齒輪鋼棒材鋸切障礙成因分析
2018-01-17 06:59:58杜亞偉郭秋實
河南冶金 2017年6期
趙 亮 杜亞偉 郭秋實 劉 勇
(1. 安陽鋼鐵集團有限責任公司; 2. 廈門鎢業股份有限公司)
0 前言
Staffan和H.Chandrasekaran提出鋼的切削性能與鋼鐵材料的硬度有關,而材料的硬度取決于鋼的化學成分和微觀組織[1-2],其中鋼的化學成分是通過鋼中夾雜物和成分偏析來影響其硬度的,微觀組織主要是常見的鐵素體、珠光體、貝氏體、馬氏體和魏氏體等,這些組織的硬度不盡相同,如果鋼的組織不均勻,則鋼的硬度就會不均勻,從而影響鋼的鋸切性能。
朱偉華等人[3]對齒輪鋼鋼材鋸切下料時遇到的鋸切障礙現象進行了系統的分析,認為造成齒輪鋼鋼材下料時鋸切困難的主要原因是鋼材的局部區域聚積有超量的大顆粒氮化鈦和氧化鋁夾雜物。當這些夾雜物的顆粒足夠大時,就會在鋼材基體上起到一定的釘扎作用,造成鋸齒推動這些夾雜物擠壓基體組織而形成硬度相當高的遺留硬塊,夾雜物在此過程中被絆松脫落;當這些夾雜物顆粒小而量比較多時,會造成鋸片偏離鋸切方向,從而形成弧形的鋸切斷面。所以在精煉過程中應控制好脫氧劑Al的含量,全過程保護澆注,防止鋼水氧化,控制二次冷卻水保證高熔點的夾雜物均勻的在鋼中析出,可以有效的改善鋼材的鋸切性能。
另外一些研究[4-5]還認為:棒材成分偏析引起的帶狀組織,致使顯微硬度分布不均勻,造成在切削過程中刀具產生抖動,從而在較大程度上損害鋼的表面加工質量,降低切削面的表面光潔度。
筆者結合前人的研究思路,針對某鋼廠齒輪鋼棒材18CrMnBH下料鋸切障礙展開了系列研究,并在此基礎上提出了相應的改進措施,取得了良好的效果。
1 試驗材料及方法
1)取鋸切好的樣品a、b和差的樣品c、d,樣品截面處理后沿直徑方向打硬度;
2)完成上步后,取硬度正常和偏高區域的樣品,分別用顯微鏡和能譜儀對夾雜物分別、尺寸和成分進行測量;
3)用顯微鏡觀察腐蝕后表面的組織情況;
4)得出影響鋸切因素,并提出解決措施。
2 試驗結果與討論
2.1 棒材截面硬度測試結果及分析
對樣品a、b、c和d進行顯微硬度進行測試,硬度測試值見表1。
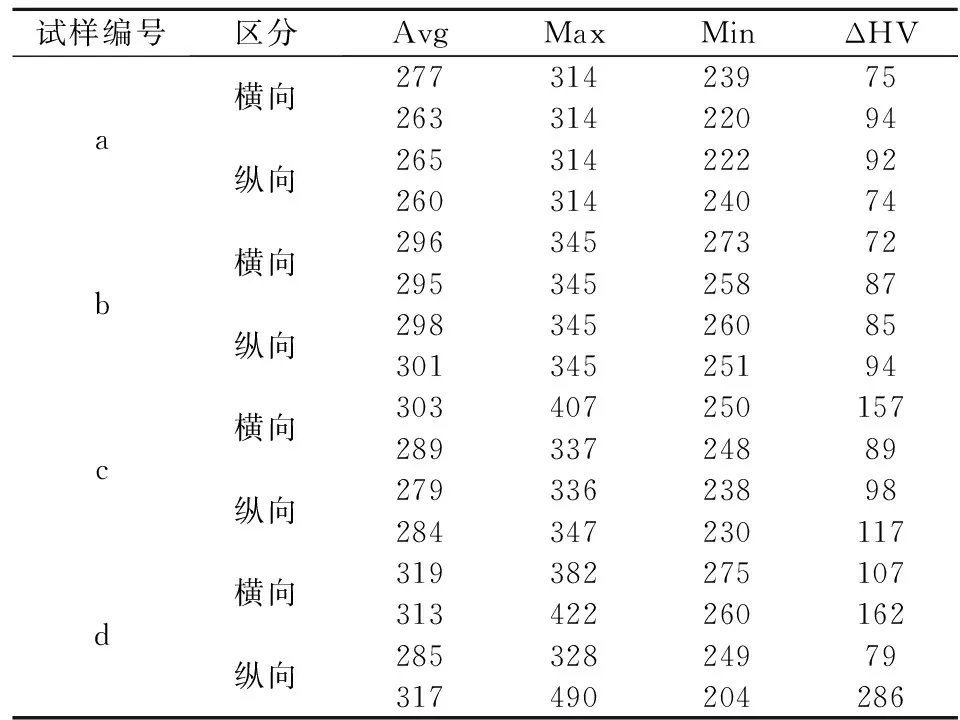
表1 硬度值的比較 / HV
從表1可以看出,樣品a和樣品b最大硬度和最小硬度偏差小,△HV≤94 HV ;c樣品和d樣品硬度偏差大,△HV>94。所以鋸切困難的根本原因是截面存在硬度值過大的區域,且△HV>94就會引起鋸切障礙問題。
2.2 棒材截面夾雜物觀察結果及分析
2.2.1 夾雜物分布觀察
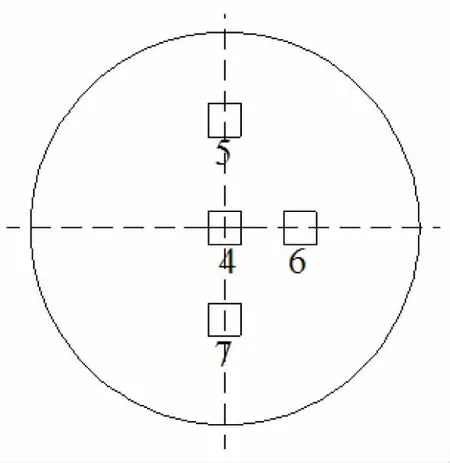
對夾雜物進行取樣,取樣位置分別如圖1所示。
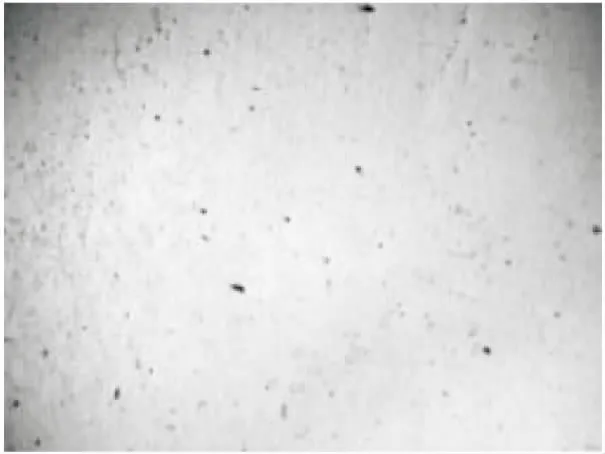
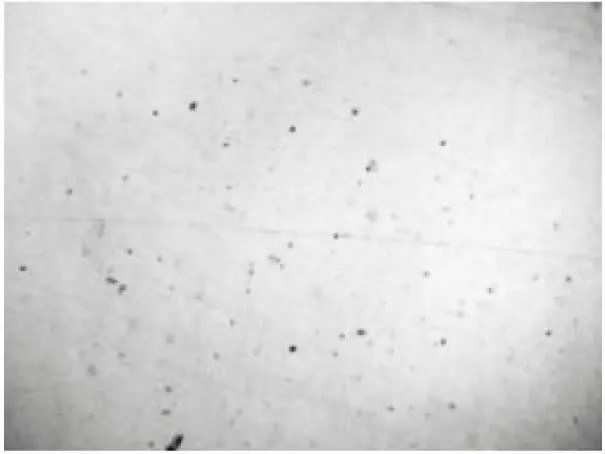
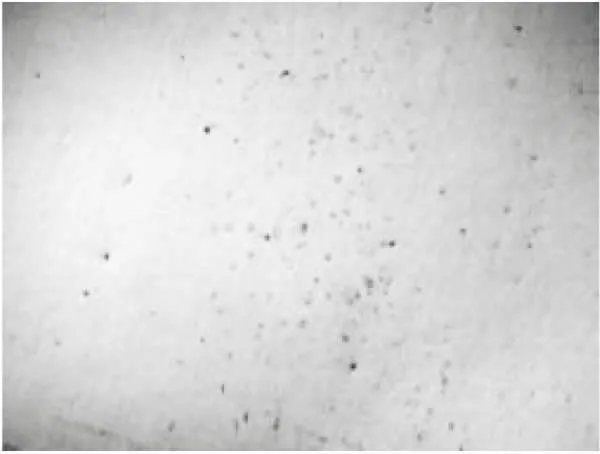
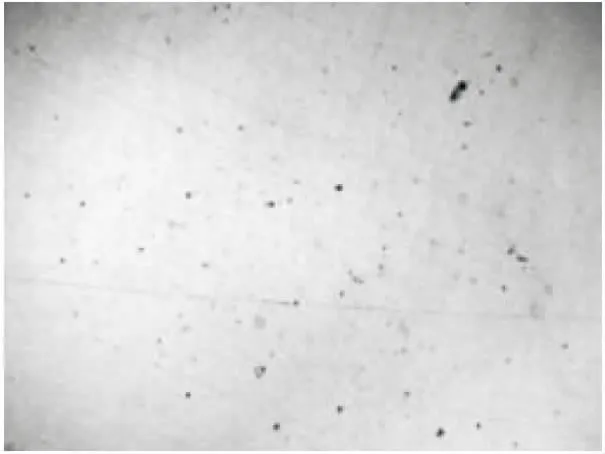
對圖1中相應位置的夾雜物分布進行宏觀觀察,結果如圖2所示。
從圖2可以看出,8#位置和9#位置是鋸切性能好的位置,夾雜物的數量少、呈現彌散分布的狀態;1#位置夾雜物聚集在右側,2#位置分布均勻,3#位置夾雜物聚集在左側;4#位置和6#位置分布較均勻,5#位置和7#位置存在夾雜物密集區域、且夾雜物數量比4#位置和6#位置的多。

(a) 樣品a

(b) 樣品c
(c) 樣品d
圖1取樣位置

(a) 1#位置

(b) 2#位置
(c) 3#位置
(d) 4#位置
(e) 5#位置
(f) 6#位置

(g)

(h) 8#位置

(i) 9#位置
2.2.2 EDS能譜分析
從夾雜物的觀察結果來看,樣品c和樣品d上硬度大的區域的夾雜物形狀包括條形、球形和帶棱角的多邊形。以下針對其典型的帶棱角的多邊形夾雜進行EDS分析,結果如圖3所示。
從圖3可以看出,典型帶棱角夾雜物成分主要含Al和Ca等元素。
齒輪鋼18CrMnBH采用AlSiCa脫氧,脫氧產物有Al2O3、SiO2、CaO,絕大部分夾雜物可以通過精煉去除。但部分仍會殘留在鋼中。因此類夾雜硬度較高,為不變形夾雜物,軋制后形狀不會發生變形。
因此,鋸切困難樣品c和樣品d中夾雜物類型為Al2O3和CaO或者兩者形成的復合夾雜物鋁酸鈣。
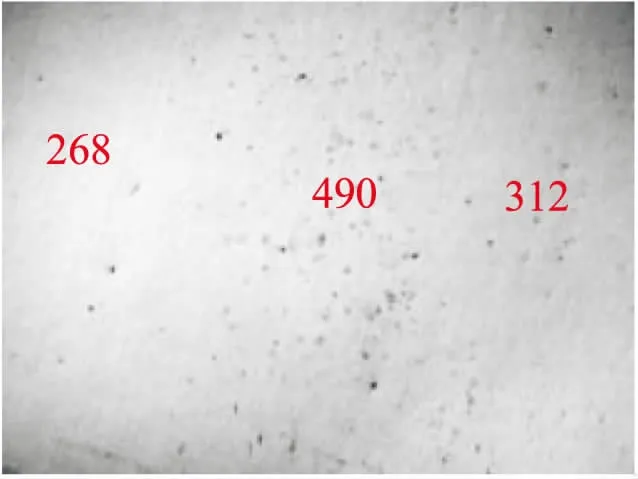
2.2.3 夾雜物數量和顯微硬度的關系
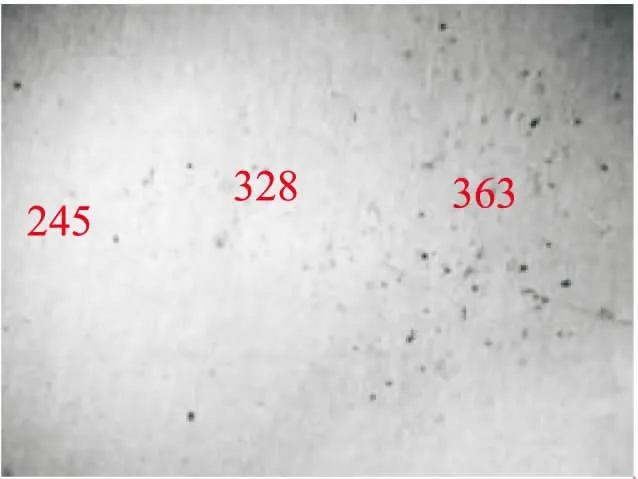
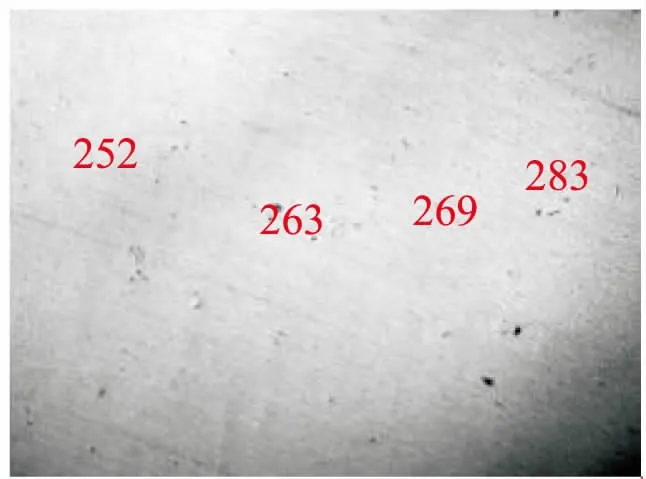
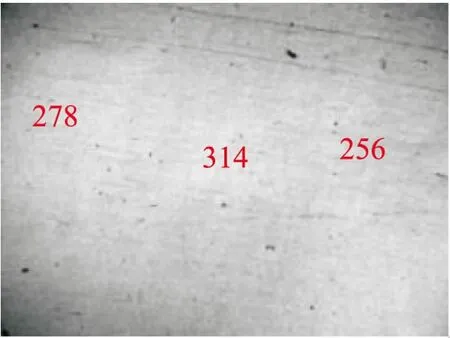
典型位置夾雜物數量與顯微硬度的對應關系如圖4所示(圖中的數字表示該處的HV值)。
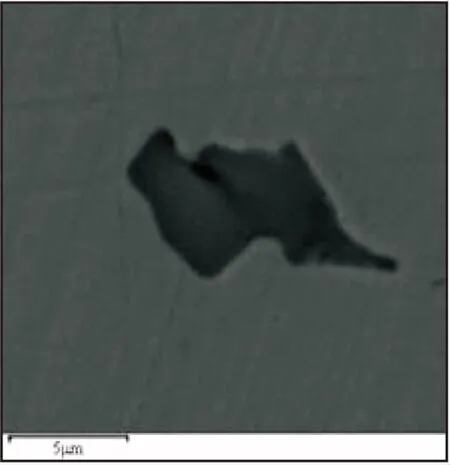
(a) 棱角夾雜宏觀形貌
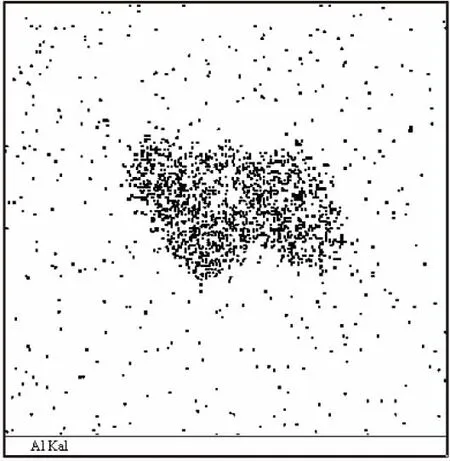
(b) Al元素分布

(c) Fe元素分布

(d) C元素分布

(e) S元素分布
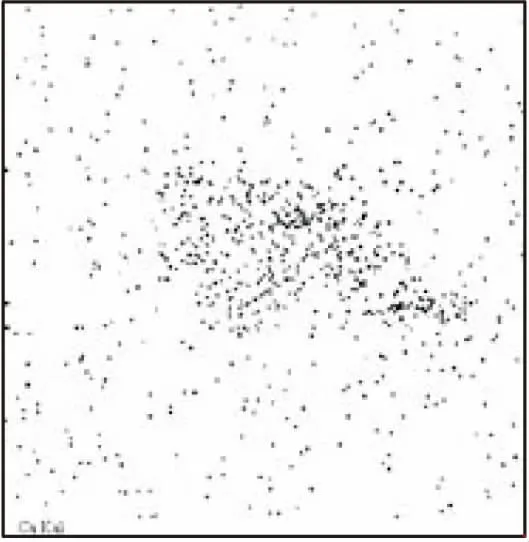
(f) Ca元素分布
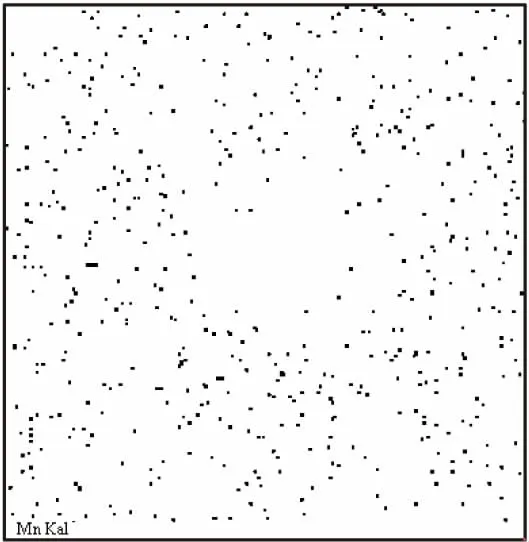
(g) Mn元素分布
圖3典型帶棱角夾雜物EDS能譜照片

(a) 1#位置

(b) 2#位置
(c) 5#位置
(d) 7#位置
(e) 8#位置
(f) 9#位置
從圖4可以看出,樣品a的8#和9#區域夾雜含量少,彌散分布,硬度值低且較均勻;樣品c和d的典型位置1#、2#、5#和7#區域夾雜數量多,密集分布,硬度值偏高。
2.2.4 夾雜物尺寸、類型及其占比統計
2.2.4.1 夾雜物尺寸和比例
取樣品a和樣品c,在顯微鏡下觀察20個視場的夾雜物尺寸分布情況,結果見表2。

表2 夾雜物尺寸分布統計
從表2可以看出,樣品a夾雜尺寸不大于28 μm;樣品c的夾雜尺寸為5 μm~80 μm,且40 μm以上夾雜比例達到了42%。
2.2.4.2 夾雜物類型和比例
同時,對相應的夾雜物類型所占比例進行統計,結果見表3。其中,表3中復合夾雜物由Al2O3、CaO、MgO等構成。
從表3可以看出,樣品a主要為MnS夾雜物,比例達到了90%;樣品c的MnS夾雜比例僅為53%,其余47%為復合夾雜,且40 μm~80 μm占到了89%。

表3 不同類型夾雜物比例
注:1. 其中,40 μm~80 μm所占比例為89%。
所以,綜合以上分析,可以得出:40 μm~80 μm的復合夾雜是引起鋼材鋸切困難的主要原因。
2.3 截面組織考查
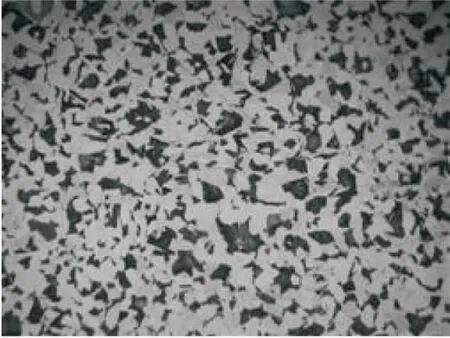
將圖4中的樣品金相腐蝕后觀察其對應的金相組織如圖5所示。

(a) 1#位置
(b) 2#位置
(c) 5#位置

(d) 7#位置

(e) 8#位置

(f) 9#位置
從圖5的金相組織照片可以看出,各典型位置所對應的組織均為鐵素體和珠光體,組織特征正常。
3 鋸切障礙成因及解決措施
綜合對鋸切困難的原因分析,可以得出:引起齒輪鋼鋸切困難的主要原因是棒材截面局部存在密集的夾雜物,該夾雜擁有高硬度(Al2O3、CaO和MgO復合夾雜),且尺寸為40 μm~80 μm,引起該區域硬度值偏高,從而產生鋸切困難。
因此,主要的改進方向為:增加LF爐的軟吹時間,減少夾雜的密集度和去除大尺寸夾雜。對此,研究了LF爐夾雜物去除率隨軟吹時間的變化情況,兩者之間的對應關系如圖6所示。
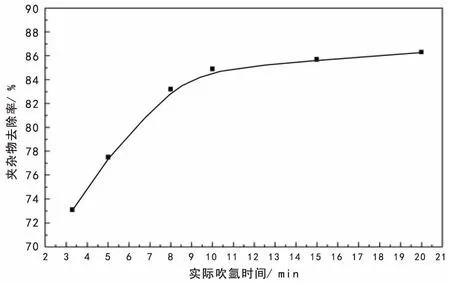
圖6 夾雜去除率和軟吹時間的關系
從圖6可以看出, 隨軟吹時間增加,夾雜去除率增加,但軟吹時間10min后,去除率增加緩慢,該時間節點之后再延長軟吹時間意義不大。因此,將LF爐的軟吹時間提高至不小于10min。
4 結論
根據對鋸切困難試樣較為系統的分析,得到以下結論:
1)鋸切好的試樣截面硬度波動小,△HV≤94HV;鋸切壞的試樣截面硬度波動大,△HV>94。
2)樣品硬度小的位置夾雜數量少,彌散分布;硬度大的位置夾雜多,密集分布,為Al2O3和CaO或者兩者形成的復合夾雜物鋁酸鈣。
3)鋸切壞的試樣的尺寸在5 μm~80 μm范圍的復合夾雜物比例達到了近50%,其中40 μm~80 μm所占的比例達到80%以上,該部分夾雜是造成鋸切困難的主要因素。
4)LF爐軟吹時間≥10 min,可減少夾雜物數量和去除大尺寸夾雜,從而解決鋸切困難。
[1] Staffan,Sture. Wear mechanisms and tool life of high speed steels related to microstructure[C]. International Tribology Conference[A]. Tokyo:Japan Society of Lubrication Engneers,1985(7):8-10.
[2] H. Chandrasekaran. Tooth Chipping During Power Hack Sawing and the Role of Saw Material Characteristics[J]. CIRP Annals - Manufacturing Technology,1987,36(1):27-31.
[3] 朱偉華,盧峰,陳才,等. 齒輪鋼鋼材鋸切障礙的原因分析[C]. 第十屆(2008年)中國科協年會論文集[A].鄭州:中國科學技術協會,2008:1214-1217.
[4] 劉宗昌,王玉峰,楊慧,等. 42CrMo鋼鍛軋材的帶狀組織[J]. 包頭鋼鐵學院學報,2003,22(4):323-326.
[5] 陳濤,時彥林. 20CrMo棒材帶狀組織的控制研究[J]. 材料熱處理,2007,36(2):23-25.