,④號點和⑩號點的料流前沿繼續匯合,此時④號點和⑩號點的流動前沿基本開始呈現平角角度,開始匯合成一股料流,從圖中看,此時匯合角大約在170。左右,于2.74s時出現的兩個小脈沖料流前鋒迅速融合,熔體出現明顯的困氣缺陷,該缺陷位置與實際產品的困氣位置屬于同一個填充區域。因此可以判定該困氣原因為④號點和⑩號點的料流前鋒匯合不當,造成產品的質量缺陷,困氣原因應該為⑩號點的順序閥打開時刻不當。
4高架箱上本體困氣的解決方案
通過以上仿真分析,我們認定了高架箱上本體困氣缺陷是由于④號點和⑩號點的流動前沿匯合不當造成的,按照原定方案,產品的填充順序為④號點填充到⑩號點的澆口附近,⑩號點才會打開,⑩號點出現提前打開的現象應為該點的順序閥打開時刻不當,在明確了產品困氣原因,根據仿真結果,在原來十號點打開時間4.6s的基礎上推遲0.3s,即將原來⑩號點的工藝參數調整為4.9s。
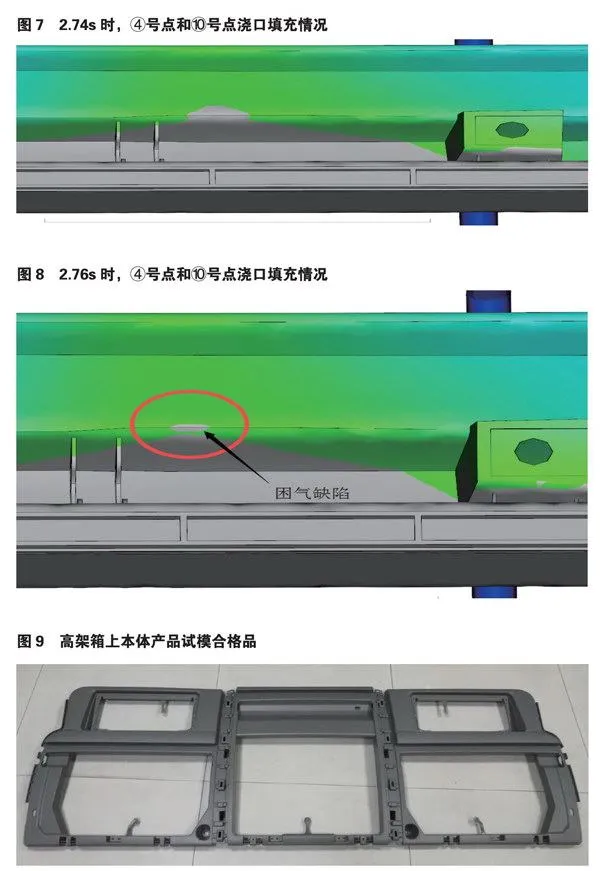
在⑩號點順序閥打開時間調整為4.9s后,再次進行試模,④號點和⑩號點之間的氣泡消失,試模產品的結果能夠達到質量部門封樣的要求,實物如圖9。
5結語
通過Moldflow仿真分析了高架箱上本體的填充流動過程,利用Moldflow的填充功能模塊可以快速查找缺陷原因,并在仿真分析的基礎之上快速完成產品的試模封樣工作,減少了試模成本。