基于PLC的物料機械手送料控制系統設計與應用
2018-01-30 10:51:06武鵬飛
機械管理開發 2018年1期
武鵬飛
(陽泉煤業集團七元煤業有限責任公司,山西陽泉045000)
引言
目前,機械手被廣泛應用于汽車制造、冶金和輕工等多個先進制造領域。機械手可搬運和分揀物品,代替人進行繁重的勞動,實現生產的機械和自動化,且能在一些有害和危險環境下作業。機械手的執行機構一般以壓縮空氣為介質,結構簡單、重量輕便,尤其是對周圍環境沒有任何污染,因此本文設計的機械手采用空氣作為介質,并采用西門子S7-200系列的PLC來實現對氣動機械手的控制。
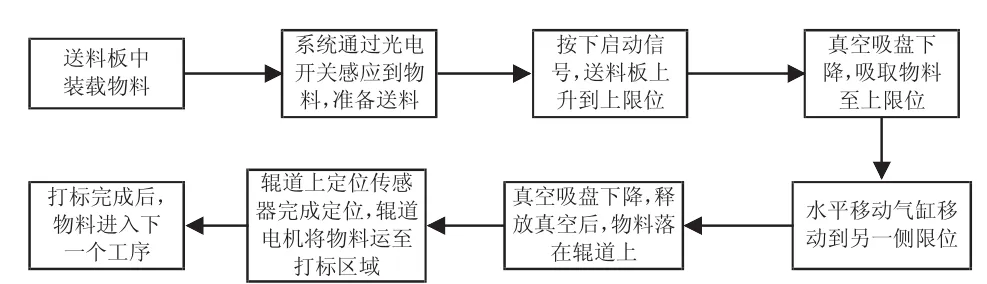
圖2 氣動送料系統工作原理
1 送料控制系統
如下圖1所示,該系統由真空吸盤、帶動真空吸盤升降的升降氣缸、水平行動送料板、帶動送料板水平位移的水平運動氣缸和帶動送料板做升降運動的升降電機,以及若干檢測氣缸到位和送料板到位的傳感器構成。
氣動送料系統的工作原理如下圖2所示。
由于本設計是應用在實際工程項目中,考慮到客戶需求、資金成本等各方面因素,最后選擇了西門子S7-200的CUP和西門子觸摸屏的控制方式來實現[1],如圖3所示。
本設計的氣動送料系統主要由西門子S7-200PLC控制單元、歐姆龍光電開關、限位開關、輥道電動機驅動、氣缸電磁閥和觸摸屏界面等組成。其中PLC是控制系統的“大腦”,整個系統由PLC控制完成全部氣動送料系統的自動控制。
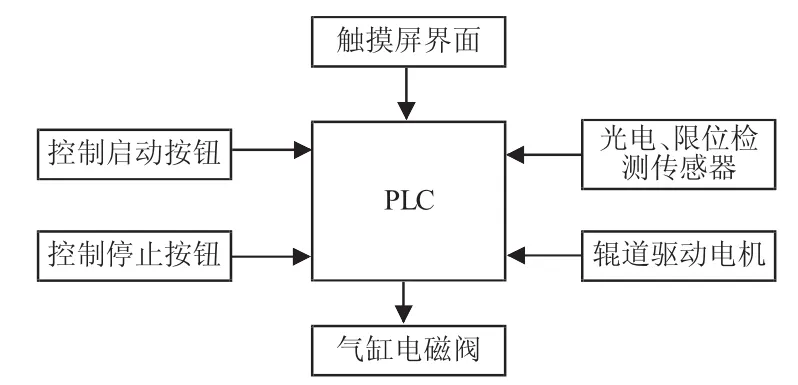
圖3 系統控制方案結構示意圖
2 硬件系統設計
通過輸入的PLC程序,CPU對整個系統進行控制,CUP也可接受從觸摸屏輸入的各種指令要求來完成一系列制定動作。CPU是整個送料氣動機械系統的中樞,因此選取合適的CPU是整個系統能夠順利完成的關鍵,要保證CPU有效的可靠性、維護方便及最佳性價比。首先要先根據工藝對全系統I/O點數進行精確計算,并且為后續系統的改擴建留有余量,使得所設計系統有一定的可改造性,同時也方便后續工程師調試階段臨時增加相關點數。由此,本文采用西門子S7-200的262CPU主機,及16個I/O的擴展模塊PLC的I/O分配表如下頁表1所示。
PLC的主要控制流程如下:當整個系統上電后,在送料板中有料的狀態下,工作人員按下氣動按鈕(I0.0),Q0.4輸出信號控制氣缸左移至左限位處,Q0.2輸出信號控制吸盤上移至上限位處,上述幾點準備就緒后,Q0.6控制電機上至上限位處,Q0.3控制吸盤下降,Q1.1控制吸盤吸氣產生真空,抓取物料;Q0.4控制使物料又移動至限位處,Q0.3輸出,Q1.1釋放,物料放置到打標輥道處,延時一段時間與此同時Q1.0定位完成,Q0.1、Q0.0同時動作將物料送至打標區域完成打標,打標完成后,所有區域檢測開關都檢測無料后,在PLC控制下都恢復初始位置等待下一次無料的到來,如此循環往復,完成每次打標任務[2]。
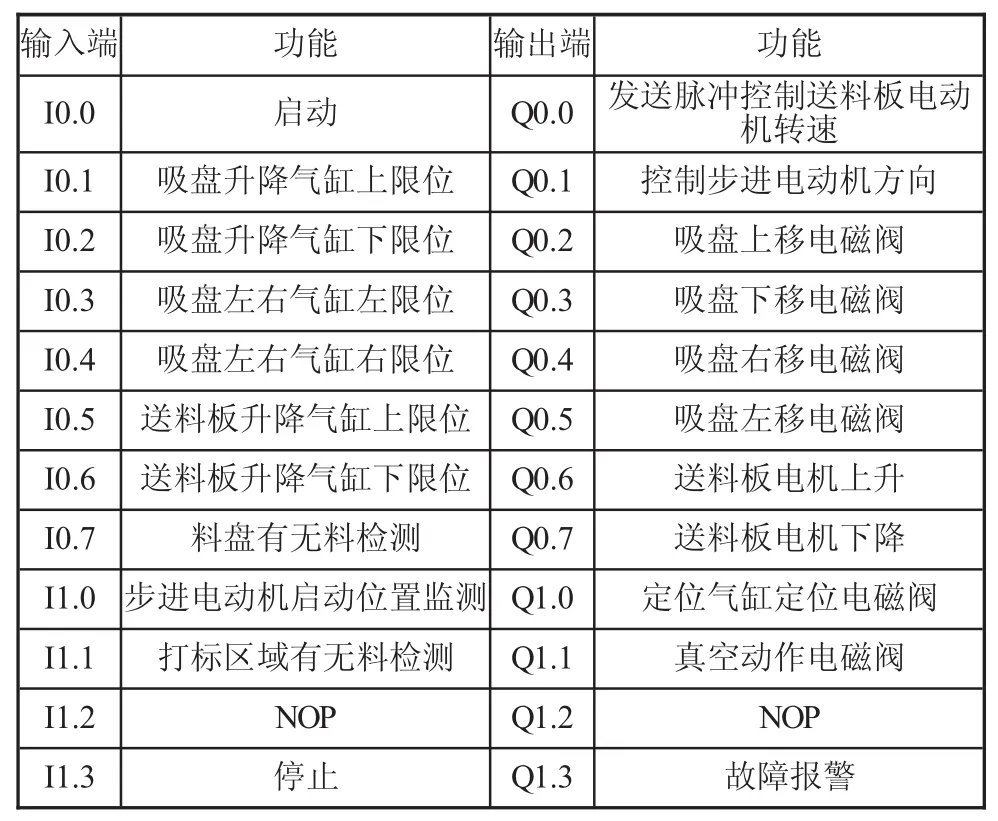
表1 I/O分配表
3 軟件系統設計
氣動機械手送料控制程序的編寫依據是根據系統的工藝流程而來,由系統流程圖如圖4所示,編寫相應的PLC梯形圖,合理優化的分配I/O端口、內部寄存器、定時器等。
如圖5所示是氣動機械手控制系統的部分梯形圖。首先,送料板中安裝有光電感應傳感器,送料板中有料時,光電開關檢測有無物料,無料時料板下降到下限位置等待物料到來;有料時料板托舉物料上升至上限位,通過限位開關控制料板的運動狀態,上升結束后,PLC控制下降氣缸至物料處由吸盤吸取物料,吸取完成后將物料送至打標輥道上,此時,PLC控制氣缸將吸盤放置在打標輥道上,PLC控制輥道電機將物料運輸至達標區域完成打標[4]。
4 結語
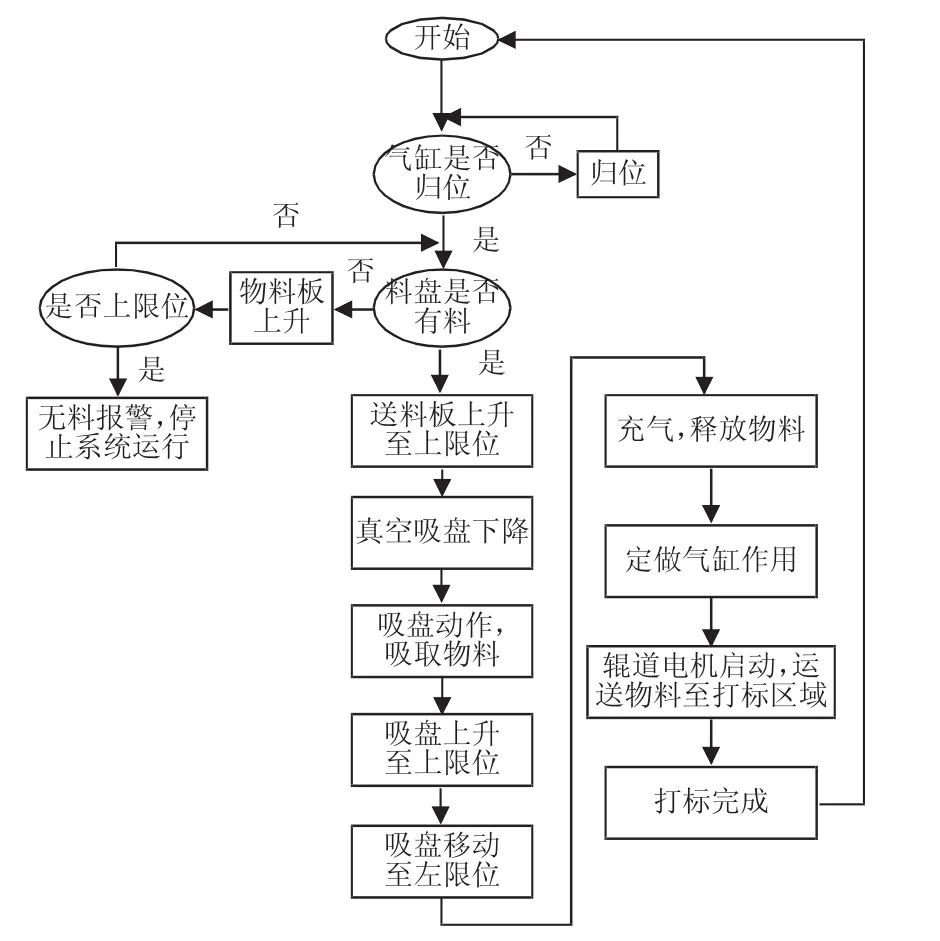
圖4 氣動機械手送料控制程序流程圖
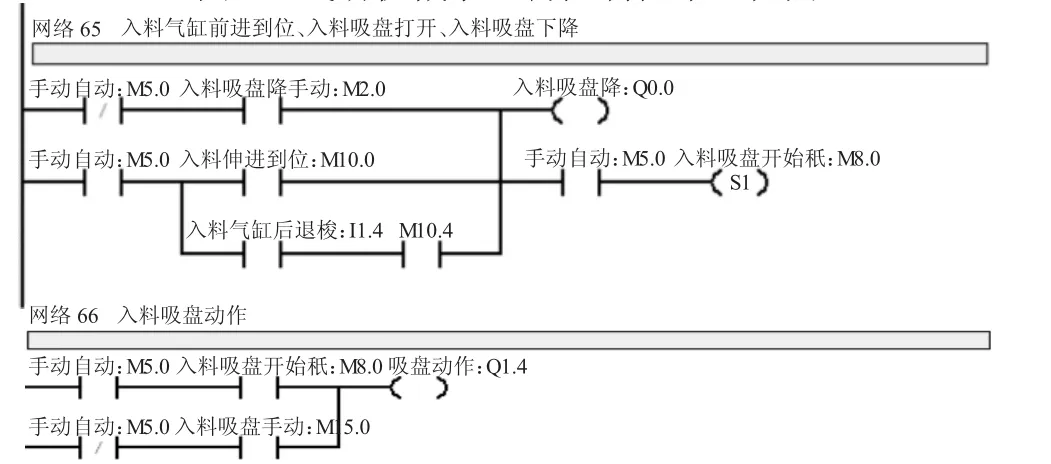
圖5 氣動機械手控制系統梯形圖
本文設計的氣動機械手送料控制系統采用PLC控制,以空氣為介質驅動相應物件,實現了對平整物料快速可靠的抓取送料,結構簡單,成本低廉,在某項目中得到了較好應用,經現場調試使用以后,該系統運行穩定,狀態良好,有效提高了購買廠家的生產效率。
[1]廖常初,西門子人機界面(觸摸屏)組態與應用技術[M].北京:機械工業出版社出版,2008.
[2]廖常初,PLC編程及應用:第4版[M].北京:機械工業出版社出版,2014.
[3]鐘肇燊,可編程控制器原理及應用:第2版[M].廣州:華南理工大學出版社,2016.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
藝術啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17