專用機床夾具設計的方法與技巧
2018-01-17 02:07:02夏寶林
四川職業技術學院學報 2017年6期
關鍵詞:設計
夏寶林
(四川職業技術學院機械工程系,四川遂寧629000)
機床夾具是機械制造業中十分重要的工藝裝備,夾具設計是機械制造類工程技術人員和學生必備的一種專業技能;AutoCAD是工科專業的學生或工程技術人員運用十分普遍的一種繪圖和設計軟件,其二維繪圖的功能十分強大;掌握機床夾具的設計步驟和裝配圖的繪制方法,巧妙的運用軟件的功能,能大大縮短設計周期,提高機床夾具的設計效率。
1 機床夾具的設計步驟、方法與技巧
1.1 設計步驟與方法
1.1.1 定位裝置設計
定位裝置應使工件定位方便、穩定,并滿足工件的加工要求;根據工件的加工要求,分析應該限制哪些自由度,再結合零件的結構特點和生產條件,確定其定位方案,選擇工件的定位類型。絕對不能出現欠定位,需要采用重復定位時應消除其可能產生的不良后果;結合零件的定位基準或基面的特點,選擇或設計定位元件,確定其結構與尺寸;通過定位誤差(△D)的分析和計算,判定定位質量是否可行。一般通過△D≤T/3判定,如果不能滿足要求則應修改定位方案或提高定位副的制造精度。
1.1.2 夾緊裝置設計
夾緊裝置應保證定位可靠,保證工件的裝夾剛性和自身剛性,適應生產條件要求。
根據夾緊力的作用點和方向的確定原則,確定夾緊力的著力點和方向;根據切削力確定所需夾緊力;根據生產條件和夾緊力的大小確定夾緊機構的類型。夾緊行程不大和夾緊力較小可選擇斜楔夾緊機構或偏心夾緊機構;夾緊行程大和需較大夾緊力應選擇螺旋夾緊機構;需要以回轉中心或對稱中心平面定位時,可采用定心夾緊機構;多件、多方向夾緊或要較高的夾緊效率時,可采用聯動夾緊機構;根據所需夾緊力的大小及零件夾緊部位的結構特點,確定夾緊元件的結構和尺寸;單件、小批量生產或流水線作業時,可采用手動夾緊;自動線或生產效率要求高時,可采用氣動或液動夾緊,切削力不大且穩定應采用氣動,否則采用液動。
1.1.3 對刀、導向裝置設計
根據工件的加工表面及要求確定對刀、導向方式。對刀裝置銑床夾具用;導向元件是鉆模與鏜模用,鉆模用鉆模板與鉆套,鏜模用鏜模支架和鏜套;再根據加工表面的形狀及加工要求選擇或設計對刀、導向元件的類型,并確定相關尺寸;計算或確定對刀誤差(△T),其與夾具的安裝誤差(△A)之和不能超過工件公差的三分之一;加工精度高于IT7的銑床夾具和數控加工設備一般不設計對刀、導向裝置。
1.1.4 其他元件或裝置設計
應結合工件加工要求、夾具重量、夾具類型及工件的安裝狀況進行設計。一次裝夾完成多個部位或多個表面加工的需設計分度裝置;重型夾具應設計起吊裝置;自動線夾具或一面兩銷定位(定位銷與定位孔有相對運動時),應設計預定位裝置;工件以一面兩銷定位,需吊裝時,應設計抬起機構。
三軸及以下聯動的數控機床,不設計直線分度裝置。三軸以上聯動的數控機床不設計分度裝置。
1.1.5 夾具體設計
夾具體的形狀和尺寸主要取決于工件的輪廓尺寸和各類元件與裝置的布置情況以及加工性質等。;鑄造夾具體的壁厚應盡可能均勻,其上安裝其他元件的位置應鑄出3~5mm高的凸臺,同一表面的凸臺高度應一致,凸臺的輪廓尺寸應比安裝元件的尺寸略大;夾具體與機床連接部分的結構尺寸應與機床的相應結構尺寸一致。
1.1.6 連接元件設計
連接元件是保證夾具與機床之間相對正確位置的元件。一般只有銑床夾具和車床夾具才有。車床夾具的連接元件是過渡盤。當精度要求較高或需重新設計制造時,應將其與夾具體作為一體,以減少安裝誤差。銑床夾具的連接元件為定向鍵。大重型及加工精度高于IT7的銑床夾具不設計連接元件,應在夾具體上設計一找正凸臺面。
1.2 設計的技巧
收集與設計相關的各種資料。一般包括:機械制圖、公差與配合國家標準,機床夾具設計手冊,夾具所安裝設備的主參數及與夾具連接部分的結構、尺寸,夾具結構圖冊,AutoCAD軟件運用資料等;盡可能采用類比法設計,或盡量采用標準元件,不能使用標準元件時才參考標準元件進行非標準元件設計;加工批量不大及加工精度要求不高的工件,盡可能使夾具結構簡單。采用不完全定位可以保證時,就不用采用完全定位實現。
2 夾具裝配圖的繪制步驟與技巧
2.1 繪制步驟
繪制夾具裝配圖時,一般按照下列順序進行:繪制工件的輪廓圖→繪制定位裝置→繪制夾緊裝置→繪制對刀、導向裝置→繪制其他元件或裝置→繪制夾具體→繪制連接元件→標注尺寸及形位公差→填充剖面線→編制零件明細及技術要求。
2.2 繪制技巧
工件輪廓圖應以面對操作者的視圖作為主視圖,再根據投影關系確定其他視圖;工件的輪廓用雙點畫線繪制,其視為透明體,不遮擋其他元件的投影。如圖1所示。工件輪廓及非標準件繪制好后,為了便于拾取和移動和修改。應將其復制粘貼為塊。AutoCAD軟件一般沒有標準件庫,常用的標準件,應設置為外部塊,便于長期使用。當需要作部分修改時,可將其選中分解后再復制粘貼為塊。裝配圖應表達清楚工件定位、夾緊情況和裝配關系,并允許標注五大類尺寸及公差。如圖1、圖2所示。
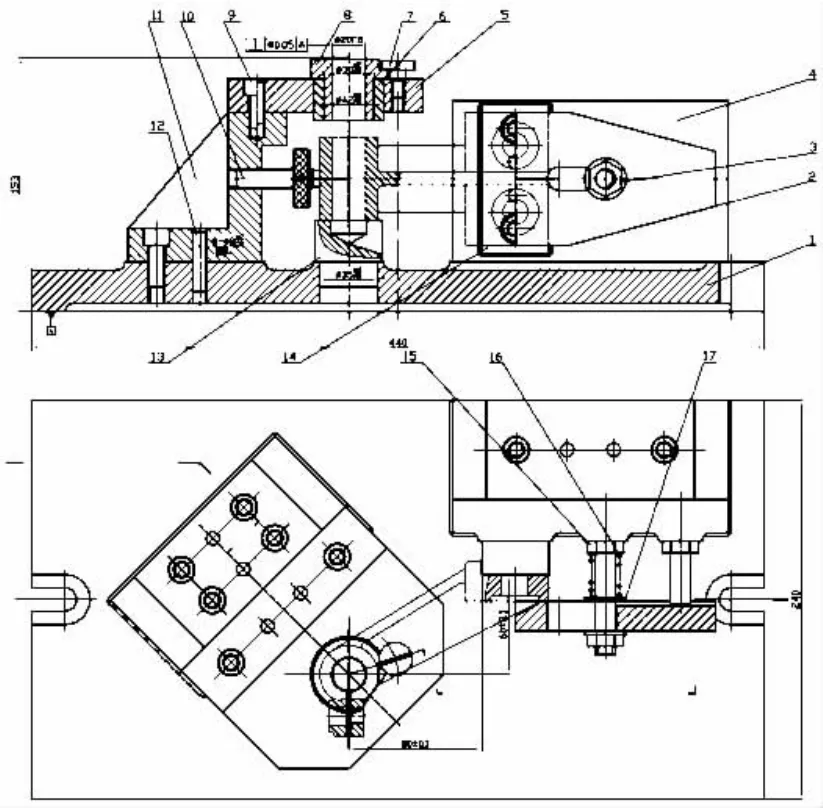
圖1 尺寸公差標注
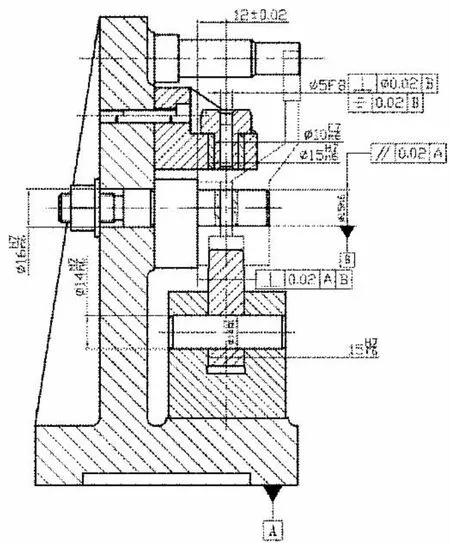
圖2 形位公差標注
非回轉體夾具標注長、寬、高尺寸,回轉體則標注長度與直徑。定位銷、心軸、半圓套、定位套定位時,應標注工件與定位元件的配合尺寸及公差;V型塊定位時,應標注V型塊的定位高度尺寸及公差。對刀塊工作表面至定位元件工作表面的尺寸及公差以及塞尺的尺寸及公差;鉆套或鏜套與定位元件之間的尺寸及公差,鉆套或鏜套之間的尺寸及公差;鉆套或鏜套與刀具配合部分的尺寸及公差。過渡盤與車床主軸前端連接部分的尺寸及公差;定向鍵與T型槽配合部分的尺寸及公差。用于確定夾具元件在夾具上的正確位置的配合尺寸及公差。
2.3 夾具裝配圖上允許標注的三類形位公差
如圖2所示。定位元件工作表面與夾具安裝(或找正)基準之間的平行度或垂直度。導向元件與定位元件之間或導向元件之間的形位公差。
定位元件工作表面是平面時,應標注平行度或垂直度;定位元件為心軸、定位銷、V型塊、半圓套或定位套時,應標注對稱度或同軸度、平行度或垂直度。或定位元件之間的平行度、垂直度。多個導向元件時,應標注導向元件之間的平行度或垂直度。
2.4 公差值的確定
尺寸、形位公差一般取工序尺寸要求的1/2~1/5。未注尺寸公差時,取±0.1mm。未注形位公差時,按GB1184中7、8級精度確定。夾具的公差都應在工件公差帶的中間位置,即不管工件公差是否對稱,都要將其化成對稱公差,然后按上述要求確定。公差值必須滿足工件的加工要求。
3 結束語
歸納總結出了夾具設計、裝配圖繪制與尺寸標注過程中非常實用的一些方法與技巧。
按照上述方法進行夾具設計,可以避免重復工作和不必要失誤,能大大提高設計的效率。
為剛參加工作者以及在校學生在進行夾具設計時,提供十分豐富可借鑒的經驗。
[1] 王光斗.機床夾具設計手冊[M].上海:上海科學技術出版社,2000.
[2] 楊金鳳.機床夾具及應用[M].北京:北京理工大學出版社,2011.
[3] 董祥國.Auto CAD2014應用教程[M].南京:東南大學出版社,2014.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04