注塑工藝及模具設(shè)計(jì)第五講 注塑模設(shè)計(jì)(六)
2018-01-16 09:35:50洪慎章
橡塑技術(shù)與裝備 2018年2期
洪慎章
(上海交通大學(xué)塑性成形技術(shù)與裝備研究院,上海 200030)
(接上期)
5.6.7 澆注系統(tǒng)凝料的自動(dòng)脫出
自動(dòng)化生產(chǎn)要求模具的操作也能全部自動(dòng)化。除塑件能實(shí)現(xiàn)自動(dòng)化脫落外,澆注系統(tǒng)凝料也應(yīng)該能自動(dòng)脫落 。
5.6.7.1 潛伏式澆口凝料的自動(dòng)脫落
采用潛伏式澆口的模具,其脫模裝置必須分別設(shè)置塑件和流道凝料的推出零件,在推出過程中,澆口被剪斷,塑件與澆注系統(tǒng)凝料各自自動(dòng)脫落。如圖199所示,推出過程中,推桿1和推桿2分別推動(dòng)澆口和塑件,借動(dòng)模3將澆口切斷與塑件分離,澆注系統(tǒng)凝料和塑件分別被推出。圖200所示為推桿上開設(shè)附加澆口的潛伏式澆口的脫落。圖201所示為潛伏式澆口差動(dòng)自動(dòng)脫落。頂出時(shí),推桿2首先推動(dòng)塑件并將落口切斷,隨后當(dāng)推桿固定板接觸限位圈4時(shí),推桿3推動(dòng)澆注系統(tǒng)凝料自動(dòng)脫落。
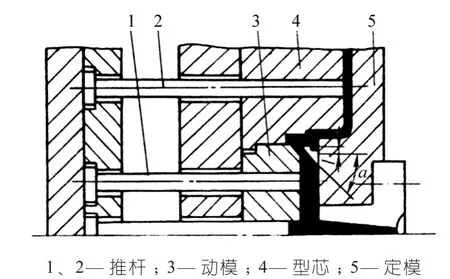
圖199 潛伏式澆口的自動(dòng)脫落

圖200 推桿上開設(shè)附加澆口的潛伏式澆口的脫落
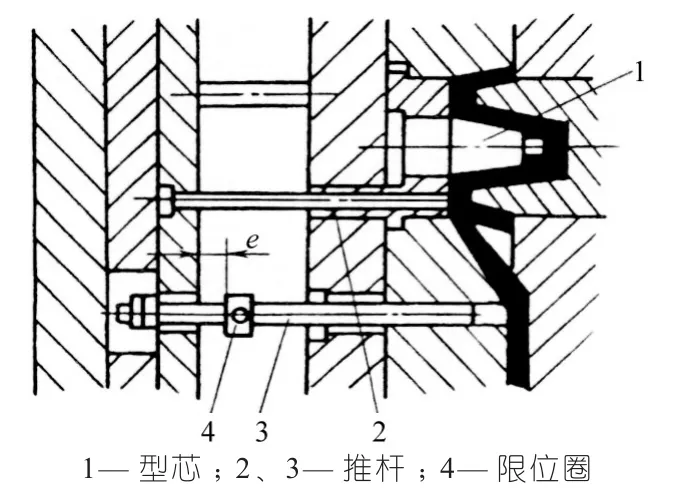
圖201 潛伏式澆口差動(dòng)自動(dòng)脫落
5.6.7.2 點(diǎn)澆口凝料的自動(dòng)脫落
采用點(diǎn)澆口的模具通常為三板式模具,兩個(gè)分型面分別取出塑件和澆注系統(tǒng)凝料。為了適應(yīng)自動(dòng)化生產(chǎn)的要求,采用順序分型機(jī)構(gòu)使點(diǎn)澆口自動(dòng)切斷和墜落,通常可采用以下幾種形式。
(1)推桿拉斷點(diǎn)澆口 如圖202所示,開模時(shí)模具首先沿 A-A面分開,流道凝料被帶出定模座板8,當(dāng)限位螺釘1對(duì)推板2限位后,使流道凝料推桿4、推桿5將澆注系統(tǒng)凝料推出。

圖202 推桿拉斷點(diǎn)澆口
(2)側(cè)凹拉斷點(diǎn)澆口 如圖203所示,分流道盡頭有一小斜孔,開模時(shí)確保模具先由 A-A面分開,點(diǎn)澆口被拉斷,流道凝料被中心拉料桿拉向定模一側(cè),當(dāng)限位螺釘起作用后,動(dòng)模與定模型腔板分開,中心拉料桿隨之失去作用,流道凝料自動(dòng)墜落。圖204為另一種機(jī)構(gòu)形式。分流道盡頭做成斜面,開模時(shí)首先由A-A面分型,點(diǎn)澆口被拉斷,同時(shí)拉料桿相對(duì)于動(dòng)模移動(dòng)L距離;繼續(xù)開模,型芯固定板1碰到拉料桿2的臺(tái)階,拉料桿將主流道凝料脫出,隨后型腔板3將流道凝料從拉料桿上推出并自動(dòng)墜落。
(3)拉料桿拉斷點(diǎn)澆口 如圖205所示,其定模座板內(nèi)設(shè)有拉料桿8,開模時(shí)模具由A-A面分型,澆口被拉斷,凝料留于推料板7上;繼續(xù)開模,定模型腔板5碰到拉桿4的臺(tái)階,拉桿帶動(dòng)推料板將澆注系統(tǒng)凝料從拉料桿和澆口套10中脫出并自動(dòng)墜落;隨后拉桿2起限位作用,模具沿C-C面分型取出塑件。圖206所示為浮動(dòng)拉鉤式自動(dòng)脫落流道凝料結(jié)構(gòu)。開模時(shí),模具首先由 A-A面分型,拉料桿3將主流道拉出,浮動(dòng)拉鉤4隨之移動(dòng);隨后定模座板5碰到拉鉤的臺(tái)階時(shí),拉鉤將澆口拉斷,并拉出型腔板2;當(dāng)限位螺釘1起作用后,模具沿B-B面分開,定模型腔板將澆
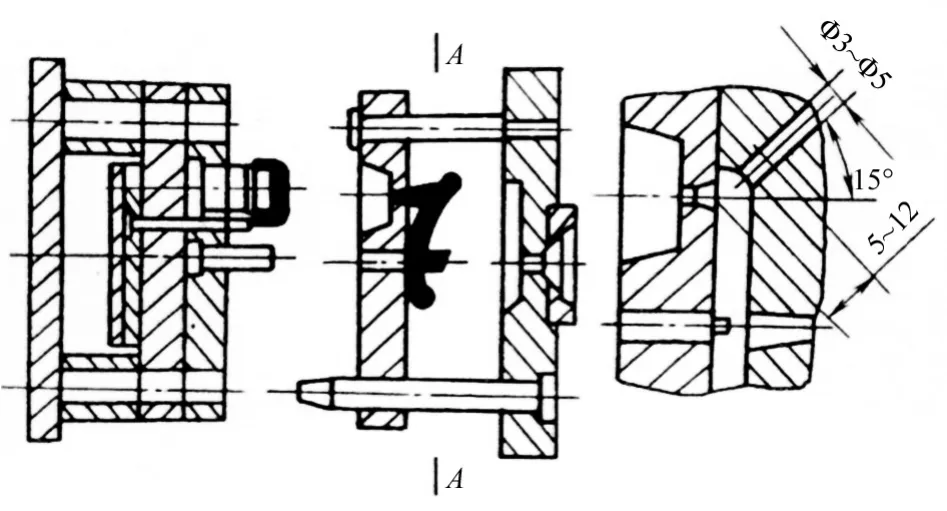
圖203 側(cè)凹拉斷點(diǎn)澆口I
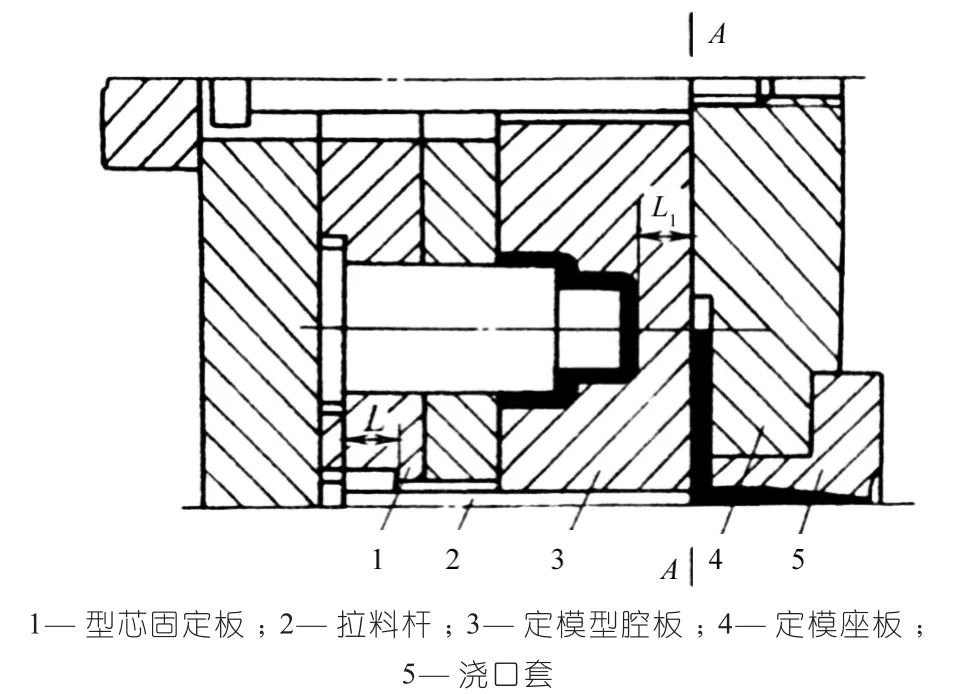
圖204 側(cè)凹拉斷點(diǎn)澆口Ⅱ
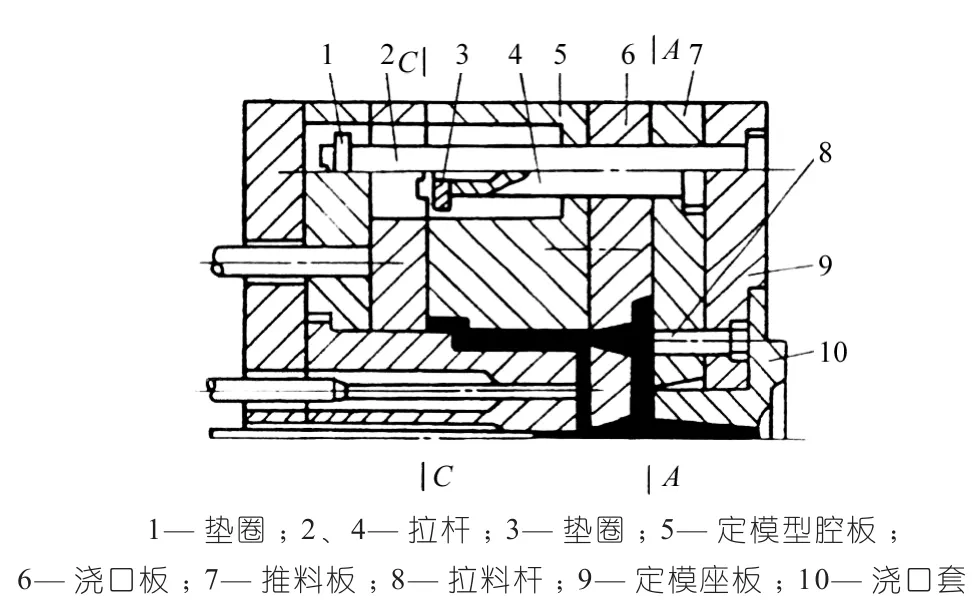
圖205 拉料桿拉斷點(diǎn)澆口
注系統(tǒng)凝料從拉料桿上刮落,流道凝料自動(dòng)墜落。
(4)推料板拉斷點(diǎn)澆口 如圖207所示,開模時(shí)模具首先沿A-A面分開,主流道脫出澆口套;當(dāng)限位螺釘4起限位作用時(shí),模具沿B-B面分開,推料板3將澆口拉斷,并將凝料從型腔板1中拉出自動(dòng)墜落。圖208所示為杠桿式推料板拉斷點(diǎn)澆口結(jié)構(gòu)。開模時(shí)模具首先沿A-A面分型,拉出主流道凝料,繼續(xù)開模當(dāng)拉鉤9和杠桿7接觸時(shí),迫使推料板5拉斷澆口,并將流道凝料推離定模型腔板1,使之自動(dòng)墜落。
5.6.8 脫螺紋機(jī)構(gòu)
帶螺紋的塑件其形狀有特殊的要求,其模具結(jié)構(gòu)也與一般模具不同,塑件的脫落方式也有很多種,旋轉(zhuǎn)部分的驅(qū)動(dòng)方式亦不同。

圖206 浮動(dòng)拉鉤式自動(dòng)脫落流道凝料結(jié)構(gòu)

圖207 推料板拉斷點(diǎn)澆口
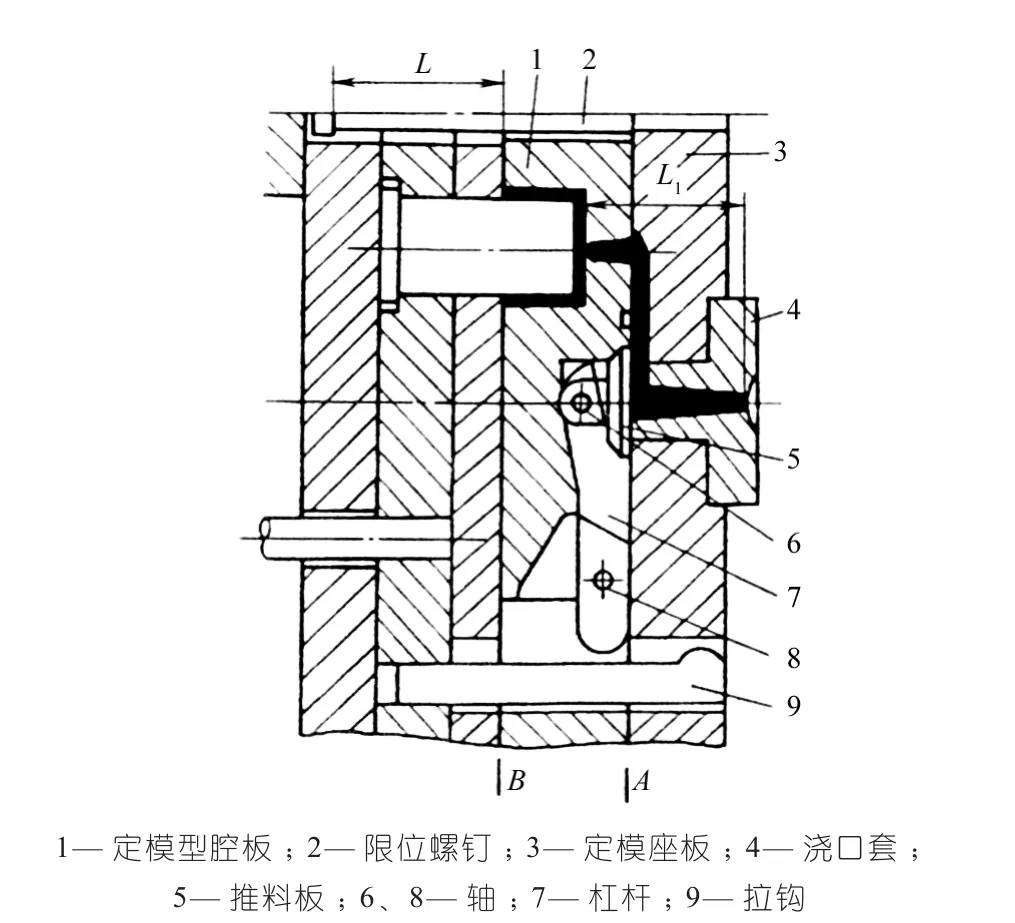
圖208 杠桿式推料板拉斷點(diǎn)澆口結(jié)構(gòu)
5.6.8.1 設(shè)計(jì)帶螺紋塑件脫模機(jī)構(gòu)應(yīng)注意的問題
(1)對(duì)塑件的要求 螺紋型芯或型環(huán)要脫離塑件,必須相對(duì)塑件作旋轉(zhuǎn)運(yùn)動(dòng)。如果螺紋型芯或型環(huán)在轉(zhuǎn)動(dòng)時(shí)塑件跟著一起轉(zhuǎn),則螺紋型芯或型環(huán)是脫不出塑件的。因此,塑件必須止轉(zhuǎn),即不隨螺紋型芯或型環(huán)一起轉(zhuǎn)動(dòng)。為了達(dá)到這個(gè)要求,塑件的外形或端面上需帶有防止轉(zhuǎn)動(dòng)的花紋或圖案,如圖209所示。
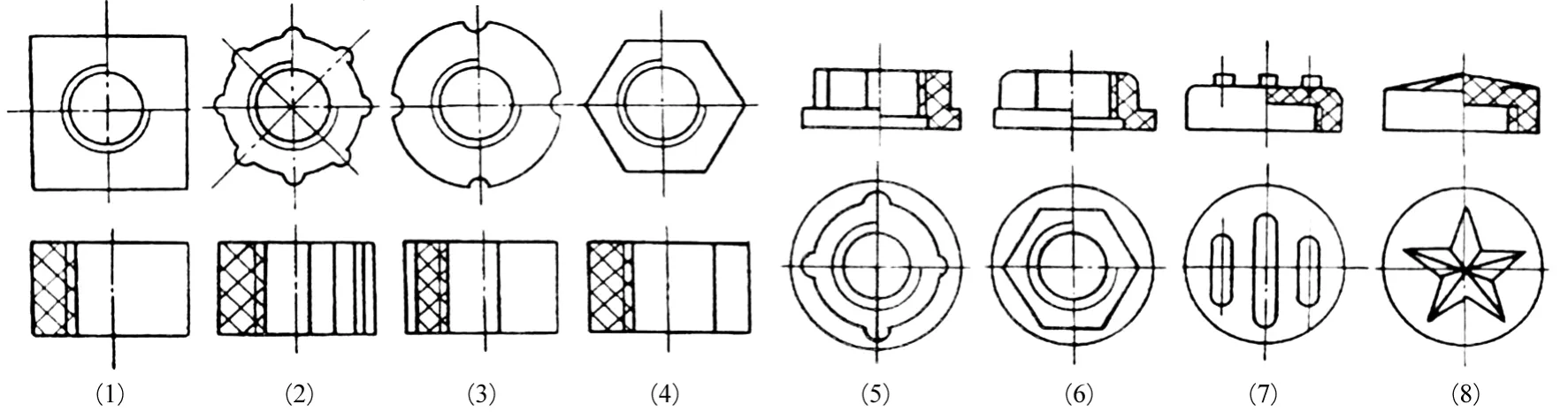
圖209 塑件止轉(zhuǎn)設(shè)計(jì)
(2)對(duì)模具的要求 塑件要求止轉(zhuǎn),模具就要有相應(yīng)防轉(zhuǎn)的機(jī)構(gòu)來保證。當(dāng)塑件的型腔(凹模)與螺紋型芯同時(shí)設(shè)計(jì)在動(dòng)模上時(shí),型腔就可以保證不使塑件轉(zhuǎn)動(dòng)。但是當(dāng)型腔不可能與螺紋型芯同時(shí)設(shè)計(jì)在動(dòng)模上時(shí),如型腔在定模,螺紋型芯在動(dòng)模,動(dòng)、定模一分型,塑件就脫離定模型腔,即使塑件外形有防轉(zhuǎn)的花紋,這時(shí)也不起作用了,塑件留在螺紋型芯上和它—起轉(zhuǎn)動(dòng),不能脫模。因此,在設(shè)計(jì)模具時(shí)要考慮止轉(zhuǎn)機(jī)構(gòu)。
5.6.8.2 脫螺紋方式
帶螺紋塑件的脫落方式可分為強(qiáng)制脫螺紋、活動(dòng)螺紋型芯與螺紋型環(huán)形式、塑件或模具的螺紋部分回轉(zhuǎn)的方式三種。
(1)強(qiáng)制脫螺紋 這種模具結(jié)構(gòu)比較簡(jiǎn)單,用于精度要求不高的塑件。可以利用塑件的彈性脫螺紋,也可以采用硅橡膠螺紋型芯。
a.利用塑件的彈性脫螺紋。這種結(jié)構(gòu)是利用塑件本身的彈性(如聚乙烯和聚丙烯塑料), 用推板將塑件從型芯上強(qiáng)制脫出。塑件的推出面應(yīng)該注意,避免圖210所示的圓弧形端面作為推出面,因?yàn)檫@種情況塑件脫模困難。
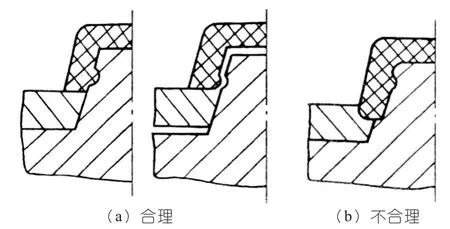
圖210 利用塑件的彈性強(qiáng)制脫螺紋
b.利用硅橡膠螺紋型芯脫螺紋。這種結(jié)構(gòu)是利用具有彈性的硅橡膠制造螺紋型芯,如圖211所示。開模分型時(shí),在彈簧5的壓力作用下,首先退出橡膠型芯中的芯桿6,使橡膠螺紋型芯4產(chǎn)生收縮,再在推桿1的作用下將塑件2推出。這種模具的結(jié)構(gòu)簡(jiǎn)單,但是硅橡膠螺紋型芯的壽命低,只用于小批量生產(chǎn)。
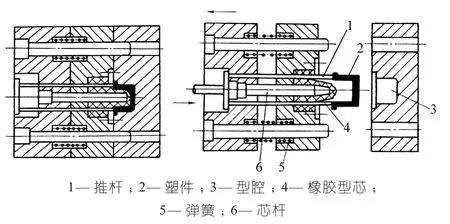
圖211 硅橡膠螺紋型芯
(2)活動(dòng)螺紋型芯或型環(huán)形式 將螺紋型芯或型環(huán)與塑件一起脫模,在機(jī)床外與塑件分離,如圖212所示。開模后,注塑機(jī)頂桿推動(dòng)推板1、楔塊2向頂出方向移動(dòng),在楔板及活動(dòng)板5的作用下,將卡銷6從螺紋型芯9的環(huán)形槽內(nèi)抽出,隨后推桿4將螺紋型芯從動(dòng)模中推出,最后在模外手工將螺紋型芯從塑件中脫出。
對(duì)于精度要求不高的外螺紋塑件,可采用兩塊拼合的螺紋型環(huán)成型,如圖213所示。開模時(shí),在斜導(dǎo)柱2的作用下,型環(huán)3左右分開,推件板推出塑件1。
對(duì)于精度要求不高的內(nèi)螺紋塑件,可設(shè)計(jì)成間斷內(nèi)螺紋,由拼合的螺紋型芯成型,如圖214所示。開模后塑件留于動(dòng)模,推出時(shí)推桿8帶動(dòng)推板4,推板帶動(dòng)螺紋型芯10和推料板3一起向上運(yùn)動(dòng),同時(shí)螺紋型芯向內(nèi)收縮,使塑件脫模。

圖212 活動(dòng)螺紋型芯帶出塑件脫模
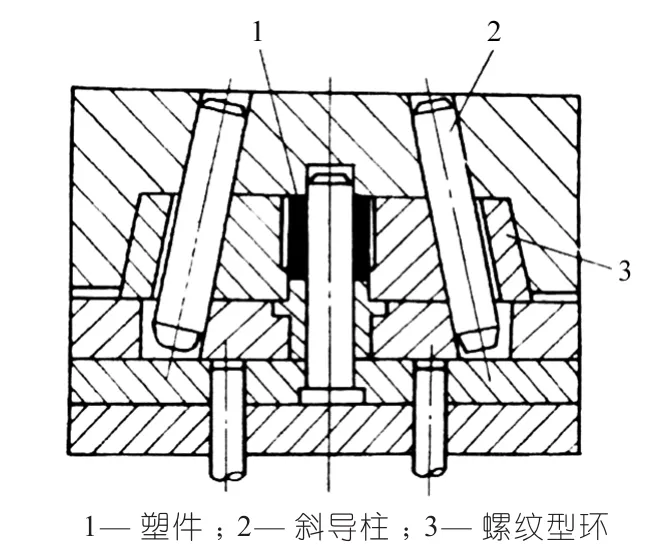
圖213 拼合的螺紋型環(huán)成型外螺紋的模具結(jié)構(gòu)

圖214 拼合螺紋型芯模具結(jié)構(gòu)
(3)旋轉(zhuǎn)脫模。
a.手動(dòng)旋轉(zhuǎn)脫模。如圖215 所示,開模后通過手輪轉(zhuǎn)動(dòng)軸1,驅(qū)使螺紋型芯7旋轉(zhuǎn), 塑件軸向退出,由于彈簧4的作用,活動(dòng)型芯6與塑件同步運(yùn)動(dòng)并將塑件推離螺紋型芯7。
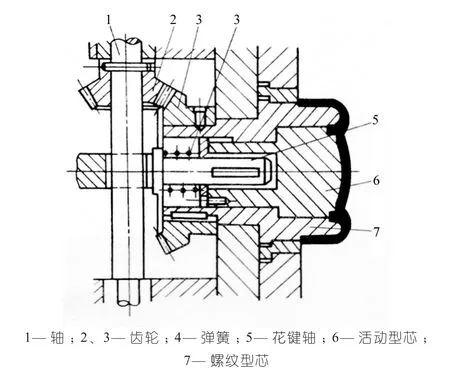
圖215 手動(dòng)旋轉(zhuǎn)脫螺紋
b.開模力脫螺紋。如圖216所示,開模時(shí),齒條1帶動(dòng)齒輪2,通過軸3及齒輪4、5、6、7的傳動(dòng),使螺紋型芯按旋出方向旋轉(zhuǎn),拉料桿9隨之轉(zhuǎn)動(dòng),從而使塑件與澆口同時(shí)脫出。

圖216 齒輪齒條脫螺紋機(jī)構(gòu)
圖217所示為螺旋桿、齒輪脫螺紋機(jī)構(gòu)。開模時(shí),在二次分型機(jī)構(gòu)(圖中未繪出)的控制下,首先脫掉澆口。當(dāng)推板7與凹模8分型時(shí),螺旋桿1與螺旋套2作相對(duì)直線運(yùn)動(dòng), 因螺旋桿的一端由定位鍵固定, 因此迫使螺旋套轉(zhuǎn)動(dòng),從而帶動(dòng)齒輪3及螺紋型芯4轉(zhuǎn)動(dòng),同時(shí)彈簧5推動(dòng)推管6及推板,使其始終推牢制件,防止制件隨螺紋型芯轉(zhuǎn)動(dòng),從而順利脫模。
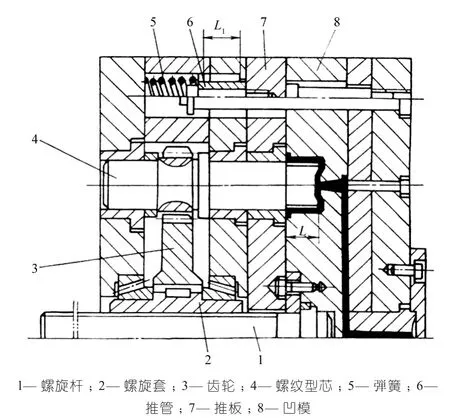
圖217 螺旋桿、 齒輪脫螺紋機(jī)構(gòu)
圖218所示為斜導(dǎo)柱、螺旋桿脫螺紋機(jī)構(gòu)。開模時(shí),斜導(dǎo)柱1抽動(dòng)螺旋桿2,由于滾珠3的作用使齒輪5轉(zhuǎn)動(dòng),通過齒輪4使帶有齒輪的螺紋型芯6 按旋出方向旋轉(zhuǎn),而從制件中脫出。螺旋桿帶有大導(dǎo)程螺旋槽,其螺旋方向由成型螺紋的螺旋方向及傳動(dòng)級(jí)數(shù)而定。

圖218 斜導(dǎo)柱、螺旋桿脫螺紋機(jī)構(gòu)
c.推出力脫螺紋。如圖219 所示,開模后由推出力推動(dòng)螺旋桿2轉(zhuǎn)動(dòng),由于滾珠4及止動(dòng)鍵5的作用迫使內(nèi)齒輪3旋轉(zhuǎn),從而帶動(dòng)螺紋型環(huán)7轉(zhuǎn)動(dòng),塑件靠其內(nèi)肋止轉(zhuǎn)并軸向退出。
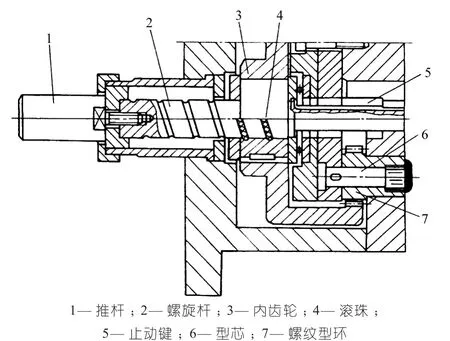
圖219 推出力脫螺紋機(jī)構(gòu)

圖220 液壓驅(qū)動(dòng)自動(dòng)脫螺紋機(jī)構(gòu)
d.其他動(dòng)力驅(qū)動(dòng)脫螺紋。用液壓缸和氣缸的平動(dòng)帶動(dòng)齒條是自動(dòng)脫螺紋常用方法之一, 驅(qū)動(dòng)的方法和普通側(cè)抽芯也是類似的,但是最后目的是要得到轉(zhuǎn)動(dòng)運(yùn)動(dòng)。電動(dòng)機(jī)以及液壓馬達(dá)有時(shí)也用于自動(dòng)脫螺紋機(jī)構(gòu)。圖220所示為液壓驅(qū)動(dòng)自動(dòng)脫螺紋機(jī)構(gòu)。