通過QC活動提高800MPa級鋼岔管洞內焊縫一次探傷合格率
2018-01-05 08:10:54
水資源開發與管理 2017年12期
(中國水利水電第三工程局有限公司, 陜西 西安 710077)
通過QC活動提高800MPa級鋼岔管洞內焊縫一次探傷合格率
田海鵬陳明姜婭峰
(中國水利水電第三工程局有限公司, 陜西 西安 710077)
江蘇溧陽抽水蓄能電站鋼岔管為目前國內抽水蓄能電站中體型最大的鋼岔管,也是首例800MPa級鋼材在洞內原位組裝、焊接、水壓試驗項目。在解決3號大岔洞內焊接施工焊縫一次探傷合格率偏低問題過程中,通過QC活動,找出產生質量問題的具體原因;在1號大岔管洞內焊接施工中,尋找出切實可行整改方法,成功提高了岔管洞內焊縫探傷一次合格率。經專家咨詢會論證,1號大岔通過加強施工過程質量控制,免做水壓試驗,為同行業類似工程施工提供了借鑒依據和參考經驗。
鋼岔管;洞內焊縫;合格率;QC小組
1 工程概況
江蘇溧陽抽水蓄能電站地處江蘇省溧陽市天目湖鎮,位于蘇南地區負荷中心,電站安裝6臺單機容量250MW的可逆式水泵水輪發電機組,總裝機容量1500MW。水力系統采用一洞三機、壓力鋼管供/排水方式,壓力鋼管均為外包混凝土埋藏式。電站引水大岔管的主管直徑為9.2m,支管直徑為5.7m/7.0m,管壁材質為800MPa級高強鋼,大岔設計試驗壓力為4.687MPa,HD值為3255m2。大岔管瓦片由日本三菱重工株式會社制作,瓦片試拼裝后運輸到國內施工現場,中國水利水電第三工程局有限公司負責完成大岔管洞內原位拼裝、焊接、水壓試驗、防腐等工序施工。大岔管安裝參數:主管直徑9.2m;支管直徑5.7m/7.0m;分岔角70°;鋼板厚度56~60mm;月牙肋厚度120mm;公切球直徑8050mm;岔管外形尺寸(長×寬×高)為12170mm×8050mm×13334mm。
2 小組概況
2.1 小組簡介
2014年7月1日,由中國水利水電第三工程局有限公司制造安裝分局溧陽部總工楊聯東擔任小組組長,以工程部、質檢部骨干為組員的“溧陽雪山QC活動小組”正式成立。重點針對大岔管水壓試驗前整體拼裝焊接質量進行詳細了解,找出產生質量問題的具體原因,并針對性采取解決措施,尋找出切實可行整改方法,以提高焊縫探傷一次合格率,小組主要簡介見表1。

表1 小組主要簡介
2.2 小組活動計劃
小組活動計劃見表2。
表2小組活動計劃

3 選題理由
a. 填補行業空白:本電站 800MPa級大直徑鋼岔管洞內原位組裝、焊接施工在國內尚屬首例,無借鑒經驗,洞內施工焊接環境差,地下水豐富、空氣濕度大,無法保證焊接質量。
b. 面對工期緊、焊接工程量大,提高800MPa級鋼岔管洞內焊縫一次探傷合格率已迫在眉睫。
c. 工程創優需要:高標準達標確保行業或省部級優質工程,爭創國家優質工程獎。
4 現狀調查
根據前期3號大岔管焊接施工情況,QC小組成員針對3號大岔管焊接情況進行了調查,形成了調查統計表,見表3。

表3 3號大岔管前期縱縫焊縫探傷一次合格率統計
由表3可以看出:3號大岔焊接焊縫探傷一次合格率為97.3%,不滿足監理、業主及達標創優合格率98%以上的要求。
5 確定目標
5.1 目標設定
目標設定見圖1。
5.2 目標可行性分析
目標可行性分析見圖2。
小組成員通過對小組活動目標進行可行性分析后一致認為,只要制定切實可行的措施并精心組織加以實施,目標可以實現。

圖1 目標設定

圖2 目標可行性分析
6 原因分析
6.1 高強鋼焊接特點
a. 高強鋼焊接過程中,如果沒有預熱及嚴格控制層間溫度,將導致出現焊接缺陷(延遲開裂)的情況。應根據鋼種、板料厚度、焊接方法等,進行預熱與層間溫度的控制。
b. 電流及線能量過大將導致機械性能劣化,在高強鋼材料中表現非常明顯。
c. 焊接過程中由于弧光放電易在母材上引發開裂情況,因此開焊前必須設置引弧板,并采用逐步退焊法焊接。
6.2 現場影響焊接質量的原因分析
QC小組通過對影響800MPa鋼岔管焊接質量的原因進行分析,并從人、機、料、法、環五個方面梳理出了12條末端因素。
7 要因確認
QC小組成員對于圖3所列出的12條末端因素,運用調查表,逐條進行了分析,以確定要因,分析結果見表4。
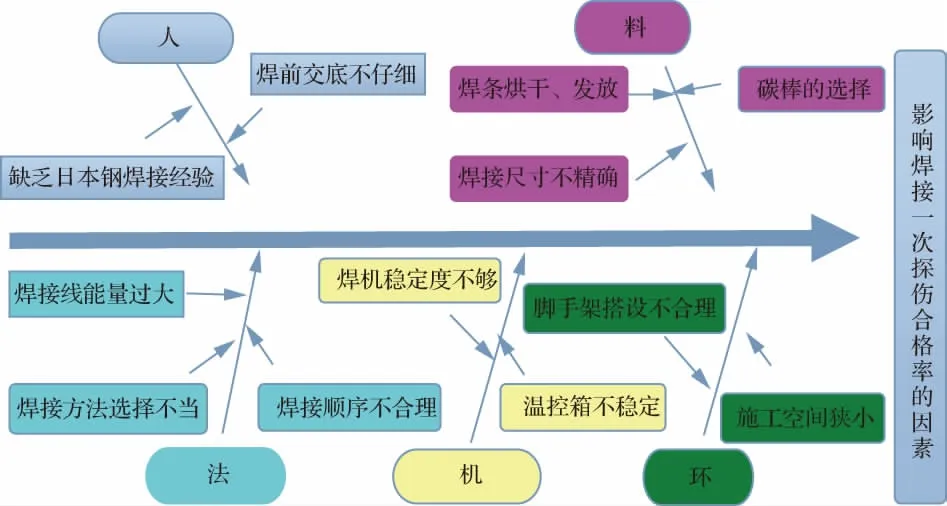
圖3 原因分析因果
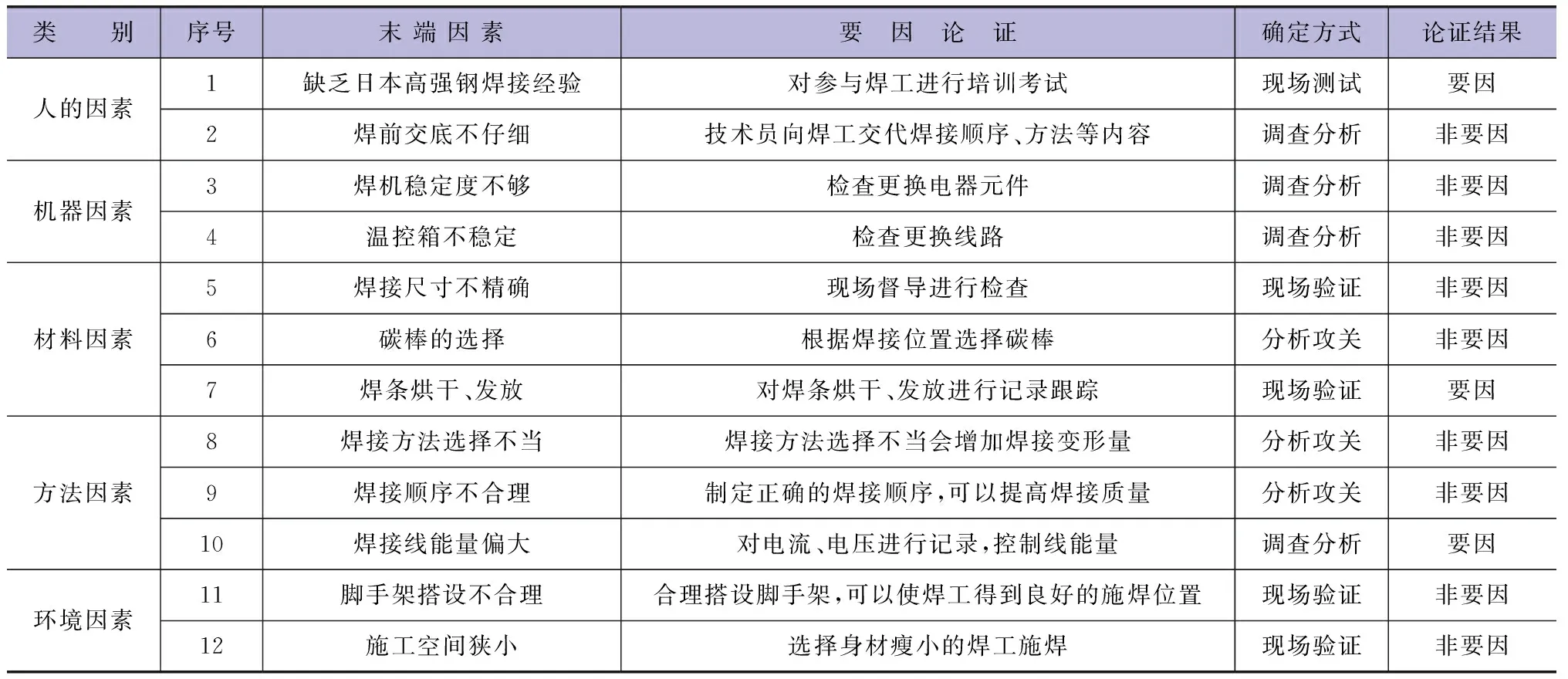
類 別序號末端因素要 因 論 證確定方式論證結果人的因素1缺乏日本高強鋼焊接經驗對參與焊工進行培訓考試現場測試要因2焊前交底不仔細技術員向焊工交代焊接順序、方法等內容調查分析非要因機器因素3焊機穩定度不夠檢查更換電器元件調查分析非要因4溫控箱不穩定檢查更換線路調查分析非要因材料因素5焊接尺寸不精確現場督導進行檢查現場驗證非要因6碳棒的選擇根據焊接位置選擇碳棒分析攻關非要因7焊條烘干、發放對焊條烘干、發放進行記錄跟蹤現場驗證要因方法因素8焊接方法選擇不當焊接方法選擇不當會增加焊接變形量分析攻關非要因9焊接順序不合理制定正確的焊接順序,可以提高焊接質量分析攻關非要因10焊接線能量偏大對電流、電壓進行記錄,控制線能量調查分析要因環境因素11腳手架搭設不合理合理搭設腳手架,可以使焊工得到良好的施焊位置現場驗證非要因12施工空間狹小選擇身材瘦小的焊工施焊現場驗證非要因
經過多次的分析、討論、驗證,QC小組最終確定影響鋼岔管洞內焊接一次探傷合格率的要因如下:
a. 缺乏日本高強鋼焊接經驗。
b. 焊條烘干、發放。
c. 焊接線能量偏大。
8 制定對策
QC小組進行了多方面的分析,根據要因按照5W1H原則制定對策表,見表5。

表5 對策實施計劃
9 對策實施
9.1 實施一要因:工人缺乏日本高強鋼焊接經驗
先對焊工進行高強鋼焊接理論培訓,將高強鋼的焊接操作步驟和細節告知焊工,并加強焊工的質量意識學習。培訓完畢后,每個焊工進行橫焊、立焊、平焊、仰焊的焊接練習,專家進行現場指導,熟練后進行試板焊接、力學檢測。對工人在操作中出現的問題進行分析,召開質量座談會,相互進行交流。根據熟練程度對焊工進行明確分工,將橫焊、立焊、平焊、仰焊責任到人,并制定有效的激勵措施,及時進行獎懲。
9.2 實施二要因:焊條的烘干、發放、回收
焊條發放、回收記錄表中增加了焊條批號。除原來焊條管理中的保管、烘焙及發放有專人負責外,在現場設置了專門的廢棄焊條和焊條頭收集箱,在物資部倉庫設置總的回收桶,并增加了廢棄的焊條及焊條頭返回的現場記錄,保證焊條質量具有可追溯性。
9.3 實施三要因:焊接線能量過大
嚴格按照工藝要求,現場專人監督電流、電壓、線能量,并記錄1號鋼岔管焊接熱輸入量(線能量),匯總后控制成果見表6。

表6 1號鋼岔管焊接熱輸入量統計表

續表
注表中每條焊縫焊接線能量最大、最小值為記錄的焊工線能量的最大、最小值,平均值為記錄的焊工所有線能量的算術平均值。
10 效果檢查
10.1 目標檢查
對策實施后,小組成員對鋼岔管洞內焊接探傷結果及時進行統計,以驗證對策的正確性及可行性。一次合格率統計見表7~表8。

表7 3號大岔管后期環縫焊接探傷一次合格率統計

表8 1號大岔管焊縫一次合格率統計
根據表8統計結果顯示,QC小組實現了預定目標:
a. 主控項目:全部合格。
b. 一般項目:滿足規范規定要求,3號岔管活動后的一次探傷合格率達到99.9%,1號岔管活動后的一次探傷合格率達到100%。
c. 允許偏差項目:符合規范要求。
d. 外觀質量:達到優良。
10.2 經濟、社會效益
a. 節省材料費:悶頭工藝錐安裝材料費用總計約5.59萬元,具體組成如下:焊機及電費等綜合費用約3.5萬元;使用氧氣62瓶×20元/瓶=1300元、乙炔25瓶×85元/瓶= 2125元,兩項共計3425元;使用LB-116焊條700kg,單價25元,合計1.75萬元。
b. 安裝人工費:3號大岔悶頭及工藝錐安裝施工,安裝工8人,焊工10人,起重工3人,工期1.5個月,合計人工工資約18.9萬元。
c. 免做水壓試驗費用:1號大岔焊接一次合格率為100%,免做水壓試驗,節省應力測試等費用約為150萬元,節約工期1.5個月。
以上各項合計節省資金約174.49萬元,工期節省3個月。同時,根據2號、4號小岔、3號大岔施工經驗,通過對1號大岔加強施工過程質量控制,按照《江蘇溧陽抽水蓄能電站1號鋼岔管免做水壓試驗專家評審意見》1號大岔免做水壓試驗。鋼岔管免做水壓試驗在抽水蓄能電站尚屬首次,可以為行業規范的編制、類似工程施工提供借鑒依據和參考經驗,贏得了業主、監理、行業的好評,經濟效益顯著。
10.3 無形價值
通過這次QC小組的活動,小組成員的個人綜合能力得到了顯著提高,增進了各組員之間的協作能力,提高了團隊合作精神,增強了解決問題的信心。為解決以后可能出現的問題打下了堅實的基礎。無形價值自我評價見表9,無形價值自我評估雷達圖見圖4。

表9 無形價值自我評價

圖4 無形價值自我評估雷達
11 鞏固措施
a. 經過項目部批準,對高強鋼的焊接從焊材的存放、烘焙、發放及焊接次序等有效的做法,通過技術文件、施工技術措施和作業指導書的形式固定下來。
b. 對高強鋼焊接的施工人員進行質量教育,并在每周開展質量例會,不斷增強每個員工的質量意識。
c. 每條縫開焊前,質量管理人員認真做好檢查計劃并在施焊過程中進行巡查,把住高強鋼焊接質量關。
d. 做好有效的施工考核獎懲制度,加強質量考核,提高施工人員的質量意識和專業素質。
通過本課題,小組對已經取得的成果制定了鞏固措施,并形成作業指導書,發給高強鋼施工人員。在接下來的其他施工項目中,小組將推廣800MPa級鋼岔管焊接中的成功經驗,繼續做好焊接技術管理各項工作,保證這些項目的高水平焊接質量。
12 小組活動總結及展望
a. 通過全體QC小組成員的努力,在各相關部門的支持下,通過對影響高強鋼焊接的各因素進行了梳理,并對其主要影響因素提出了有針對性的整改計劃和措施,成功地將該工程中高強鋼的焊接質量提高到本次QC小組活動的設定目標,使其符合《水電水利工程壓力鋼管制作安裝及驗收規范》(GB 50766—2012)的標準,順利地完成了本次QC小組的活動目標,取得的效果顯著。同時,增強了小組成員的自信心,提高了小組成員開展QC活動的積極性。
b. 隨著高強鋼焊接質量的不斷提高,豐富了高強鋼的焊接經驗,總結出了一套成熟的焊接工藝和管理體制,為后續類似工程施工奠定了基礎。
c. QC小組對本次活動中成功的做法和經驗進行了總結,并將活動中取得的成功經驗運用到其他項目的強鋼焊接過程中,積極將QC小組成果進行推廣運用。
《提高800MPa級鋼岔管洞內焊縫一次探傷合格率》課題現已順利結題,QC小組這種新的管理模式促進了技術創新,提高了工程質量,取得的效果顯著。下一階段,QC小組將進行《提高天圓地方壓制成型精度》的課題研究,繼續推廣QC小組活動,以期提高工程質量。
Improvementofgrade800MPasteelbifurcatedpipetunnelweldprimaryflawdetectionqualificationratethroughQCactivity
TIAN Haipeng, CHEN Ming, JIANG Yafeng
(ChinaWaterConservancyandHydropowerThirdEngineeringBureauCo.,Ltd.,Xi’an710077,China)
Jiangsu Liyang pumped storage power plant steel bifurcation pipe has the maximum body type in domestic pumped storage power stations at present. It is also the first case of grade 800MPa steel materials in tunnel in-situ assembly, welding and hydraulic test projects. When the problem of low primary flaw detection qualification rate of No. 3 big bifurcation tunnel welding construction welds is solved, concrete reasons of quality problems are discovered through QC activities. Solutions are adopted in a targeted mode during No. 1 big bifurcation tunnel welding construction. Actual and feasible improvement methods are discovered for successfully improving primary flaw detection qualification rate of bifurcated pipe tunnel welds. Water pressure test is avoided in the No.1 big bifurcation through strengthening quality control in the construction process according to demonstration of expert consultion conference, thereby providing reference basis and reference experience for construction similar projects in the same industry.
steel bifurcated pipe; tunnel weld; qualification rate; QC team
10.16616/j.cnki.10-1326/TV.2017.12.010
TV523
A
2096-0131(2017)12-0039-06
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:38:48
建材發展導向(2021年6期)2021-06-09 05:57:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年18期)2018-11-14 01:48:24
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:22
中國衛生質量管理(2015年2期)2015-12-01 05:43:57
設備管理與維修(2015年12期)2015-04-09 06:57:24
現代企業(2015年8期)2015-02-28 18:55:23