S690高強鋼冷裂紋原因分析及控制措施
2018-01-09 01:12:03張歡歡
海洋工程裝備與技術 2017年3期
張歡歡
(海洋石油工程股份有限公司,天津 300452)
S690高強鋼冷裂紋原因分析及控制措施
張歡歡
(海洋石油工程股份有限公司,天津 300452)
通過對S690高強鋼母材的化學成分、碳當量、溫度控制、氫含量、應力情況等方面進行分析,找出了母材焊后產生冷裂紋的原因,并制訂了焊前清理雜質,保證預熱溫度,焊后立即進行消氫、消應力保溫熱處理等焊道返修控制措施,從而使缺陷焊道得到成功修復并檢驗合格。結果表明,嚴格的質量控制措施,是保證S690高強鋼冷裂紋成功修復的關鍵因素。
應力;焊后熱處理;碳當量;擴散氫;預熱
0 引 言
隨著國家海洋石油戰略由淺海逐漸邁向深海,海上采油平臺和導管架結構變得越來越大型化,有時可達幾千噸甚至上萬噸,因此,對安裝這些重型裝備起重設備的承載強度要求也越來越高。在某大型海上平臺起重用吊機項目中,滑輪組箱體吊點結構涉及一種S690低合金高強鋼材料,由于其強度較高,焊接性較差,導致該結構焊接完成以后產生裂紋。本文就S690高強鋼焊接裂紋產生原因及控制措施進行論述。
1 裂紋性質及特點
裂紋是在焊后72h內陸續出現的,并且隨時間的延長而增多,因此,將其判定為冷裂紋,也稱延遲裂紋。
冷裂紋自身具有如下特征: (1)焊縫冷卻過程中,當溫度降到200~300℃區間或者常溫時,逐漸產生。(2)發生在焊縫熱影響區時,一般會由缺口效應引起,例如在焊接缺陷,如咬邊、未熔合或者成形不良的焊趾、焊道處,這些區域一般會產生應力集中;少部分發生在焊縫中,多是由物理、化學性質不均勻的氫聚集區域所引起的。(3)宏觀腐蝕實驗在裂紋斷口處可見金屬光澤,而在微觀顯微下,一般具有結晶和穿晶混合形態的走向。
經無損檢驗(NDT)對焊縫進行檢測,共發現裂紋19處,其中橫向裂紋15處,縱向裂紋4處,沿焊道邊緣裂紋7處。現場裂紋數量如表1所示。裂紋形態如圖1所示。

表1 現場裂紋數量
2 裂紋產生原因分析
S690高強鋼焊接參數如表2所示。母材及焊材的化學成分和力學性能如表3和表4所示。形成冷裂紋的三大因素分別是焊接接頭的含氫量,鋼材的淬硬組織以及焊接接頭的拘束應力。

(a) 橫向裂紋

(b) 縱向裂紋

(c) 沿焊道邊緣裂紋

焊層焊接方法填充金屬直徑/mm電流/A電壓/V焊接速度/(mm·min-1)熱輸入/(kJ·mm-1)打底SMAWE7018?12560~9018~2250~7009~16填充SMAWE7018?132/4090~17018~2660~15010~25蓋面SMAWE7018?13290~12018~2490~13007~13

表3 母材及焊材的化學成分

表4 母材及焊材的力學性能
2.1 接頭的含氫量
氫是引起高強鋼焊接冷裂紋的重要因素之一,并且有延遲特征。在焊接過程中,熔敷金屬在高溫環境下熔解了很多氫,焊縫在冷卻時,游離氫的溶解度會降低,冷卻的速度越快,留給氫逸出的時間越短,殘留在焊縫金屬中氫的比例就越大,從而增大冷裂紋產生的可能性。
氫在熔敷金屬內部擴散過程中,擴散氫會向金屬內部有微觀缺陷的地方聚集,從而使該部位的氫濃度急劇升高,當氫達到較高濃度時,既會產生較大的應力,又會因阻礙位錯移動而使該處變脆,當應力進一步加大時,就會促使缺陷擴展而形成裂紋,這種過程可周而復始持續進行,視氫逸出量和內部的能量而定,焊接延遲裂紋就是由許多單個微裂紋集合而形成的宏觀裂紋。
焊縫中的擴散氫主要來自以下幾個方面。
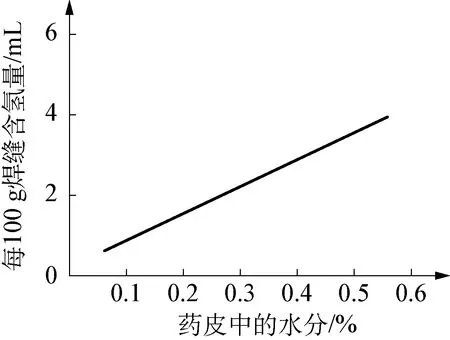
圖2 藥皮中水分對焊縫含氫量影響Fig.2 Effect of the moisture in the coating on the amount of hydrogen
(1) 焊材中的氫。焊條藥皮中的水分越多、空氣濕度越大,則焊縫中擴散氫的含量就越高,焊材藥皮中水分及空氣中水蒸氣對焊縫含氫量影響曲線如圖2和圖3所示[1]。
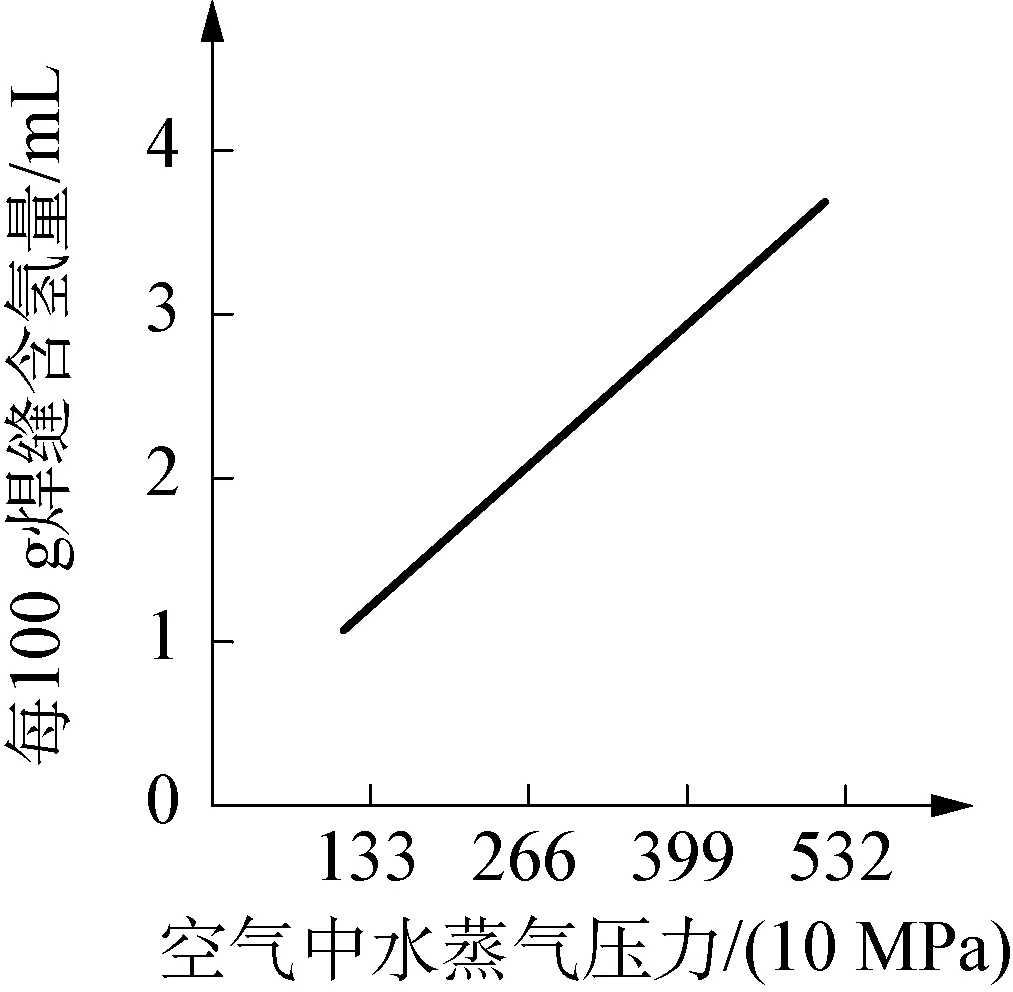
圖3 空氣中水蒸氣壓力對焊縫含氫量影響Fig.3 Effect of the pressure of water vapor in the air on the amount of hydrogen
由表4可知,每100g焊材中的氫含量為1.16mL,ISO3690規定,用水銀法測定每100g焊條中擴散氫含量小于5mL時即為超低氫型焊條。超低氫型焊條可以有效地降低冷裂紋的產生,從而很好地保證焊接質量。
(2) 焊件表面的鐵銹、油污及吸附的水分。焊件坡口表面上的鐵銹、油污和吸附的水分以及周圍環境濕度大,是焊縫中擴散氫的主要來源。
(3) 焊前預熱不充分,焊后消氫措施不佳。焊前,如果沒有充分的預熱,則母材坡口內的水汽沒有被烘干,從而造成擴散氫的產生;焊后如果不進行消氫熱處理,或者消氫熱處理不及時,熱處理溫度、時間不夠,都會造成擴散氫的殘留。
2.2 淬硬組織
S690高強鋼屬于低合金高強鋼中的低碳低合金調質鋼,對于這種高強鋼材料,如果焊前沒有進行充分預熱,或者焊后沒有采取緩慢冷卻的措施,那么焊縫的冷卻速度就會很快,冷卻過程中,粗大的奧氏體組織將轉變為馬氏體組織,而馬氏體組織具有又脆又硬的特性,即強度高而塑性差、抗裂性能低,在脆硬區,更容易形成大量空位和位錯的晶格缺陷,一旦有應力產生,它們就會發生移動和聚集,從而形成裂縫源。
采用碳當量估算法,對S690高強鋼淬硬傾向進行分析。所謂“碳當量”即是把鋼中包括碳在內的合金元素對淬硬、冷裂及脆化等的影響折合成碳的相當含量。世界各國根據本國的具體情況相繼建立了許多碳當量公式,國際焊接學會(IIW)推薦的碳當量公式為[2]
Ceq=CC+CMn/6+(CCu+CNi)/15+
(CCr+CMo+CV)/5,
(1)
式中:Ceq為碳當量,%;右側各符號表示各元素在材料中的質量分數,%。
根據式(1),結合表3,計算S690高強鋼母材碳當量為

根據式(1),結合表3,計算焊材碳當量為

一般情況下,當Ceq≥0.45%時,材料具有較大的淬硬傾向,再加上吊點的板厚為50mm,根據美國金屬學會提供的焊接性與碳當量及板厚的關系圖(見圖4)[3]可知,S690高強鋼焊接性較差,焊接時產生冷裂紋的可能性較大。
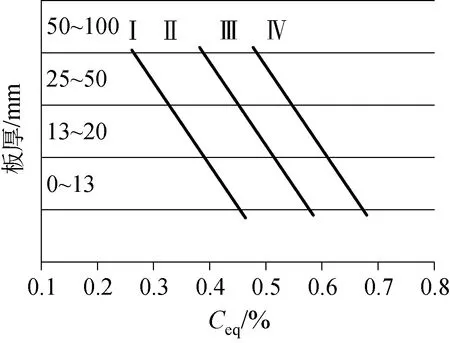
Ⅰ—優良 Ⅱ—較好 Ⅲ—一般 Ⅳ—較差圖4 焊接性與碳當量及板厚的關系Fig.4 Dependence of weldability on carbon equivalent and the thickness of plate
進一步,選擇3條產生裂紋的焊縫,分別在焊縫中心,焊縫兩側熱影響區及母材區域進行維氏硬度測試,統計結果如圖5所示。從圖中可知,焊縫及熱影響區的硬度值高于母材區域,說明加入填充金屬的焊縫,產生了一定的淬硬組織,其產生冷裂紋的可能性也相應增大。
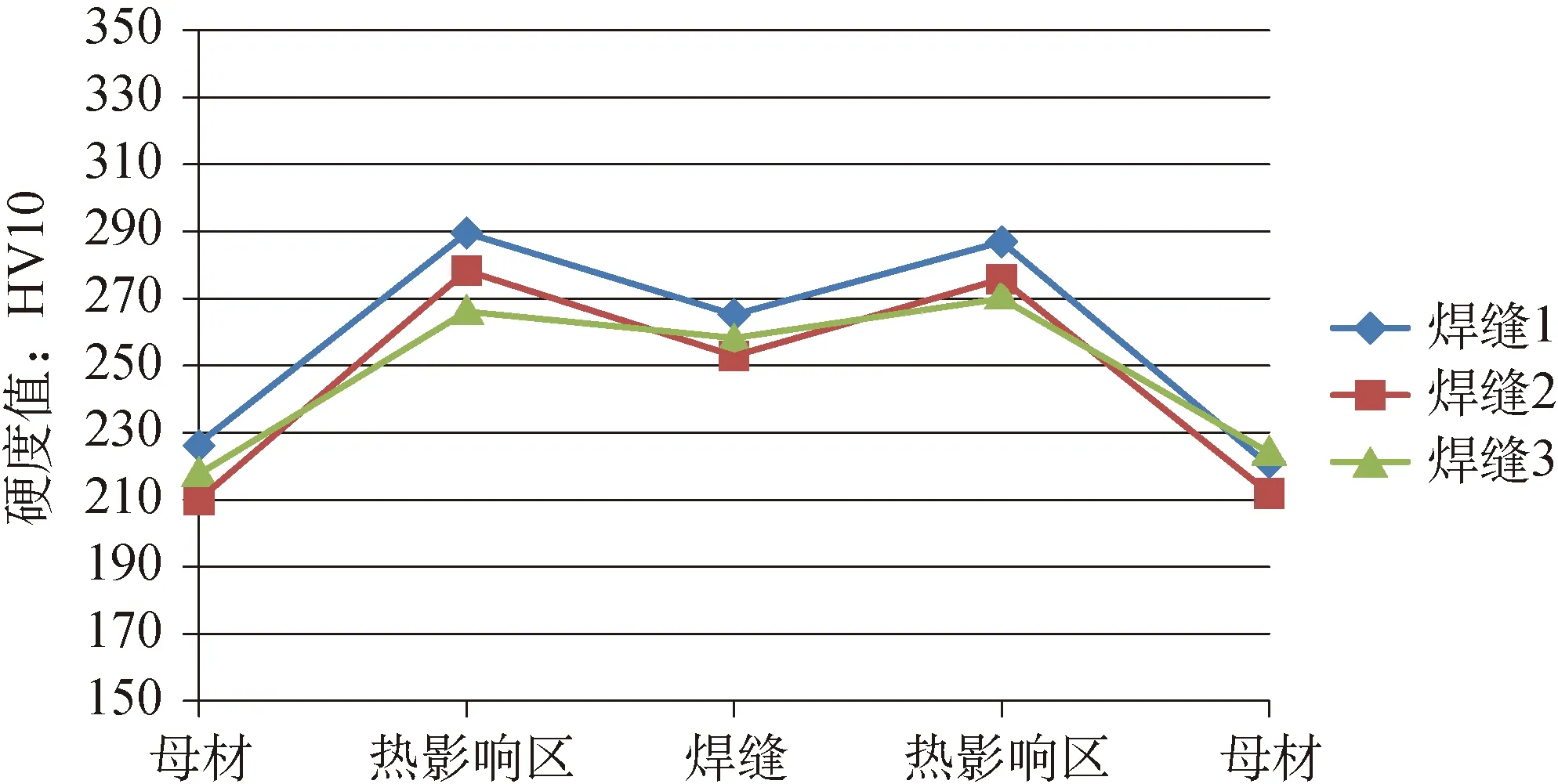
圖5 3條焊縫硬度測試趨勢圖Fig.5 Trend of 3 welds hardness test
2.3 拘束應力
拘束應力主要有以下來源: (1)在進行加熱和冷卻過程中,由于工件受熱不均勻,導致體積發生變化,從而產生熱應力;(2)在焊接熱循環的作用下,焊縫金屬內部的微觀組織發生變化,由于相變產生組織應力;(3)鋼結構自身拘束度較高,例如,結構自身承受較高載荷,自身重量較大,或者材料本身強度高。另外,焊接順序、焊縫所處位置,也會對拘束度有所影響。
由受熱和相變所產生的應力,稱為“內拘束應力”,由結構剛度、負載、焊接順序等產生的應力,稱為“外拘束應力”。焊接接頭在外拘束應力與內拘束應力的共同作用下,局部產生應力集中,冷裂紋隨之產生。
根據原材料質量證明書,S690母材為調質體,含鎳量只有0.18%,而熔入焊縫中的焊材,含鎳量高達2.16%,由于母材與焊縫某些合金元素含量的不同,在焊接過程中,必然會導致不同組織的體積發生變化,在焊接熱循過程中,又會產生新的組織,從而引起內應力;又由于滑輪組箱體結構較為復雜,屬于受力構件,自身重量又高達上千噸,吊點板厚達50mm,因此,S690高強鋼存在較大外部拘束應力。在這種內外部應力的共同作用下,焊縫產生冷裂紋的可能性增大。
3 制訂焊接修復措施
3.1 降低接頭的含氫量
焊條中的水分是焊縫中混進氫的主要因素,而焊縫中熔敷金屬所含的氫,又是造成冷裂紋的主要原因。因此,返修焊接過程中,焊工宜隨身攜帶焊條保溫筒,并在使用過程中注意防潮,每次從焊條筒內取出的焊條,4h之內沒有用完的,則要重新烘干,但不能超過2次。
延遲裂紋的產生與接頭的含氫量有直接關系,溫度是影響焊縫內部氫擴散和逸出的關鍵因素。返修焊接過程中,采用多層多道焊,層間溫度不能低于預熱溫度,也不能超過規定的最高溫度,這樣,前一條焊道對后一條焊道起預熱作用,從而改善其焊接性,減小淬硬傾向;而后一條焊道對前一條焊道起熱處理作用,消除其內部殘余應力及擴散氫,從而避免冷裂紋的產生。
另外,對返修焊縫進行焊后熱處理,是有效促進焊縫內部氫擴散和逸出的重要方法。完成返修焊接后,可采用電阻加熱片對焊縫進行加熱和保溫,熱處理的最低溫度可根據以下公式計算:
Tp=455.5Ceq-114,
(2)
式中:Tp為焊后熱處理的下限溫度,℃。
根據式(2),計算出S690高強鋼返修焊接完成以后,進行焊后消氫熱處理的最低溫度Tp=200.3℃。根據計算結果,綜合考慮其他因素,作出S690高強鋼焊后保溫緩冷曲線,如圖6所示。
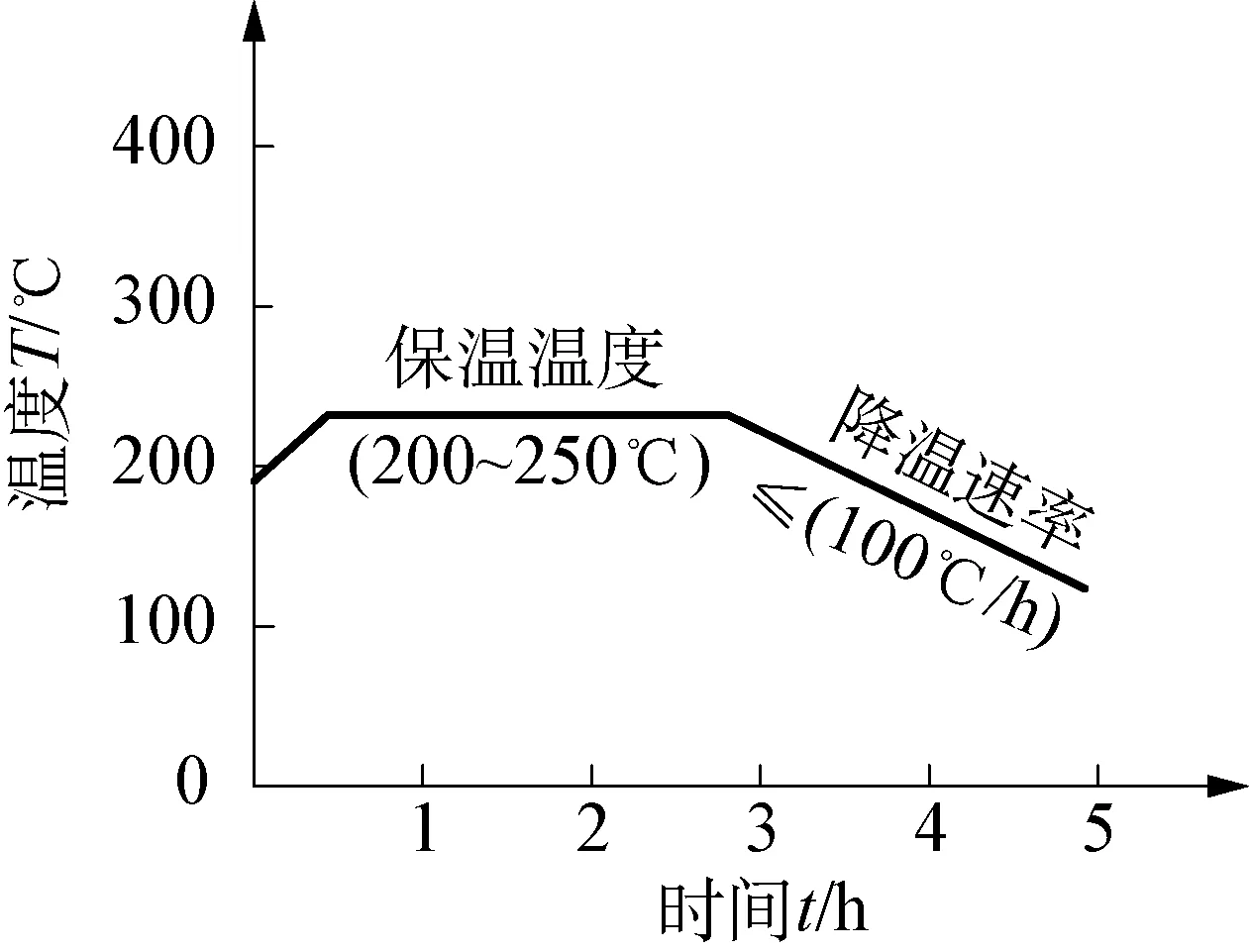
圖6 焊后保溫緩冷曲線示意圖Fig.6 Temperature curve for post weld heat treatment (PWHT)
需要強調的是,對于S690高強鋼,消氫熱處理應該在焊接完成以后立即進行,因為有實驗表明[4],高強鋼擴散氫的逸出速率會隨放置時間的延長而變化,焊后0.5~12h,擴散氫的逸出速率很快,逸出量比較大,可達逸出總量的90%;焊后12~24h,擴散氫逸出速率變慢;焊后24~72h,擴散氫逸出量基本維持不變,消氫處理意義不大。
3.2 減少淬硬組織的產生
使用碳弧氣刨的方法清除裂紋后,采用高速砂輪將刨口處的氧化層、淬硬層及滲碳層磨掉,打磨深度要大于2mm,目的是避免滲碳造成高的碳當量,形成淬硬組織。打磨后的坡口應圓滑整齊,均勻過渡,經磁粉檢查(MT)直至沒有裂紋缺陷為止。
降低熔敷焊縫的冷卻速度,也是減少淬硬組織的有效方法。預熱能夠充分降低焊縫的冷卻速度,因此,設置一個合理、有效的預熱溫度,是預防冷裂紋產生的重要因素。
日本伊藤等人進行了斜Y坡口焊接裂紋敏感性試驗,并建立了如下經驗公式[5],用于預測焊接預熱溫度T0(使用條件:Ceq<0.16%,抗拉強度為400~900MPa的低合金高強鋼):
PCM=CC+CMn/20+CSi/30+CNi/60+
CCr/20+CMo/15+CV/10+CCu/20+
5CB+[H]/60+δ/600,
(3)
T0=1440PCM-392,
(4)
式中:PCM為冷裂紋敏感指數,%;[H]為擴散氫含量,mL/(100g);δ為被焊金屬板厚,mm;T0為焊接預熱溫度,℃。
根據式(3),計算S690高強鋼冷裂紋敏感性指數PCM=0.363。根據式(4),計算S690高強鋼預熱溫度T0=130.72℃。
根據計算結果,綜合考慮板厚等其他因素,將S690高強鋼焊縫返修焊接前的預熱溫度設置為不低于150℃。
此外,返修焊接完成以后,對焊縫進行后熱保溫緩冷,也能有效降低焊縫的冷卻速度,從而避免產生淬硬組織。推薦的熱處理曲線如圖6所示。
3.3 降低拘束應力
內拘束應力可以通過預熱、焊后緩冷等工藝措施加以控制,特別是焊后熱處理,對于容易產生脆斷和延遲裂紋的重要結構,能夠起到很好的消除內應力的作用。
外拘束應力涉及的因素較多。隨板厚的增加拘束度增大,板厚與拘束度成正比;還有焊縫位置、焊接順序、構件受熱部分的收縮、工卡具的松緊程度等,控制起來均比較困難,所以在組對過程中,要盡避免進行強力組對。另外對于每條焊縫上的工卡具松緊程度也要適當控制,對焊接規范所規定的焊接順序要嚴格遵守。
3.4 修復結果
對焊接修復完成的吊點焊縫,先后進行外觀檢驗(VT)、MT和超聲檢驗(UT),結果表明,所有焊縫100%合格。
4 結 語
S690母材及焊材碳自身強度及碳當量較高,焊接性較差,并且存在一定程度上的拘束應力,可造成焊接冷裂紋。S690高強鋼焊前得到充分的預熱,焊接過程中控制好層間溫度和熱輸入,焊后采取一定的緩冷保溫熱處理,是控制和避免冷裂紋產生的關鍵措施。
[1] 李龍江.容器冬季施焊焊接裂紋的控制措施探討[J].煉油與化工,2011,25(3): 25.
Li Long-jiang. Discussion of welding cracks control measures for the container in winter [J]. Oil Refining and Chemical Engineering, 2011,25(3): 25.
[2] 王鋼,袁耿民.球罐現場組裝的焊接裂紋控制[J].國外金屬加工,2004,25(2): 55.
Wang Gang, Yuan Geng-min. Control of welding crack for spherical tanks assembled outside factory [J]. Foreign Metal Processing, 2004,25(2): 55.
[3] 王學,張學倫,曾華峰,等.ZG20MnMo鍋爐汽水管道焊接裂紋失效分析[J].機械工程材料,2003,27(10): 49.
Wang Xue, Zhang Xue-lun, Zeng Hua-feng, et al. Analysis on the welding crack of 20MnMo steel used for steaming-water pipes of power plant boilers [J]. Materials for Mechanical Engineering, 2003,27(10): 49.
[4] 李興霞,崔國明.高強鋼焊接接頭擴散氫行為研究[J].電焊機,2013,43(8): 46.
Li Xing-xia, Cui Guo-ming. Study of diffusible hydrogen behavior for the weld joints of high strength steel [J]. Electric Welding Machine, 2013,43(8): 46.
[5] 張楠,董現春,劉宏,等.960MPa級工程機械用鋼焊接性能試驗研究[J].電焊機,2012,42(7): 1.
Zhang Nan, Dong Xian-chun, Liu Hong, et al. Study on the welding performance testing of 960 MPa grade machinery steel [J]. Electric Welding Machine, 2012,42(7): 1.
ReasonAnalysisandControlMeasuresforS690HighStrengthSteelColdCracks
ZHANG Huan-huan
(OffshoreOilEngineeringCo.,Ltd.,Tianjin300452,China)
By analyzing the S690 high strength steel’s chemical composition, carbon equivalent, temperature control, hydrogen content and stress condition, the reason of cold cracks appearance is found, and then the weld repair control measures such as clearing dirties, ensuring preheating temperature, and carrying out post heat treatment immediately for eliminating hydrogen and releasing stress are proposed. In this way, all the defective welds are repaired successfully and the inspection result is acceptable. The results show that the strict quality control precautions are the key factors to get a successful repair work for S690 high strength steel cold cracks.
stress; post weld heat treatment; carbon equivalent; diffusible hydrogen; preheating
2017-03-17
張歡歡(1984—),男,學士,工程師,主要從事海洋采油平臺鋼結構質量控制方面的研究。
TU392.4
A
2095-7297(2017)03-0182-05
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24