新型一體結構履帶板內側倒角高效加工技術研究
2018-02-05 02:31:15張國振盧士勇毛永慧安曉霞劉曉艷
新技術新工藝 2018年1期
趙 榮,張國振,盧士勇,毛永慧,安曉霞,劉曉艷
(1.北京北方車輛集團有限公司,北京 100072;2.中國人民解放軍駐618廠軍代室,北京 100072)
1 零件結構和技術要求
某新型一體結構履帶板三維圖如圖1所示。與傳統分體式相比,新型一體結構履帶板具有如下優點:1)結構輕巧、便于裝配;2)抗疲勞,使用壽命大大提高;3)磨損小,扭轉剛度大。新型一體結構履帶板在一定程度上解決了分體式履帶板的諸多缺陷;但其加工制造難度大,成本明顯提高[1-2]。
圖1 新型一體結構履帶板三維圖
新型一體結構履帶板相關加工技術要求如圖2所示。該零件φ32孔長徑比超過5倍,屬于深孔;表面粗糙度為Ra0.8 μm,相對較高;零件材質為42CrMo鍛造件,硬度較大。
圖2 新型一體結構履帶板加工技術要求
2 加工工藝及存在問題
對于內側兩孔的5×30°倒角和2×45°倒角,傳統的各種加工方法及過程見表1。采用傳統加工方法,由于傳統刀具不能進行徑向伸縮,履帶板在機床上裝夾定位不便,且又無法旋轉,因此只能采用細長正反勾刀大懸臂加工,或采用較粗刀桿反復進退、手動裝拆刀頭加工解決,這樣,不僅存在懸臂量大、刀桿剛度差、加工質量不好等問題,而且頻繁調整機床反復進退刀桿、在狹窄有限的空間內手動更換刀頭[3],造成加工費時費力,效率低下,表面質量不高,嚴重制約了大批量生產需求。
表1 各種加工方法對比
3 新型徑向伸縮刀具設計
針對上述問題,設計開發了一種新型徑向伸縮刀具,在進退刀時刀頭收縮,到達加工位置時刀頭徑向伸出切削加工,既兼顧了刀具靈活進退刀,又解決了深孔加工中剛度不足的問題,并且避免了繁瑣的手動裝拆刀頭,使加工效率得到明顯提高。
3.1 設計要求
考慮到履帶板內側倒角處加工的特殊性,對刀具設計提出如下2點要求。
1)當刀具穿過外端φ32小孔進入要加工的倒角位置時,刀頭能很好地完成徑向逐漸伸出并鎖緊;當加工完倒角,刀頭能很好地縮回,以方便進退刀,保護刀具和被加工履帶板表面。
2)由于φ32孔長徑比超過5倍以上,屬于深孔,孔徑小、空間位置有限,應保證刀具有足夠的強度和剛度。
3.2 設計原理

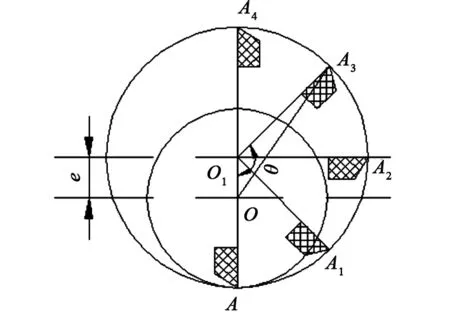
圖3 工作原理圖
3.3 關鍵設計點
3.3.1 偏心量e的確定
在刀具設計中偏心量的選擇是非常重要的,合理選擇偏心量有利于提高刀具壽命和改善切削狀況。偏心運動的目的是完成徑向走刀加工和進退刀。確定偏心量應考慮以下幾個因素:1)滿足被加工型面最大切削半徑要求,保證刀具有足夠的徑向伸縮量;2)保證刀具各部件強度和剛度,特別是在切削小孔時,如果偏心量過大,旋轉刀頭和推拉桿直徑太小,則會造成整個刀具剛度不足。
3.3.2 螺旋升角β的選擇
刀頭旋轉座上的螺旋槽是加工設計的重點之一。2個圓柱銷在螺旋槽滑動過程中類似滑塊在斜面上滑動。根據滑塊上升、下降均不自鎖條件,首先,螺旋升角β應滿足tan-1μ<β<90°-tan-1μ(μ為滑塊與斜面間摩擦因數),一般情況下,鋼與鋼組成的斜面滑塊機構之間摩擦因數較小(μ≤0.15),這時摩擦角φ=tan-1μ≤8.531°,即8.531°<β<81.469°;其次,螺旋升角β太小,旋轉刀頭結構太長不緊湊,螺旋升角β太大轉動不靈活、抗力太大甚至會將圓柱銷扭斷。結合工程實際經驗,螺旋升角β一般取12°~30°[5]。
3.3.3 把手移動距離與刀頭旋轉角度的協調控制
在實際使用時,為了有效控制刀頭收縮、伸出不同長度方便進退刀和切削加工,可根據不同使用需求,靈活設計系列把手滑動槽形和擋環,從而實現刀頭不同旋轉角度狀態;但夾持桿上把手滑動槽和擋環厚度應與刀頭旋轉角度有嚴格的數據對應關系。為方便工人操作使用,本方案中優先設計 3個擋位:“一擋位”,刀頭收縮狀態(0°)用來進退刀;“二擋位”,刀頭最佳切削狀態(90°)用來切削加工;“三擋位”,刀尖最大伸出狀態(180°)用來切削補償。
3.4 刀具結構及裝配連接
新型徑向伸縮刀具結構圖和實物圖分別如圖5和圖6所示。
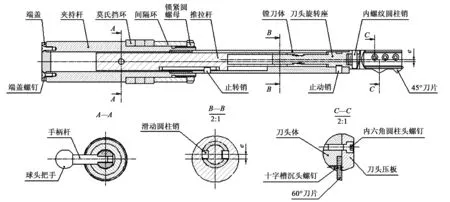
圖5 可旋轉徑向伸縮刀具二維結構圖

圖6 可旋轉徑向伸縮刀具三維實體圖
該徑向伸縮刀具主要由刀頭組件、推拉旋轉機構、鏜刀體、手柄調整鎖緊結構和夾持桿組成。將可轉位硬質合金涂層45°刀片和60°刀片通過十字槽沉頭螺釘安裝在刀頭體的對應刀槽中,再將刀頭壓板通過內六角圓柱頭螺釘緊固在刀頭體上,這樣整個刀頭組件安裝完成。將滑動圓柱銷通過過盈配合裝入推拉桿內,然后整體裝在鏜刀體圓柱孔內,此時將止轉銷裝入鏜刀體內,并對正推拉桿上的滑動槽,再將刀頭旋轉座插入鏜刀體上的偏心凸臺上,邊前后拉動推拉桿邊轉動刀頭旋轉座,使滑動圓柱銷滑入刀頭旋轉座上的2個螺旋槽內,然后調整到位裝入止動銷,這樣推拉旋轉機構就安裝好了。此時,通過內螺紋圓柱銷將刀頭組件安裝在刀頭旋轉座上,將夾持桿擰緊在鏜刀體尾部,將手柄桿穿過夾持桿上的槽口擰入推拉桿螺紋孔內,將球頭把手裝在手柄桿另一端,將3個莫氏擋環、間隔環和鎖緊圓螺母依次裝入夾持桿內,將端蓋通過4個端蓋螺釘固定在夾持桿尾部,整個刀具安裝完畢。其中,止轉銷能有效平衡推拉桿受的扭矩防止轉動,并起到限位的作用;止動銷能防止刀頭旋轉座軸向竄動,并保證刀頭組件靈活旋轉;刀頭旋轉座尾部對稱布置的2個右旋螺旋槽與推拉桿前端過盈配合的滑動圓柱銷組成配合的螺旋機構,將軸向直線移動轉變為刀頭的正反旋轉運動,實現了刀具的徑向自動伸縮。
該設計巧妙地將直線移動轉變為螺旋轉動,再將螺旋轉動轉變為偏心臺上刀頭的旋轉運動,從而實現了刀頭的徑向伸長和縮短;同時,采用雙刀片模型一次穿過φ32細長深孔加工出履帶板內側5×30°倒角和2×45°倒角,既避免了細長刀桿大懸臂加工剛度不足的問題,又解決了頻繁更換刀片加工費時費力的問題,使加工效率和加工質量得到大大提高。其突出的優勢體現在:1)徹底解決了φ32細長深孔中部內側5×30°倒角和2×45°倒角無法有效加工的難題;2)刀具結構新穎,剛度好,滿足深孔加工技術要求;3)采用模塊化、柔性化設計思想,刀頭模塊可根據加工要求靈活更換、把手鎖緊擋環可根據刀頭旋轉角度需求靈活調整更換;4)工人操作使用方便,避免了過多生產等待浪費,效率得到明顯提升;5)刀具制造成本低,在批量生產時,經濟效益尤為突出。
4 刀具在機床上實際使用效果
刀具采用模塊化設計,裝配結構簡單,在機床上操作使用方便,加工時推動把手并轉動擋環鎖定即可。之前采用車床CD6140A加工一塊新型一體結構履帶板內側30°倒角和45°倒角耗時30 min(包括頻繁裝拆刀片和操作準備時間),加工成本約60元(包括人工成本和刀具費用),加工質量穩定性差。采用新開發刀具一次進退刀后,可以高效率完成30°倒角和45°內側倒角處的加工。經大批量生產驗證表明,加工1件耗時2 min,平均加工成本約15元,加工效率提高了15倍,單件成本也降低了4倍多,滿足了高效率、低成本生產需求。
5 結語
通過對新型一體結構履帶板內側倒角加工的系統研究,積累了對兩端小中間大異形孔零件加工的經驗,特別是徑向伸縮刀具的創新性開發設計,結構簡單、巧妙實用,給解決此類問題提供了一種新方法、新思路,也遵循“從理論到實踐,在實踐中驗證理論的正確性”的科學認知過程。此類刀具的功能可以進一步地研究推廣和拓展,具體包括:1)可以根據不同孔徑加工要求,將此類刀具系列化、標準化開發設計;2)可以靈活更換刀頭組件(見圖7),加工兩端小中間大中部帶有圓柱面、圓角R、倒角C等異形孔;3)可以根據加工需求,靈活更換莫氏擋環,精確控制刀頭0°~180°任意旋轉角度狀態切削加工;4)在推拉桿后面配置數控伺服進給系統,可實現軸向和徑向聯動走刀加工,甚至能解決兩端小中間大中部帶有圓錐面的異形孔加工問題。
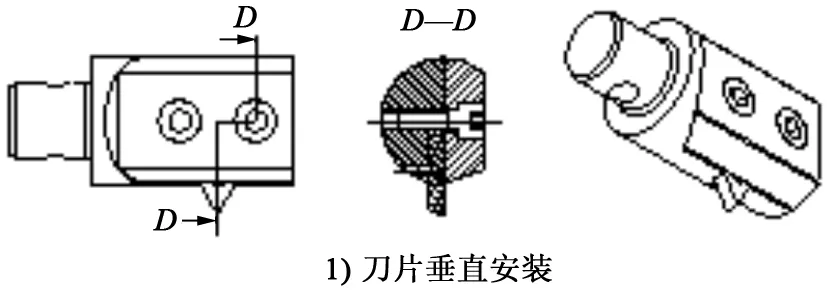
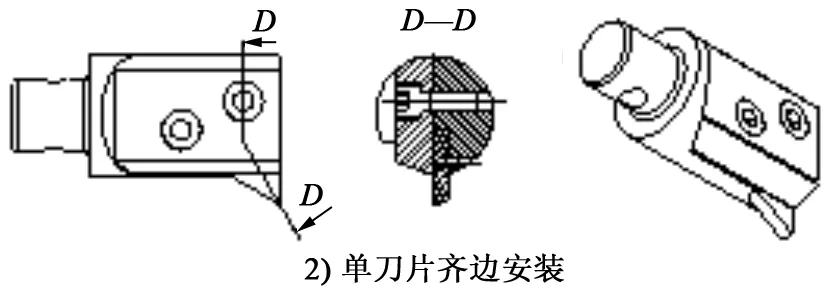
圖7 刀頭模塊化裝刀方案圖
總之,此類刀具的功能不僅局限于履帶板內側倒角加工問題,其附加功能和使用價值可進一步推廣與拓展運用。刀具結構的創新突破,為解決兩端小中間大中部帶有圓柱面、圓錐面、球面、清圓角和倒角等異形孔的加工問題,提供了一種新方法、新措施。
[1] 閻平,李樹梅.履帶板斷裂失效分析[J].金屬熱處理,2013,38(2):139-141.
[2] 田洪杰,高順德,肖華.履帶板受力情況分析[J].機械設計與制造,2011,4(4):226-227.
[3] 趙廣平.特種加工技術[M].哈爾濱: 哈爾濱工程大學出版社,2010.
[4] 龐俊忠,趙榮,吳伏家,等.超長精密內深孔加工[J].機械設計,2013,30(1):82-84.
[5] 馮之敬.機械制造工程原理[M].北京: 清華大學出版社,1999.
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50