電動輪廓儀示值誤差測量結(jié)果不確定度的評定
2018-02-08 09:19:22黃榮輝
價值工程 2017年35期
黃榮輝
摘要:表面粗糙度反映的是工件表面微觀幾何形狀的誤差,是幾何測量的重要領(lǐng)域,在對表面粗糙度進(jìn)行多參數(shù)定量評定過程中,電動輪廓儀的使用最為廣泛,本文重點(diǎn)介紹了觸針式電動輪廓儀示值誤差測量結(jié)果不確定度的評定,對表面粗糙度標(biāo)準(zhǔn)的推廣及電動輪廓儀技術(shù)的發(fā)展有著重大的現(xiàn)實(shí)意義。
Abstract: The surface roughness reflects the error of the microscopic geometry of the workpiece surface, which is an important field of geometric measurement. In the process of multi-parameter quantitative evaluation of surface roughness, electric profiler is the most widely used. It is of great practical significance to evaluate the uncertainty of the surface roughness standard and the development of the electric profiler technology.
關(guān)鍵詞:電動輪廓儀;不確定度;誤差
Key words: electric profiler;uncertainty;error
中圖分類號:TG84 文獻(xiàn)標(biāo)識碼:A 文章編號:1006-4311(2017)35-0149-02
1 概述
1.1 測量方法:參照J(rèn)JF1105-2003《觸針式表面粗糙度測量儀校準(zhǔn)規(guī)范》。
1.2 測量環(huán)境:溫度(20±3)℃,平衡溫度時間不少于4h。
1.3 測量標(biāo)準(zhǔn):Ra0.08,Ra0.40,Ra5.5μm多刻線標(biāo)準(zhǔn)樣板,測量不確定度(5~3)%,包含因子k=3。
1.4 被測對象:觸針式電動輪廓儀(見圖1),最大允許示值誤差有三種,分別為±7%,±10%,±15%。
1.5 測量過程:用一組多刻線樣板,分別依次對各擋垂直放大率和各行程長度(切除長度)進(jìn)行測量,在樣板工作區(qū)域內(nèi)的三個不同位置上各測量三次。取其平均值作為測量結(jié)果。
2 數(shù)學(xué)模型
3 輸入量的標(biāo)準(zhǔn)不確定度評定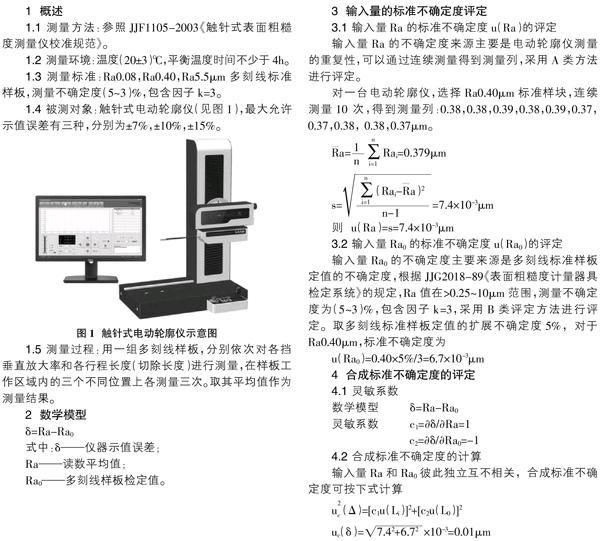
3.1 輸入量Ra的標(biāo)準(zhǔn)不確定度u(Ra)的評定
輸入量Ra的不確定度來源主要是電動輪廓儀測量的重復(fù)性,可以通過連續(xù)測量得到測量列,采用A類方法進(jìn)行評定。
3.2 輸入量Ra0的標(biāo)準(zhǔn)不確定度u(Ra0)的評定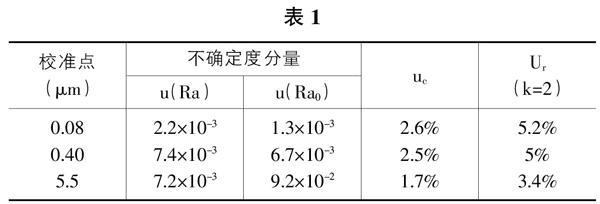
參考文獻(xiàn):
[1]酆智伶.T20型電動輪廓儀升降系統(tǒng)機(jī)械故障分析及修理[J].計量技術(shù),2002(11):55-56.
[2]王運(yùn)凱.基于電動輪廓儀的智能化數(shù)據(jù)采集系統(tǒng)研究[D].山東理工大學(xué),2008.
[3]姚靈.大中型精密鋼球?qū)S秒妱虞喞獌x的設(shè)計[J].上海計量測試,2009,36(1):2-4.endprint
