淺析高速硬銑在模具制造中的應用
2018-01-25 10:44:31陳隆波
電子測試 2017年24期
陳隆波
(共青科技職業學院,江西九江,332020)
1 采用高速(HSC) 銑削提高模具制造效率
在模具制造中,最早采用的是高速銑削,這種工藝不僅廣泛應用于加工復雜的自由曲面和型腔,而且還應用來加工電火花加工用的電極。
高速銑削,由于采用了比常規銑削高5-10倍的切削速度和進給速度,既能大大縮短基本時間,也可顯著提高工件的表面質量。為了獲得很高的工件表面質量,高速銑削工藝可以通過采用較小的每齒進給量和較小的刀軌行距(約百分之幾毫米)來提高工件表面的加工質量,由此減少或完全免去加工表面的后序拋光處理,從而縮短模具整個加工工藝流程的時間。
通過高速硬銑替代電火花加工高速硬銑( 通常把硬度超過56HRC、Rm>2000 N/mm2的鋼鐵材料進行的加工稱之為硬加工)為模具加工提供了很大的應用潛力,高速硬銑可以補充模具傳統的加工工藝流程,在許多情況甚至可以完全替代電火花加工。

圖1 模具的傳統生產工藝流程

圖2 采用高速硬銑的生產工藝流程
從采用高速硬銑的生產工藝流程中可以看出,模具構件可以在一次裝夾下進行全部加工,這不僅大幅度地減少加工時間、改善型面的表面質量和加工精度。由于節省了制造電極、電火花加工和拋光(或大大減少拋光工作量)三道工序,簡化了加工工藝流程,縮短了模具的制造周期,顯著降低了生產成本。
過去制造連桿鍛模的主要工藝是電火花加工,在電火花加工時會發生模具表面的損傷,即產生所謂的“白色層”,這種受損邊緣層要通過手動拋光來清除。而采用高速硬銑工藝,可免去軟銑和電火花加工,也就免去了制造電極和拋光工序。通過高速硬銑連桿鍛模,不僅簡化了生產工藝流程,縮短加工時間,而且可獲得很好的工件表面質量。
高速硬銑加工熱作模具鋼的注塑模是采用高速硬銑模具最典型的例子,硬度56HRC。采用高速硬銑,工件可在一次裝夾下進行粗、半精和精銑加工成成品。而采用電火花加工,工件需經過粗銑、調質、制造電極、電火花加工和拋光。模具的制造時間要比高速硬銑高三倍。采用高速硬銑削加工注塑模,可獲得較高的表面質量和幾何形狀精度,將拋光的工作量減到最小程度,并同時大大縮短了加工時間。
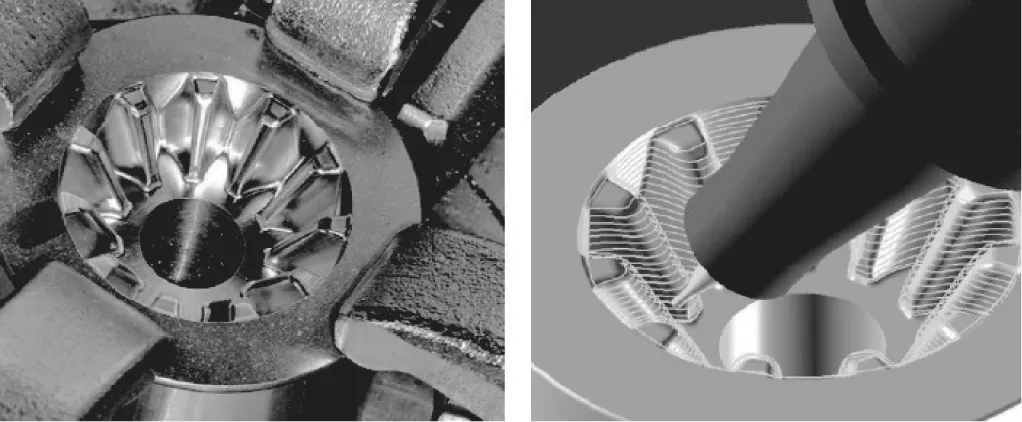
圖3 高速硬銑錐齒輪鍛模
近幾年來,許多錐齒輪鍛模的制造幾乎也都采用了高速硬銑工藝。如Walter以及日立工具株式會社等刀具廠商都為高速硬銑錐齒輪鍛模提供了成套刀具,僅從這些高速硬銑的加工實例中,可以看出銑削工藝比電火花加工贏得了更為重要的地位,特別是高速硬銑已成為模具加工最為重要的關鍵工藝,根據德國弗勞恩霍夫生產技術研究所(IPT)在13年前(2004年) 對全德國600家模具制造廠家所進行的調研表明,當時硬銑已占模具加工的整個加工工藝的20%,硬銑工藝已成為模具加工技術的發展趨向。而當今,硬銑工藝已是模具加工最重要的工藝。
2 高速硬銑的優點和對銑刀及加工條件的要求
高速硬銑削與電火花加工工藝相比,具有很多優點。硬銑工藝具有很高的工藝柔性;可以獲得較高的表面質量,表面粗糙Rz~1μm;可采用近凈形精密制造工藝(毛坯輪廓接近成品尺寸),毛坯可以直接在淬硬狀態下在同一臺機床上銑削成成品,可省去電火花和磨削等工序;高速硬銑省去了一些加工工藝,簡化了生產工藝流程;縮短了生產流程時間,提高了效率和降低了成本;硬銑通常是采用干切削。
對高速硬銑用的銑刀有如下要求:銑刀應具有較高的抗熱震性;選用韌性好并耐磨的刀具材料;具有較高的回轉精度;合適的刀尖角度,以承受較高的切削負載;采用耐熱的硬涂層。
為了使銑刀獲得較好的加工成果,除了需要由專門的硬質合金的刀體、設計獨特的幾何角度和與使用目的相適應的硬涂層進行最佳的組合外。還需要注重對切削用量、刀具的夾緊和機床(剛性及靜、動態性能)等部件和工作參數進行正確選用。銑刀刀柄通常采用h5精度,而刀夾主要是采用液壓膨脹夾頭和熱脹冷縮夾頭,刀具刀夾系統要經過精密的動平衡。對于高精度高速硬銑常采用球頭銑刀,正確選擇工作轉速很重要,在這里要考慮銑刀的實際工作直徑,如采用一個直徑為6mm的球頭銑刀,銑削時的背吃刀量0.1mm, 銑刀沒擺偏,這時得到的銑刀實際工作直徑為1.54mm。此時如按Vc=200m/nin的切削速度進行加工,則需要n=41000r/min 的主軸轉速。
3 微細硬銑削
構件的微型化已成為一種發展趨勢。在許多技術領域(諸如航空、汽車、電子、移動通訊、醫療、光學和機械制造等技術領域)愈來愈多地應用微型機械產品。構件的這種微型化發展,對加工技術提出了很高的要求。
為降低制造成本,大批量微型構件是采用模具來制造的。微細銑削加工,采用的銑刀直徑通常在0.1mm和2mm之間, 銑刀設有兩個銑削刀刃。考慮到銑刀直徑小和剛性差的情況,刀具材料是普遍采用超細顆粒(0.2μm-0.5μm)硬質合金,這種合金由WC-Co和粘結材料組成,在燒結時能獲得均勻的組織,具有硬度高、韌性好、抗疲勞強度高和耐沖擊性能好等優點,故能適合于制成特小直徑的銑刀,并應用于硬銑加工。
為減小銑刀刀刃和工件之間的摩擦以及提高銑刀的耐磨性及熱穩定性,在銑刀上涂有(1-3)μm 厚的硬涂層。目前,用于進行微細銑削的加工中心,主軸采用空氣支承的電主軸,轉速一般在60000 r/min 以上。刀具- 刀夾系統要經過特別精細的動平衡(在60000 r/min 轉速的條件下平衡品質達到G0.3)。為適應微細銑削加工的快速發展,研制新的更高轉速的電主軸具有特別重要的意義。幾年前,一些電主軸制造廠已生產出160000 r/min轉速的主軸部件。
4 高速硬銑的應用限制
高速硬銑的難度常常會隨著工件硬度和工件幾何形狀復雜性的增加而加大。前些年,在模具制造業,工件硬度在(62-64)HRC 被認為是高速硬銑能進行可靠加工的硬度上限。因為當硬度超過極限值時,銑削時銑刀就會迅速磨損。而復雜的幾何形狀會使切削條件變差,致使加工難于順利進行。當材料硬度超過64HRC 時,模具構件的加工就得采用電火花加工。現在工件加工硬度的提高意味著高速硬銑的應用范圍又得到了擴大。
限制高速銑削應用的另一個因素是加工具有較大的深度/寬度比的型腔。對于加工這樣深的型腔,除了不得不采用細長的銑刀,不利于加工外,型腔加工的順利與否,還與許多因素有關:材料的硬度和韌性、刀夾的園跳動、銑刀的園跳動、刀夾和銑刀的動平衡、排屑和潤滑情況以及是3 軸還是5 軸加工等。
為了能夠解決材料愈來愈硬和形狀變越來越復雜的加工任務。應采用確保加工順利進行的一些措施:如加工較深的型腔時,應采用細長錐形和具有減震性能的刀夾(例如:液壓膨脹夾頭或三棱應力鎖緊夾頭),以避免銑刀在高速銑削產生振動,導致加工表面質量惡化和刀具壽命變短。刀夾、刀具還應進行動平衡,銑刀也應采用具有錐形桿的銑刀。并在進行高速硬銑的過程中,應采用微量潤滑來提高刀具壽命和改善工件表面質量。通常,在遇到型腔極窄和又深的極端情況下,才考慮采用電火花加工工藝,而電極則可以通過高速銑削來制造。
5 結語
對制造模具來說,高速銑削和電火花加工是兩個相互進行競爭的加工工藝,而高速硬銑在模具制造業中的推廣應用,是模具制造技術的一次重大變革。高速硬銑在多數情況下,不僅可以替代電火花加工,簡化模具制造的整個生產工藝流程,而且可提高模具的加工質量、縮短模具制造時間和降低生產成本。從當前高速硬銑和5 軸加工技術的發展現狀和發展的趨向看,可以確信,刀具技術的不斷發展,尤其是在刀具材料、涂層和幾何形狀方面的不斷發展和優化組合,是開發高速硬銑技術和擴大其應用范圍的基礎。
[1]唐監懷.服務模具工業,打造模具專業精品——鹽城技師學院關于模具建設的思考[J]. 科技資訊,2011,(31):107.
[2]嚴麗,趙曉明.提高模具加工質量的探討[J].塑料工業,2009,37(01):79-81.
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
中學生數理化(高中版.高考理化)(2022年4期)2022-05-25 13:05:50
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
求學·理科版(2016年1期)2016-02-29 15:34:46
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
中國工程咨詢(2014年12期)2014-02-16 06:18:34
