HSK與BT工具系統動平衡性能比較分析
2018-01-09 03:29:03陳世平曾凡宇王振振李青鋒
重慶理工大學學報(自然科學) 2017年12期
關鍵詞:系統
陳世平,曾凡宇,王振振,李青鋒
(1.重慶理工大學 機械工程學院, 重慶 400054;2.重慶鐵馬專用車有限公司, 重慶 402246)
HSK與BT工具系統動平衡性能比較分析
陳世平1,曾凡宇1,王振振1,李青鋒2
(1.重慶理工大學 機械工程學院, 重慶 400054;2.重慶鐵馬專用車有限公司, 重慶 402246)
不平衡量的存在對機床工具系統在高速旋轉下的影響較大。介紹了動平衡的基本概念,基于比較分析的視角,對HSK與BT工具系統動平衡性能從理論方面進行了比較分析,同時進行了數值模擬仿真比較分析。分析結果表明:與BT工具系統相比,HSK工具系統允許的不平衡量更小,所造成的不平衡離心力更小,引起的結構變化更微弱,HSK工具系統高速動平衡性能更好。
HSK工具系統; BT工具系統; 動平衡性能; 比較分析
在高速機床主軸系統中,包括刀柄在內的工具系統形成的不平衡旋轉體都會產生離心力,并隨著轉速的提高離心力迅速增大。離心力會造成切削振動和噪聲,影響工件加工的表面質量,并加快刀具的磨損。因此,在高速主軸設計及工具系統設計中必須充分考慮和解決工具系統的離心力問題[1],研究分析高速狀態下工具系統的動平衡性具有十分重要的意義。Jong-Duk Moon等[2]利用頻率動態響應的方法研究了工具系統的不平衡性問題。學者Borisov等[3]通過實驗,研究了主軸轉速在大于25 000 r/min情況下,主軸的平衡問題。在受到復雜主軸結構和離心力影響的情況下,要求工具系統整體位移形變在0.002 5 mm的變化范圍內,才會得到較好的高速加工精度要求。沈春根[4]利用在刀柄一側集中施加不平衡質點的方法研究了工具系統的動力學特性。
研究發現,以BT工具系統為比較對象,針對HSK工具系統進行動平衡性能比較分析的研究較少。基于這一不足,本文從理論分析的角度出發,利用有限元分析方法,比較分析了BT工具系統與HSK工具系統的高速性能,為進一步研究應用HSK工具系統提供了理論依據。
1 動平衡的基本概念
旋轉體的動不平衡是由于其質量中心與回轉中心線不重合造成的。質量中心偏離回轉中心的量稱為不平衡量,可以用下式表示[5]:
φ=r·m
(1)
其中:φ為不平衡量(g·mm),可在動平衡機上測得;r為偏心距(mm);m為不平衡質量(g)。
就旋轉刀具和刀柄來說,目前由于國內外尚無統一的刀具平衡標準。世界各國和機床廠家采用的標準也不一樣,往往借用旋轉體平衡的國際標準ISO1940—1。在該標準里,用G參數作為平衡等級指標,G后面的數字表示在一定轉速下單位旋轉體質量允許的殘余不平衡量,其單位為g·mm/kg。G參數的數字量分級從G0.4~G4000,數字越小,平衡質量等級越高[6-7]。
根據ISO1940—1的G等級標準,允許的不平衡量U(g·mm)可用下式表示[7]:

(2)
其中:U為允許的不平衡量(g·mm);G為平衡等級指標(g·mm /kg);M為旋轉體裝配質量(kg);n為旋轉體轉速(r/min)。
例如:已知工具系統的質量M=1 000 g,確定的平衡質量等級為G6.3,轉速為n=18 000 r/min,在此條件下允許的不平衡量為:
另一方面,工具系統在以角速度ω旋轉時,不平衡量產生的不平衡離心力可表示為[8]:
F=m·r·ω2
(3)
其中:F為不平衡離心力(N);r為不平衡量偏心距(mm);m為不平衡質量(g);ω為角速度(rad/s)。
結合式(1)(2)(3)可以發現,允許的不平衡量U、角速度ω與不平衡離心力F之間有著密切的聯系,結合牛頓第二定律,可以表示為[11]:

(4)
由式(4)可以看出:在允許的不平衡量U保持一定的條件下,隨著轉速n增加,不平衡離心力F會成倍增大。又由于不平衡離心力F的存在,勢必會造成一定的不平衡振動,根據機械系統動力學基本定律,可以將不平衡量對x,y方向造成的振動表示為[9-10]:
Mx″+Cx′+kx=mrω2cosφ
My″+Cy′+ky=mrω2sinφ
(5)
其中:M為旋轉體裝配質量(kg);C為阻尼系數;k為系統剛度(N/m);m為不平衡質量(g);ω為角速度(rad/s)。
由式(5)可以得出:工具系統的振動在其他條件保持不變的條件下,不平衡質量m、不平衡量偏心距r、角速度ω的增大都會造成系統振動的增加,從而影響工具系統的高速性能。
2 HSK與BT工具系統動平衡性理論分析
工具系統主要是指主軸、刀柄、夾緊機構等,其核心是刀柄與主軸的配合。傳統普通切削加工中BT工具系統發揮了不可替代的作用,其主要特點是刀柄/主軸為7∶24錐度配合,BT刀柄為實心結構。隨著技術的發展,這樣的結構特點不再適應于高速切削。以空心刀柄HSK為代表的高速工具系統相繼出現,它的主要特點為刀柄/主軸為1∶10錐度配合。
現以HSK-A32與BT40兩種型號的工具系統為研究對象,進一步探討允許的不平衡量U、不平衡離心力F、主軸轉速n三者之間的關系,從而比較 HSK與BT工具系統動平衡性能的優劣情況。
2.1 允許不平衡量U與轉速n的關系
根據上文中的式(2)進行計算。平衡等級精度G的選擇,是根據機床和旋轉部件的平衡等級要求來進行確定。一般來說,G6.3就能達到較好的平衡精度等級[11],此處將以此為計算依據。對于旋轉體裝配質量M來說,比較容易確定,HSK-A32刀柄-刀具的裝配質量約為300 g,BT40刀柄-刀具的裝配質量約為1 000 g。于是可以通過改變轉速來得到主軸轉速n與允許的不平衡量U之間的關系。經過計算得到數據后,進行曲線擬合,得到U-n關系曲線,如圖1所示。
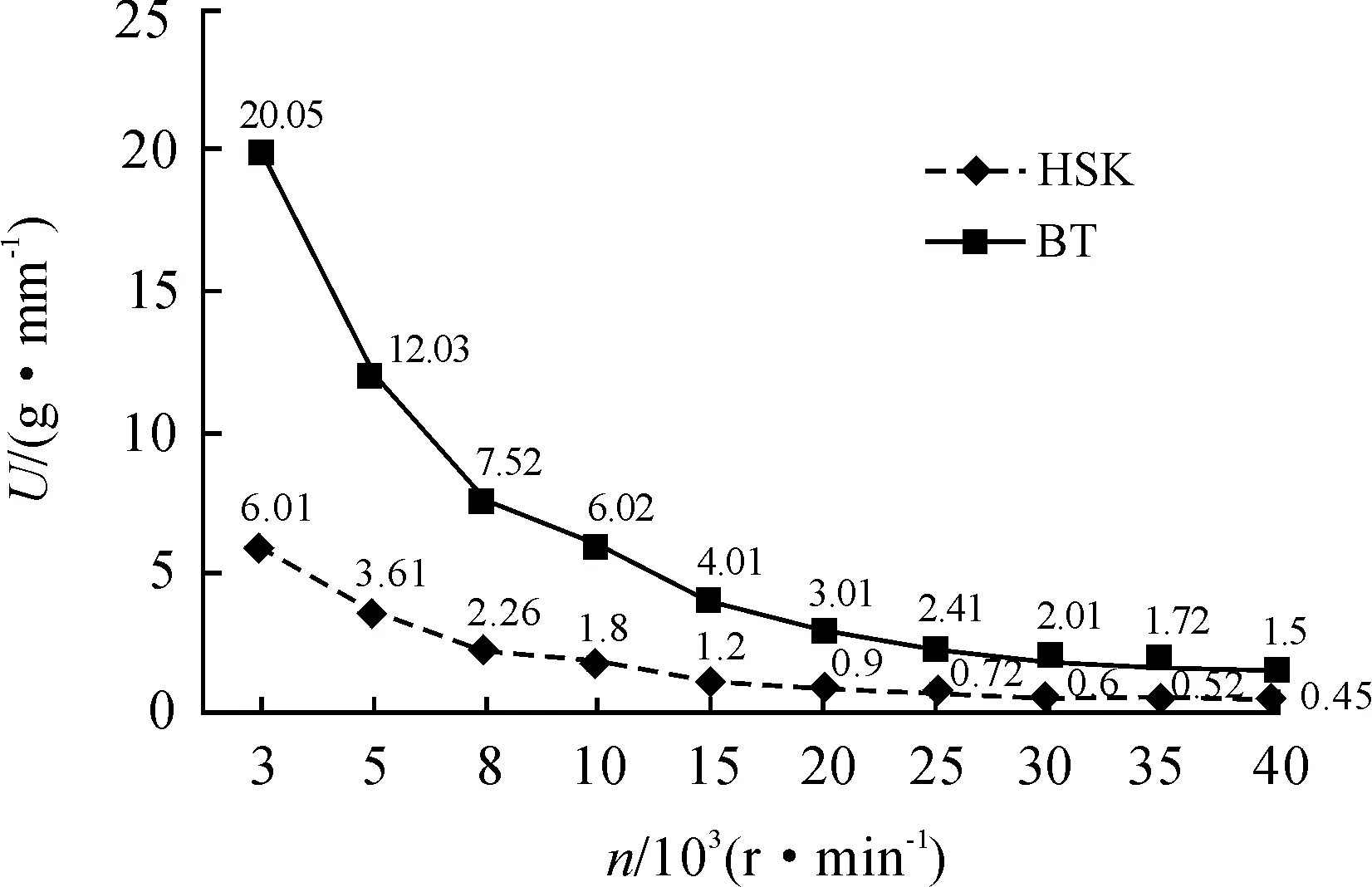
圖1 U-n關系曲線
圖1中,實線表示BT工具系統的U-n關系變化趨勢,虛線為HSK工具系統的U-n關系變化變化趨勢。對曲線進行分析可以得到以下結論:
1) 隨著轉速的增加,兩種工具系統允許的不平衡量U皆呈現下降的趨勢,并且當超過15 000 r/min后,兩種工具系統允許的不平衡量皆小于5 g·mm。由此說明,達到高轉速后,允許的不平衡量U應當更小,才能保證工具系統的使用效果。
2) HSK工具系統允許的不平衡量U,在高低轉速下幾乎都在5 g·mm以下,變化幅度小。BT工具系統允許的不平衡量U始終要大于HSK工具系統,而且在高低轉速下的變化幅度非常明顯,幾乎相差20 g·mm。由此說明,相對BT工具系統而言,HSK工具系統不平衡量要求能更好地滿足高速旋轉的要求。
2.2 離心力F與轉速n的關系
下面進一步討論不平衡離心力F與主軸轉速n之間的關系,從而比較兩種工具系統的動平衡性能。根據上文中的式(4)進行數據的計算,通過改變轉速后將計算出的數據擬合出不平衡離心力F與轉速n之間的關系曲線,如圖2所示。
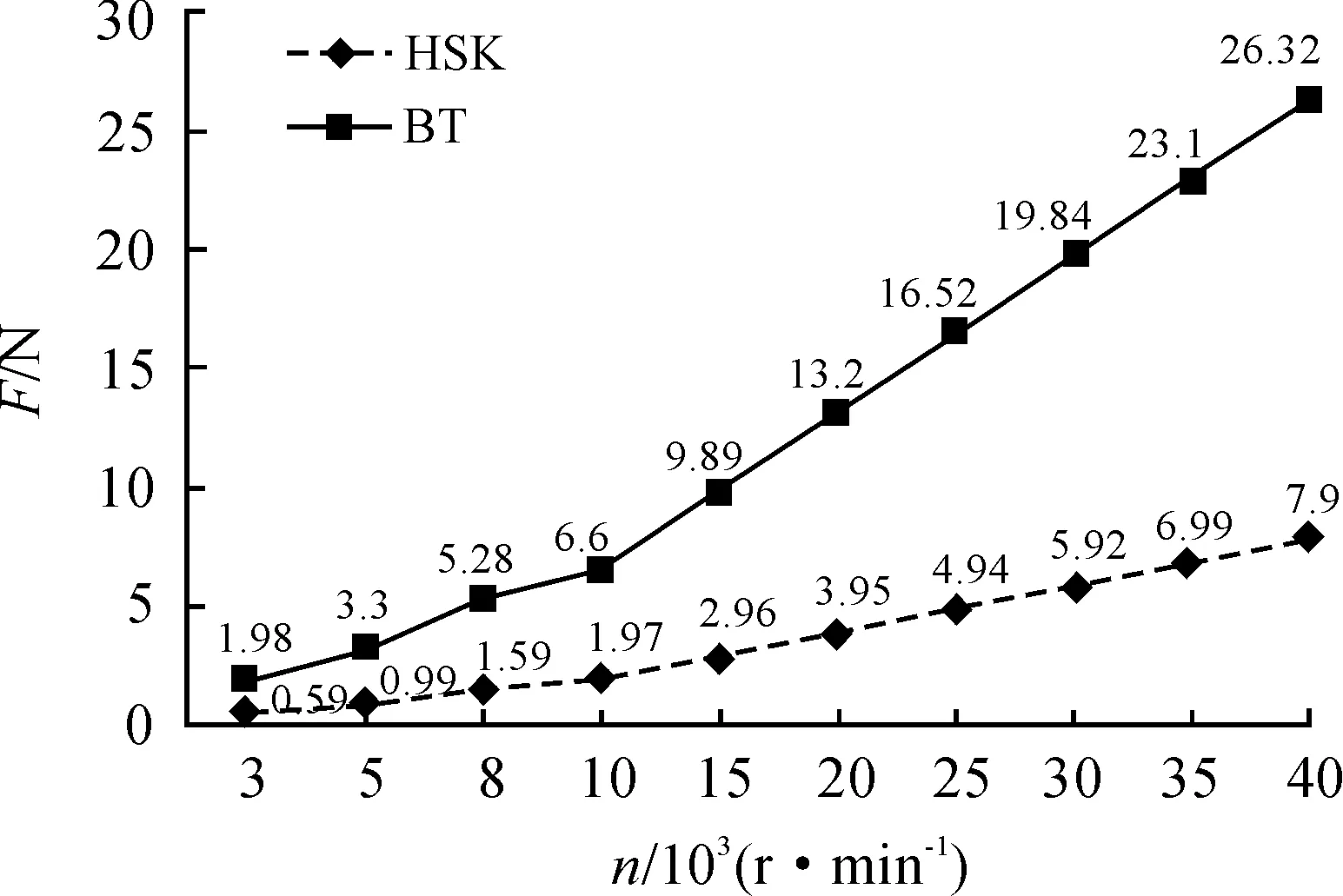
圖2 F-n關系曲線
圖2中,實線表示BT工具系統的F-n關系變化趨勢,虛線為HSK工具系統的F-n關系變化趨勢。對曲線進行分析可以得到以下結論:
1) 隨著轉速的增加,兩種工具系統產生的不平衡離心力皆呈上升趨勢,但BT工具系統變化更加明顯,而HSK工具系統的變化相對緩慢。
2) 在相同轉速下,BT工具系統產生的不平衡離心力皆高于HSK工具系統,并且隨著轉速的增加,二者之間的差距逐漸增大。由此可見,在高速切削條件下,具有較大不平衡離心的BT工具系統所產生的不平衡振動也將大于HSK工具系統,因此,HSK工具系統的動平衡性能優于BT工具系統。
3 HSK與BT工具系統動平衡性數值模擬仿真
從上文的分析可知:不平衡量一定會造成高速下的額外不平衡離心力,從而使工具系統產生不平衡振動,進一步影響其高速性能。而對于工具系統本身來說,不平衡離心力也會造成工具系統結構的應力變化。為說明這種變化的特點,本文基于NX Nastran仿真平臺,在主軸與刀柄配合錐面上,為便于比較分析,于HSK與BT刀柄上皆集中施加不平衡質點5 g,取質點所在徑向截面上的圓周一圈形成函數曲線,并賦予高低兩種轉速,并以此來分析不平衡離心力對結構造成的應力變化,借此來分析兩種工具系統的動平衡性能。此處值得說明的是:刀柄在出廠后皆經過平衡去重來保證刀柄的平衡,本文中為便于研究工具系統的動平衡性能,采用集中施加不平衡質點的方法來進行實驗驗證。
3.1 HSK工具系統數值模擬仿真
模擬在工作情況下對HSK工具系統進行邊界條件的約束,在此基礎上于HSK刀柄上施加5 g的不平衡質點,賦予30 000 r/min與8 000 r/min的主軸轉速,選擇質點所在徑向截面上的圓周一圈,可以得到應力變化函數曲線如圖3所示。
圖3中,橫坐標表示選取點的步長,縱坐標表示該點的應力大小。紅色曲線表示轉速為30 000 r/min時,施加了5 g的不平衡質點后,該點所在圓周的應力變化。藍色曲線表示轉速為8 000 r/min時,施加了5 g的不平衡質點后,同一處圓周的應力變化。對曲線進行分析可以得到以下結論:
1) 就整體應力大小來看,無論轉速的高低,應力始終圍繞15 MPa左右上下波動,且接近于一條直線,整體小于25 MPa。但存在一定的應力波動現象,這可能是由于集中施加了不平衡質點以及HSK刀柄空心薄壁的結構特點而造成的正常變化。這樣的現象可以說明不平衡質點對HSK工具系統來說,無論轉速的大小,不平衡質點對結構的影響都存在。
2) 就應力增加的幅度來看,由于不平衡質點的存在,雖然高低轉速下皆存在應力波動變化,但是增加的幅度卻并不大,非常微弱僅接近0.5 MPa。這樣的現象表明,HSK工具系統的動平衡性能在高低轉速下具有一致性,并不會因為轉速的增加而出現比較明顯的結構變形,從而引起劇烈振動,最終導致動平衡性能下降。
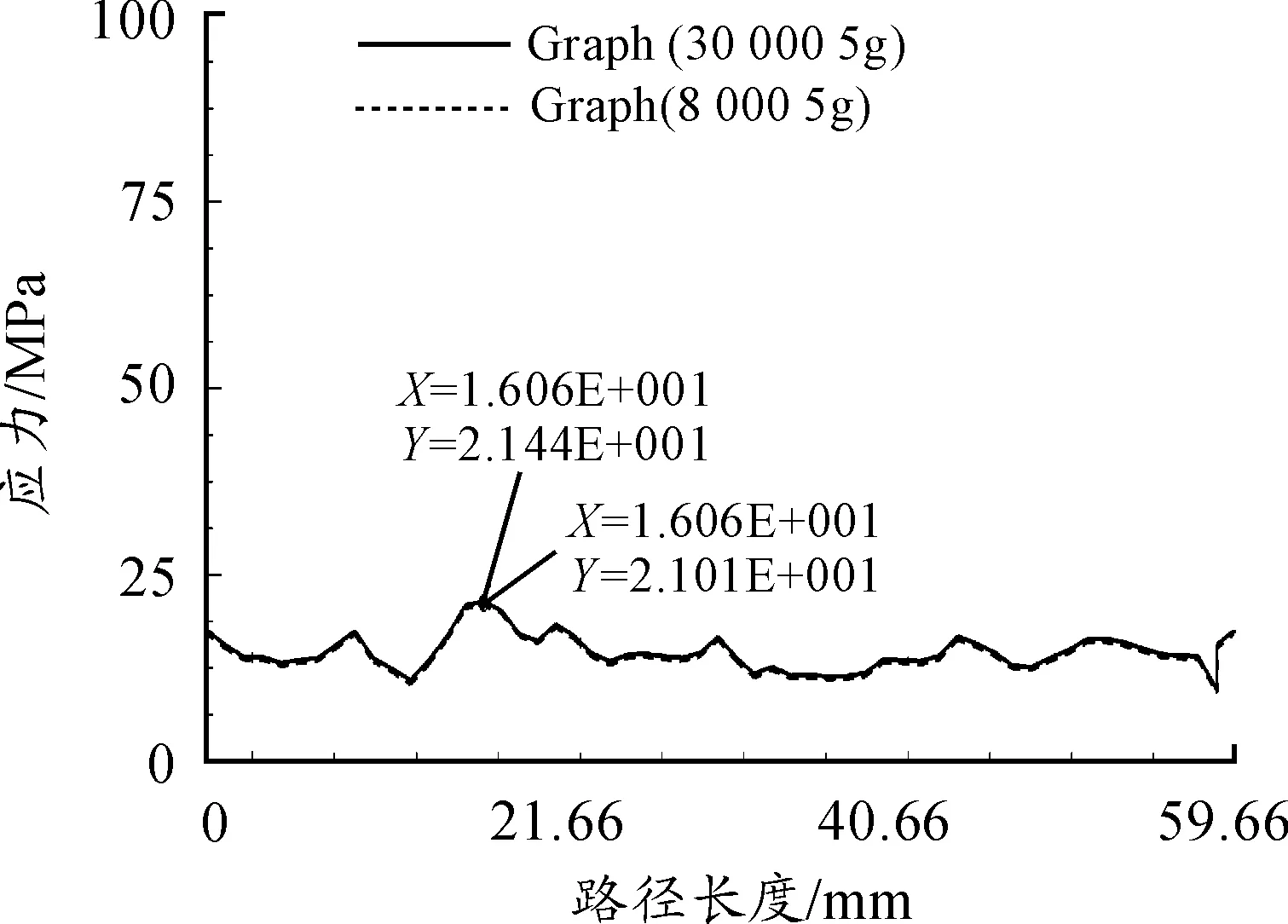
圖3 HSK工具系統質點所在圓周的應力變化
3.2 BT工具系統數值模擬仿真
用同樣的方法模擬工作情況下對BT工具系統進行邊界條件約束后,在BT刀柄上同樣施加5 g的不平衡質點,賦予30 000 r/min與8 000 r/min的主軸轉速,選擇質點所在徑向截面上的圓周一圈,可以得到應力變化函數曲線如圖4所示。
圖4中,橫坐標表示選取點的編號,縱坐標表示點對應的應力大小。紅色曲線表示轉速為 30 000 r/min時,施加了5 g的不平衡質點后,該點所在圓周的應力變化。藍色曲線表示轉速為 8 000 r/min時,施加了5 g的不平衡質點后,同一處圓周的應力變化。對曲線進行分析可以得到以下結論:
1) 就整體應力大小來看,一方面,在轉速為 8 000 r/min的條件下,盡管施加了不平衡質點,但BT刀柄的結構應力變化幾乎為一條直線,大小約為2.98 MPa; 另一方面,當轉速提升至高速 30 000 r/min后,結構應力迅速增加到了37 MPa附近,且波動比較明顯。這樣的現象可以說明,由不平衡質點所產生的不平衡離心力對BT刀柄的影響非常明顯。
2) 就應力增加的幅度來看,施加不平衡質點后,高低轉速下應力增加的幅度比較大,接近 30 MPa。這樣的現象表明:BT工具系統的動平衡性能在高低轉速下并不一致。在低速下盡管有不平衡量的影響,但結構比較穩定,變形不大。但在高速下,結構有明顯變形的可能,這將會引起較大的振動。相應地,動平衡性能也會下降。
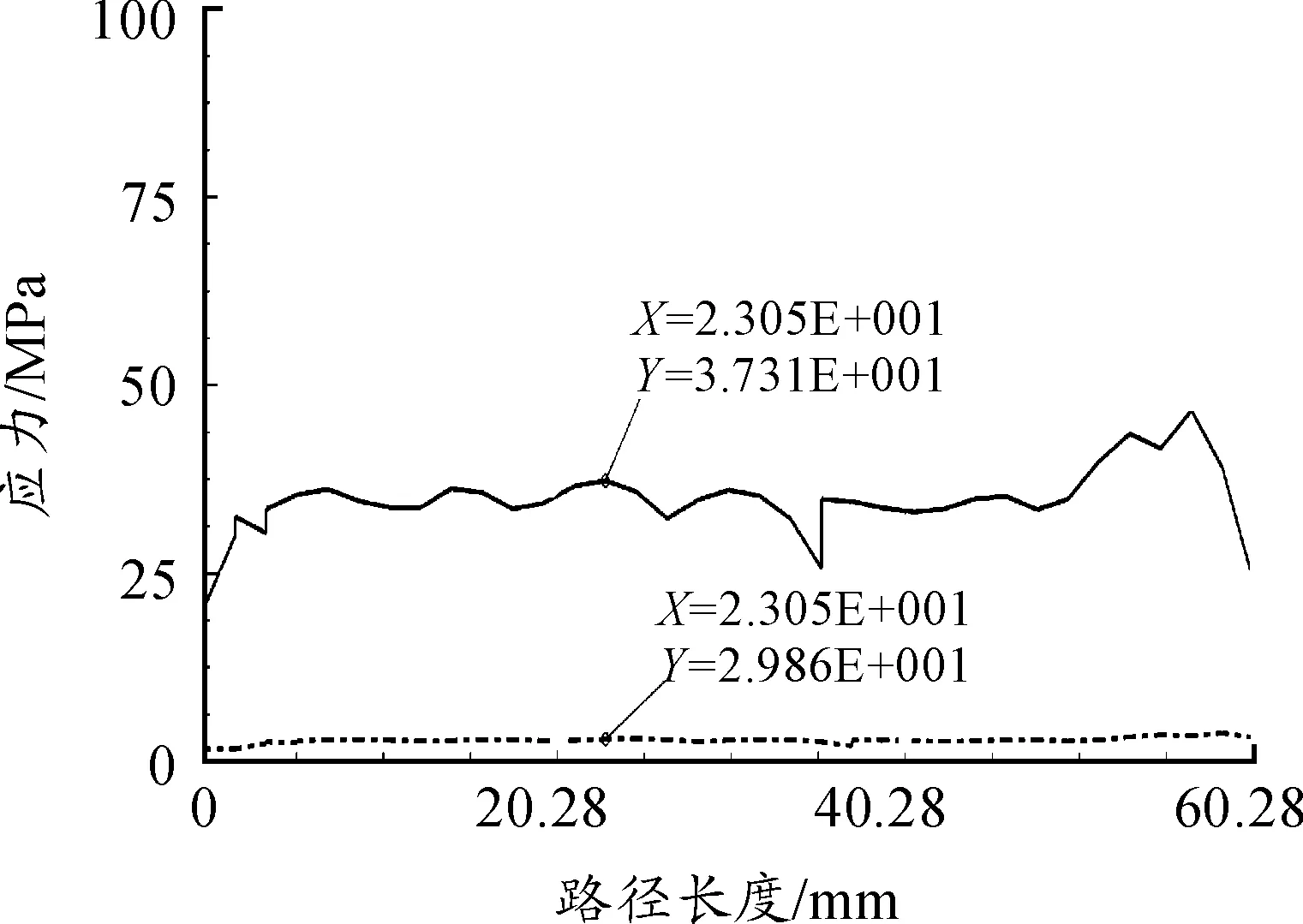
圖4 BT工具系統質點所在圓周的應力變化
3.3 兩種工具系統仿真實驗比較分析
對兩種工具系統施加不平衡質點后,在高低不同的轉速下得到實驗仿真數據,進行比較可以得到以下幾點結論:
1) 就整體應力大小來看,在低速下,HSK刀柄上的應力始終圍繞15 MPa左右波動,整體小于25 MPa,而BT刀柄受到不平衡的影響更小,幾乎為一條直線;在高速下,HSK刀柄受到的不平衡影響與低速下幾乎相一致,而BT刀柄變化卻十分明顯,結構應力的變化迅速增大至37 MPa左右。這種變化說明,HSK工具系統即使受到不平衡質點的影響,但依然能夠保持較好的結構穩定性。但是,本就不具備較好高速性能的BT工具系統,又在高速下受到不平衡質點的影響,所得到的結構應力則呈現較大的變化。
2) 就應力增加的幅度來看。對HSK工具系統來說,高低轉速下,應力增加的幅度相接近,約為0.5 MPa,表明了HSK工具系統的動平衡性能在高低轉速下的一致性,并不會因為轉速的增加,而出現明顯的變化。而對BT工具系統來說,應力增加的幅度卻較大,接近于30 MPa,表明隨著轉速的增加,不平衡造成的影響會逐漸增大,并會引起較大的振動,從而影響其動平衡性能。
4 結論
通過理論分析和數值模擬仿真分析,對HSK及BT兩種工具系統進行動平衡性能的比較分析,可以得到以下兩點結論:
1) 通過理論分析,BT工具系統允許的不平衡量U,無論在何種轉速下,皆大于HSK工具系統。相應地,于不平衡離心力F來說,BT工具系統皆高于HSK工具系統,所造成的振動也就更大。
2) 通過數值模擬仿真分析,來驗證不平衡離心力將會對結構造成的應力變化。結果表明,受到不平衡量的影響后,HSK工具系統結構應力的變化在高低轉速下幾乎一致,且較小; 而BT工具系統的結構應力變化,在高低轉速下變化非常明顯。
綜上所述,HSK工具系統動高速平衡性能比BT工具系統更好。
[1] 王貴成,王樹林,董廣強.高速加工工具系統[M].北京:國防工業出版社,2005.
[2] JONG-DUK M,BONG-SUK K,SOO-HUN L.Development of the active balancing device for high-speed spindle system using influence coefficients[J].International Journal of Machine Tools & Manufacture,2006,46:978-987.
[3] BORISOV A A,MASLOV A R.Small auxiliary tool for milling complex surfaces[J].Russ Enginering,2013,33(7):441-444.
[4] 沈春根.高速加工工具系統的動力學特性及其應用基礎研究[D].鎮江:江蘇大學,2011.
[5] 謝黎明.高速旋轉刀具系統動平衡技術的研究[J].組合機床與自動化加工技術,2006,1:29-31.
[6] 陳世平,羅輯,石軍.高速切削刀具系統動平衡技術研究[J].現代制造工程,2003,12:55-56.
[7] 錢建強.高速切削刀具系統的不平衡計量和動平衡[J].裝備制造技術,2016,1:225-227.
[8] 陶德飛,鄭登升,陳建.高速HSK液壓夾頭及工具系統的不平衡響應[J].制造業自動化,2015,4:88-90,101.
[9] 張義民.機械振動[M].北京:清華大學出版社,2007.
[10] 張國軍.高速切削HSK工具系統失效機理與工作可靠性研究[D].沈陽:東北大學,2011.
[11] 張伯霖.高速切削及應用[M].北京:機械工業出版社,2003.
ComparativeAnalysisofDynamicBalanceBetweenHSKandBTToolSystem
CHEN Shiping1, ZENG Fanyu1, WANG Zhenzhen1, LI Qingfeng2
(1.College of Mechanical Engineering, Chongqing University of Technology, Chongqing 400054, China; 2. Chongqing Tiema Special Vehicle Company,Chongqing 402246, China)
The existence of unbalance quantity has a great influence on the tool system in high speed rotation. The basic theoretical of dynamic balance was introduced. Based on the comparative analysis, theoretical of dynamic balance performance of HSK and BT tool system was compared and analyzed. And the numerical simulation was analyzed. The result indicated that compared with the BT tool system, smaller amount of imbalance can HSK tool system allowed, and it had a smaller centrifugal force caused by the imbalance, and had a weaker structural change which caused by unbalanced centrifugal force. HSK tool system shows a better dynamic balance performance.
HSK tool system;BT tool system; dynamic balance performance;comparative analysis
2017-09-04
重慶理工大學研究生創新基金項目資助(YCX2016223)
陳世平(1962—),男,重慶人,教授,主要從事高速切削加工方面研究,E-mail:chenshiping@cqut.edu.cn。
陳世平,曾凡宇,王振振,等.HSK與BT工具系統動平衡性能比較分析[J].重慶理工大學學報(自然科學),2017(12):78-82,115.
formatCHEN Shiping, ZENG Fanyu, WANG Zhenzhen,et al.Comparative Analysis of Dynamic Balance Between HSK and BT Tool System[J].Journal of Chongqing University of Technology(Natural Science),2017(12):78-82,115.
10.3969/j.issn.1674-8425(z).2017.12.013
TG701
A
1674-8425(2017)12-0078-05
(責任編輯何杰玲)
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32