D公司擠奶機生產線布局改善研究
2018-01-16 20:43:37黃永鑫
價值工程 2017年30期
黃永鑫

摘要:闡述了單元式生產方式的定義及布局方式,比較了單元式生產方式與流水線生產方式的不同。基于現有生產流程,運用解釋結構模型法分析D公司擠奶機生產線存在的問題,確定生產線布局不合理的根本原因。依據ECRS方法對其生產流程優化的結果,制定了生產線布局改善方案,給出了改善效果。指出單元式生產方式在擠奶機生產線應用過程中需要關注的問題。
關鍵詞:Cell生產方式;生產線布局;擠奶機
中圖分類號:F406.2 文獻標識碼:A 文章編號:1006-4311(2017)30-0087-04
0引言
隨著社會的不斷進步和發展,顧客的需求變得多樣化、個性化,賣方市場開始轉向買方市場,傳統的單件手工作業,大批量生產方式逐漸被柔性化、智能化、系統化的生產方式所取代。傳統的流水線布局在一些柔性化程度較高的企業受到了嚴峻的挑戰。
單元式生產方式自90年代末以來得到迅猛發展,這種生產模式相對于流水線來說,具有設備投資規模小,建設周期短,生產周期短,設定和調試時間短,在制品和庫存少,作業等待時間所發生的浪費小,責任分工明確,激勵和制約機制強,改善人機關系,節能減排等優點。國際工程協會預測,單元制造在未來的制造企業將成為主要的生產模式。
D公司是一家做奶牛擠奶設備的制造業公司,該公司共20條裝配線,均以Cell模式分布。隨著產品銷量的不斷增加,其公司也在不斷發展和壯大。因此,增大產能、提高生產率等問題亟待解決。擠奶機生產線作為其中的一條生產線,雖然目前的產能能夠滿足訂單的需求,但是由于生產時用到的人員較多,沒有工作標準,且生產線平衡率較低,造成了很大的浪費。因此,本文通過分析該裝配線存在的不合理問題,以作業測定為依據,提出改善方案并做出評價。
1 Coil生產方式簡介
1.1 Cell生產方式的定義
Cell生產方式(Cell Production Style)是由1925年佛蘭德斯(Flanders)所提出的成組技術(Group Technology)發展而來的,是精益生產的組成內容,一般被譯為“細胞生產方式”,也稱“單元生產系統”、“孤島作業法”、“細胞作業法”等。其實質是由1個人或幾個人組成一個生產單元,按照作業流程進行布局,完成相對完整的作業內容的一種生產方法。
1.2 Cell生產方式的布局方式
一般來說,Cell生產方式的布局形式有三種:一人方式、巡回方式和分工方式。一人方式是指在一個作業單元內的全部作業均由一人完成,在裝配線平衡上,其效率最大,它是細胞生產方式的基本形態。巡回式是指將零部件放置于多個工作臺(或物料臺)上,作業員自主移動半成品依次到每個工作臺完成相應工序,直到最后一道工序完成再返回初始位置加工下一個產品的作業方式。根據作業工序多少及作業細胞空間大小可以分別采用一人巡回式或多人巡回式(又稱為“逐兔式”),其中多人巡回方式需要作業員以大致相同的節奏順次進行每一道工序的作業。該方式主要適用于零部件較多的產品加工,降低了作業員漏裝零件的可能性。分工方式是指在一個作業細胞之內安排若干名作業員,(通常5人以下),每人分擔若干個工序。它是在完成一件產品所需的工序較多時采用,或者是在多面手培訓期間采用作為向其他兩種形態的過渡。
1.3 Cell生產方式與流水線生產方式的比較
一條完整的單元式生產線,應具有以下特點:①按工藝流程來布置設備,主線和輔線盡量合并。②單件流動。③作業內容多,作業員多技能化。④站立作業,盡量不使用皮帶線。⑤小型及靈活的自動化設備。⑥共享性設備與工裝夾具等。而流水線的生產方式,是指每個生產單位只專注處理某一個片段的工作,以提高工作效率及產量。流水線上一般固定生產一種或少數幾種產品,其生產過程是連續的,因此工作內容專業化程度高,產品質量穩定性好,人員要求低,培養周期短等。
通過對兩種生產方式的比較(表1),指出了各生產方式的優缺點,企業應根據自身的實際情況,選擇適合自己的生產方式。
2 D公司擠奶機生產線現狀分析
2.1 D公司擠奶機工藝流程及布局分析
D公司擠奶機型號眾多,但安裝順序及流程大致相同。例如,由于擠奶機銷往世界不同地區,擠奶機所用的電機和電源插頭就不同,因此型號不同。擠奶機的生產流程主要包括:安裝車架→安裝電機→安裝泵→安裝氣管→安裝真空罐→安裝電線→測試電→測試功能→安裝真空罐悶蓋→外觀檢測→包裝并粘貼合格標簽。除包裝并粘貼合格標簽工位設2人外,其他工位各設1人,共需12人。另外,每個擠奶機還需配備一個奶桶,奶桶內裝進其他配料,不須加工或安裝,與擠奶機分開包裝。
由于生產流程過度劃分,例如測試功能需5.76min,外觀檢測只需0.76min,但兩個工位均安排1人,因此導致生產線平衡率低,在制品堆積,人員浪費嚴重,工人工作積極性不高等現象,這些原因嚴重制約了生產線效率的提高。
該生產線內有一臺平板車,在一些必要的人工搬運時會用到,但不經常使用。還包括五個工作臺,一個不良品區,這些工作臺只是放一些必要的工具,工人工作時,在制品全部都放置在地面上。在最初的生產線布局設計時,考慮的因素并不多,只是在給定的區域內,將所有物料放置在區域的邊緣,以便叉車供給物料,按照大致的生產流程進行物料放置,沒有固定工位和工作臺,工人蹲在底面上工作。如圖2所示。
2.2運用解釋結構模型(ISM)法分析問題
首先從人、機、料、法、環5個方面進行分析,利用頭腦風暴法初步找出影響生產效率的原因。其次,將這些問題進行編號和歸納:①生產流程過度劃分;②生產效率低;③生產線布局不合理;④在制品堆積;⑤人員浪費嚴重;⑥工人工作積極性不高;⑦無作業標準;⑧無固定工位;⑨物料擺放不合理。根據各問題和原因之間是否有聯系,分別用1和0表示,1代表有聯系,0代表無聯系。如表2所示。endprint
根據給出的各因素之間的聯系,利用解釋結構模型(ISM)法對系統要素間的關系(尤其是因果關系)進行層次化處理,最終形成具有多級遞階關系和解釋功能的結構模型,如圖3所示,發現③生產線布局不合理是影Ⅱ向該復雜性系統效率低的根本原因。
3 D公司擠奶機生產線布局改善
3.1 D公司擠奶機生產流程的改善
完善的生產流程、較高的生產線平衡率是設計生產線布局的前提。在進行5W1H分析的基礎上,運用ECRS方法對生產流程進行以下優化:
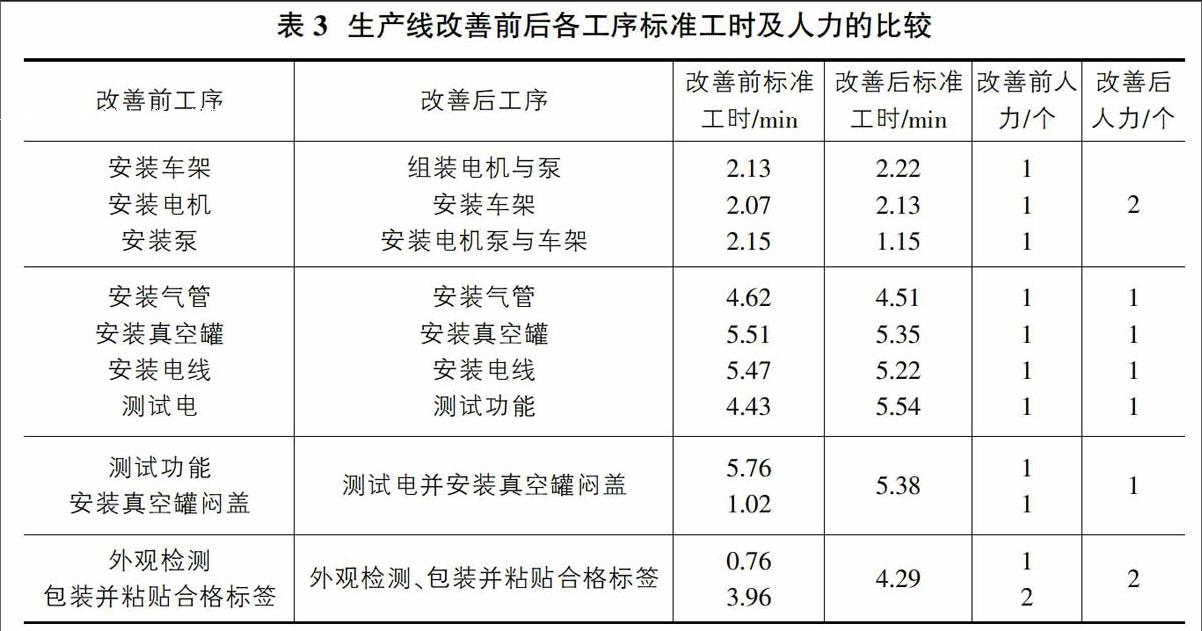
①工序重排;由于電機和泵是組裝在一起的,所以考慮先將兩者組裝完成后,再一并安裝在車架上,這樣不僅做到了少人化,而且減少了搬運,提高了效率。其次,由于測試功能的時間比測試電的時間長,因此將兩者順序調換,以便工序合并的優化。②工序合并;將測試電與安裝真空罐悶蓋工序合并,外觀檢測、包裝并粘貼合格標簽工序合并,以減少人力,提高效率。③對各工序進行改善,降低標準工時,尤其是對瓶頸工序功能測試進行人機聯合分析,挖掘空閑,合理分配。將測試內容與應得到的測試結果展示在明顯的位置,用到的工具盡可能方便作業員拿取,以減少走動距離,同時規范雙手動作,節約工時。改善后的各標準工時,人力比較如表3所示。
3.2 D公司擠奶機生產線布局改善的實施
根據以上工序優化的結果作為該生產線布局的基礎,選擇適合該生產模式的單元化生產類型——分工方式,即將整個工作按照作業順序進行分割為幾部分,每一部分作業由少數人進行,作業完成后流入下一單元進行作業。分工式生產方式適合工序較多的產線,因此具有可行性。
在進行生產線布局設計時,應考慮以下幾點因素:
①滿足生產工藝流程的要求。②生產線應緊湊,工作舒適,不宜過長,減少搬運距離。③較大、較重的物料(如車架、電機、真空罐等)盡量放置在生產線外部,方便叉車補料,較小物料(如電線、真空罐悶蓋等)可放置在工作桌的貨架上。④矩形支柱的位置應盡量不影響作業。
生產線工作臺的尺寸,應參照產品的尺寸進行設計。該生產線的產品雖然型號不同,但尺寸大小完全相同:長110cm,寬50cm,高70cm,工作臺的尺寸設計應遵循以下幾點:①作業高度要在作業者胸與肚臍之前。②減少彎腰,抬手等動作。③作業移動距離盡量小。
根據以上尺寸設計原則將工作臺設計寬1.2m,確保在特殊情況下兩側同時工作時不受影響,高80cm,確保員工80%作業動作在胸前完成。
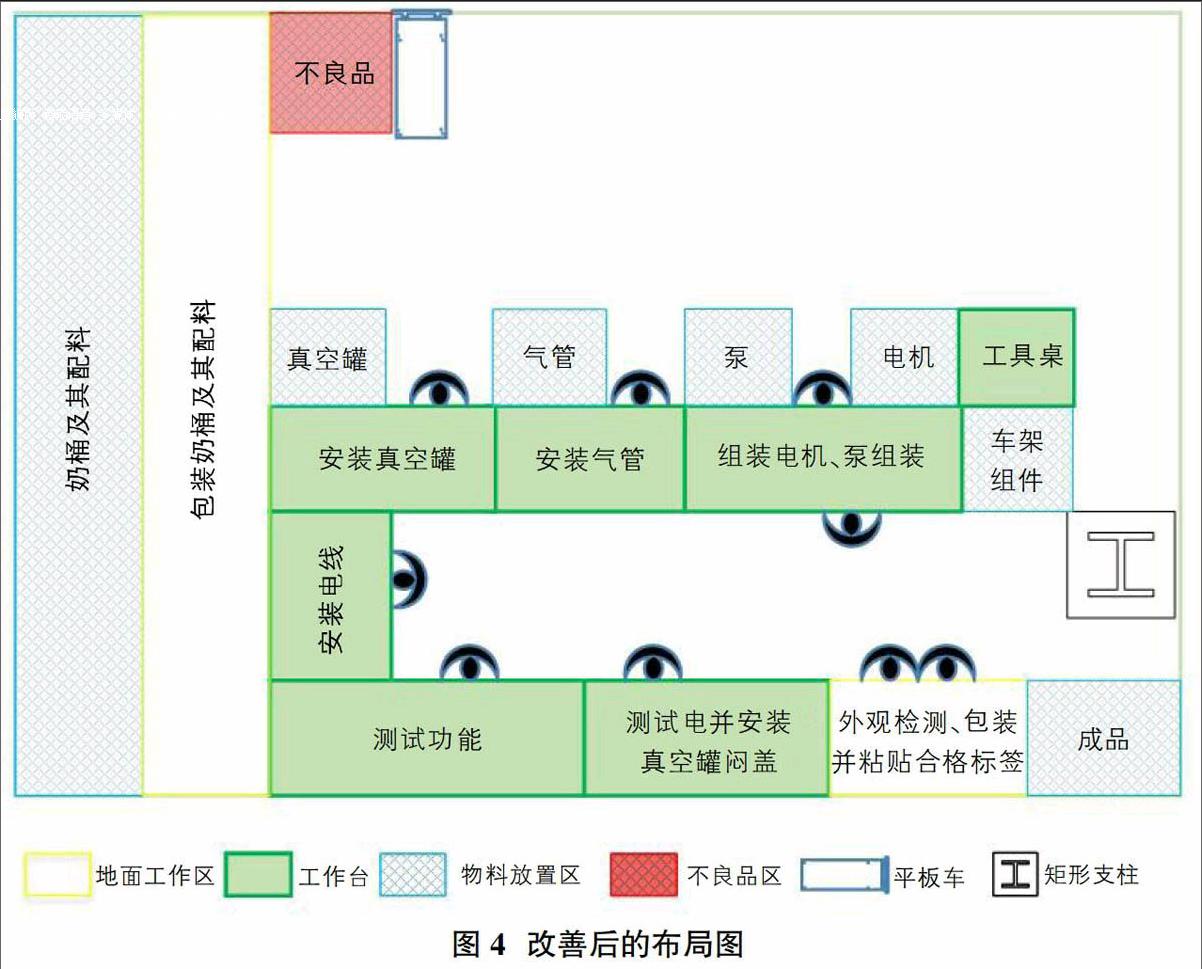
根據以上應遵循的原則,設計出如圖4的布局圖。
綜合以上改善措施,改善后的生產線將更加緊湊,工人工作量更加合理,叉車有足夠的空間進行補料。不僅能滿足多樣化的訂單需求,而且生產效率也將大大提升。線體長度約6米,較原來的線體縮短了2米,線體柔性也大幅提升,在滿足生產的前提下,為以后的生產線擴建也留有足夠的空間。
3.3單元式生產線應用過程中應注意的事項
在對該生產線布局改善后,應注意以下幾點:
①嚴格按照“一個流”進行生產,不制造多余的在制品,避免出現堆貨現象。②建立配套的JIT送料措施,完善水蜘蛛送料制度,避免因更換產品型號而造成原材料堆積現象。③人員素質的培養。改善后的生產線,由于工序的合并,工作的簡化,不僅要求工人承擔的工序更多,而且更加強調員工之間的團隊合作精神。同時培養員工的JIT意識。④產品質量的確保。單元生產中由于多個工序由一個人獨立完成,產品質量更加依賴于作業者的細心度與責任心。所以應將檢驗過程及不良問題做到可視化管理,減少作業員的主觀判斷。⑤改善永無止境,每個人都應積極發掘可改善的空間,為公司創造更大的效益。
4結束語
Cell生產方式作為一種較新的生產方式,在生產多品種,小批量的產品中具有非常明顯的優勢,本文在對D公司擠奶機生產線進行分析和布局優化后,不僅提高了生產率,而且使人員安排的柔性大大提高(6-9人),在需求量變動的情況下可根據訂單隨時調整,具有較強的可行性和借鑒性。隨著Cell生產方式的普及,越來越多的企業會看到Cell生產方式的優越性,這種方式也將為企業創造更多的利益和更大的競爭力。endprint