Ti(C,N)-Al2O3與40Cr焊接界面組織與接頭強度研究
2018-02-15 05:41:34李遠遠吳銘方
江蘇科技大學學報(自然科學版) 2018年6期
郝 辭,劉 飛,2,李遠遠,吳銘方*
(1.江蘇科技大學 先進焊接技術省級重點實驗室,鎮江 212003) (2.鎮江技師學院, 鎮江 212000)
陶瓷基復合材料(ceramic matrix composites)是由陶瓷硬質相與金屬或合金粘結相組成的非均質復合材料.Ti(C,N)-Al2O3陶瓷基復合材料主要以Ti(C,N)、Al2O3陶瓷顆粒為硬質相,以Ni、Mo、Co、Mo2C為粘結相,具有很高的硬度和耐磨性,同時又有良好的耐蝕性和化學穩定性,因此作為刀具材料和高溫結構材料應用廣泛[1].但是Ti(C,N)-Al2O3陶瓷基復合材料與結構陶瓷一樣屬于脆性材料,與金屬材料之間的線膨脹系數、彈性模量嚴重失配,焊接接頭易引發高梯度殘余應力[2-3],嚴重時甚至會在焊接過程中產生裂紋導致接頭完全失效.同時,Ti(C,N)-Al2O3陶瓷基復合材料與金屬材料之間還存在化學不相容性,常規液態金屬對Ti(C,N)-Al2O3陶瓷顆粒既不潤濕也不發生化學反應[4].
近年來,科研工作者對陶瓷與金屬的連接進行了較為廣泛的研究,連接方法主要涉及活性金屬釬焊[5-6]、瞬間液相擴散焊[7]、固相擴散焊[8]、自蔓延高溫合成[9]等.文中借鑒國內外陶瓷與金屬連接的研究成果,重點研究不同焊接方法和焊接工藝條件對焊接接頭界面微觀組織及元素擴散行為的影響規律.
1 試驗材料與方法
選用Ti(C,N)-Al2O3陶瓷基復合材料和40Cr鋼作為基體材料,采用線切割加工成φ8.0 mm×20 mm的圓棒,并將待連接面打磨至2 000目.中間層材料是厚度為30 μm的Cu73Ti27、Ag72Cu28共晶箔,同時為了降低焊接過程中產生的殘余應力,在Cu73Ti27和Ag72Cu28之間用500 μm的Cu箔作為緩沖層.所有材料焊前經金相砂紙研磨并用超聲波丙酮清洗,按照Ti(C,N)-Al2O3/30 μm Cu73Ti27箔/500 μm Cu箔/30 μm Ag72Cu28箔/40Cr的裝配方式置于真空爐中進行輔助脈沖電流液相擴散焊和常規釬焊.輔助脈沖電流液相擴散焊的工藝參數:溫度為880、930℃,保溫3、6、10 min,軸向壓力為1MPa,直流電脈沖占空比(ON/OFF)12/2,升溫速率為100℃/min;常規釬焊的焊接工藝參數:溫度為930、980℃,保溫6、10、30 min,升溫速率不高于10℃/min,焊后隨爐緩冷,焊接過程中真空度為1×10-3Pa.
焊接結束后,采用線切割截取尺寸為8 mm×8 mm×3 mm微觀組織分析用樣品.采用HNO3∶HCl∶HF(體積比為20∶1.75∶3.25)腐蝕液腐蝕樣品以顯示微觀組織.焊接接頭微觀組織、元素分布分析使用SEM、EPMA和EDS測試.
2 試驗結果與分析
2.1 接頭微觀組織分析
圖1為輔助脈沖電流液相擴散焊焊接接頭微觀形貌的SEM二次電子圖像,焊接工藝參數為加熱930℃,保溫3 min.其中,圖1(a)反映了接頭整體連接效果,圖1(b)為圖1(a)的局部放大圖.從圖1(a)可以看出:復合材料與銅箔界面和銅箔與40Cr界面均反應充分,組織致密,無顯微空洞等微觀缺陷.從元素分布EPMA測試可以看出,Ti元素在Ti(C,N)-Al2O3陶瓷基復合材料一側界面含量激增,一方面是因為中間層材料中含有一定量的Ti元素;另一方面是因為Ti元素在Ti(C,N)-Al2O3陶瓷基復合材料一側界面發生了偏聚,在Cu箔側界面含量陡降,并沒有向縱深擴散.焊縫中Cu元素含量很高,但是靠近Ti(C,N)-Al2O3陶瓷基復合材料界面處,Cu元素含量顯著降低,在陶瓷基體中,其含量已經極少,說明Cu元素在Ti(C,N)-Al2O3陶瓷基復合材料基體中的擴散能力很弱.
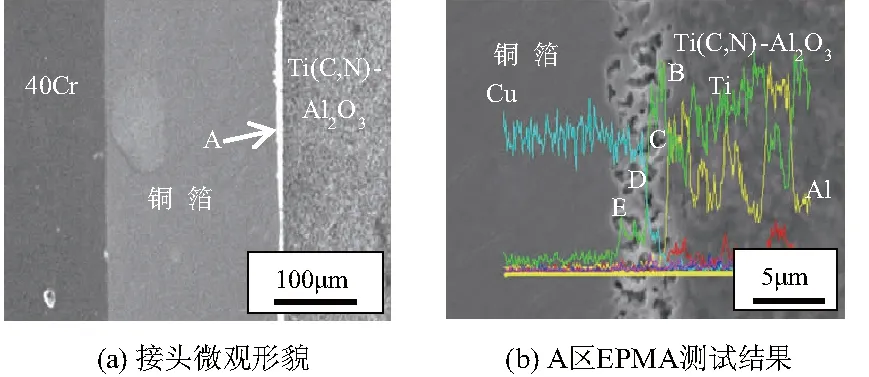
圖1 接頭微觀形貌及EPMA測試結果Fig.1 Interfacial structure and EMPAresults in bonding joints
為了進一步明確輔助脈沖電流液相擴散焊條件下焊縫區域的反應產物,借助EDS對圖1(b)中的特征點化學成分進行了測試,結果如表1.從圖1(b)可見,陶瓷基復合材料與銅箔之間的反應產物相主要由大塊的白色相和灰色相組成,結合表1能譜測試結果和相關研究成果,可以判斷白色相為Ti的固溶體,灰色相為Cu的固溶體,焊縫中并沒有發現Cu-Ti金屬間化合物.
輔助脈沖電流擴散連接工藝參數對焊縫組織及液相區寬度的影響如圖2.由圖2可以看出,隨著加熱溫度的提高和保溫時間的延長,焊縫組織及形態變化不大,僅僅表現為液相區變寬,在加熱溫度880℃,保溫3 min的條件下,液相區寬度約為2~3 μm,而在加熱溫度930℃,保溫3 min時,液相區寬度可達5~8 μm.同時,陶瓷基復合材料側焊接界面逐漸由清晰變為峰巒狀.
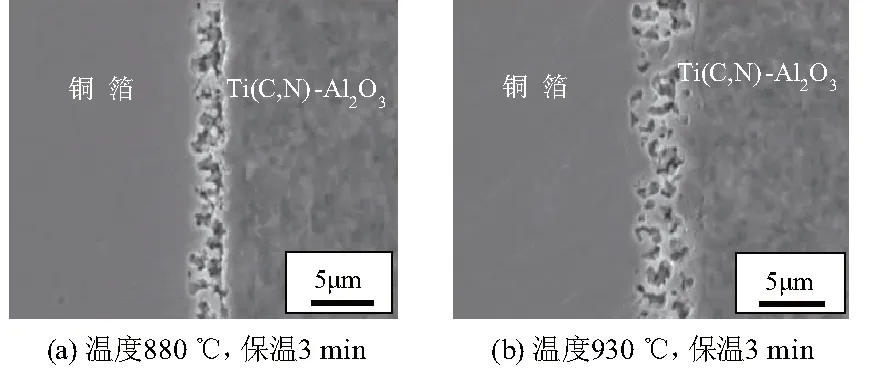
圖2 液相區形貌Fig.2 Microstructure of liquidus interface
對于采用輔助脈沖電流液相擴散焊Ti(C,N)-Al2O3/30 μm Cu73Ti27箔/500 μm Cu箔/30 μm Ag72Cu28箔/40Cr體系,由于脈沖電流存在集膚效應和偏聚效果,將產生附加電磁力,一方面可以達到細化晶粒的效果;另一方面,脈沖電流還可以干擾金屬原子的正常遷移規律,從而實現改善組織的效果[10].這和文中所述Ti元素在Ti(C,N)-Al2O3陶瓷基復合材料一側界面發生偏聚的實驗結果一致.通過以上分析可以認為,在輔助脈沖電流作用下,Cu、Ti元素的遷移速度發生了變化,一定程度上抑制了焊接界面處Cu-Ti金屬間化合物的生成.
圖3為常規釬焊接頭微觀組織形貌及元素擴散,焊接工藝參數為加熱930℃,保溫10 min,從圖3(a)可以看出,與輔助脈沖電流液相擴散焊相比,焊縫寬度明顯變窄;從圖3(b)中發現,Ti(C,N)-Al2O3陶瓷基復合材料與釬料之間存在顯微裂紋.借助EPMA對元素擴散情況進行分析,測試結果顯示,Cu元素含量在金屬陶瓷一側界面(即圖中所標G處)發生陡降,同時Ti元素也在該區域出現含量減少的現象,而在焊縫中心位置,Ti元素的含量又有所回升,因此推測,在Ti(C,N)-Al2O3陶瓷基復合材料一側界面生成了Cu-Ti金屬間化合物.同時在陶瓷基復合材料基體中,Cu元素含量相比輔助脈沖電流液相擴散焊更低,因為顯微裂紋的存在,使得Cu元素的擴散能力更弱.
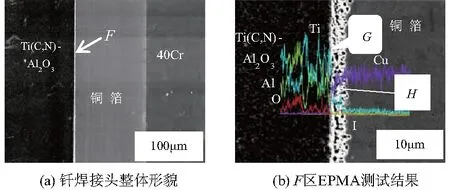
圖3 常規釬焊接頭元素擴散及微觀組織形貌Fig.3 Element diffusion and microstructurein conventional brazing joint
為了明確是何種化合物,對圖3中特征點的化學成分進行EDS點掃描測試,測試結果如表2.結果顯示,釬縫主要由大塊的銅固溶體組成,但是在靠近金屬陶瓷界面處的G點,生成了TiCu2,這進一步證實了文中關于Cu-Ti金屬間化合物的猜測.
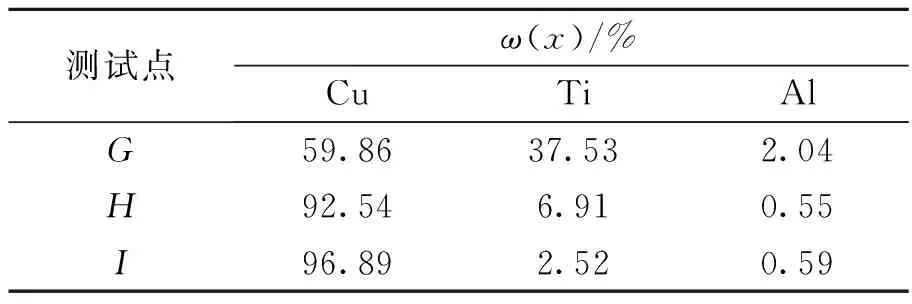
表2 真空釬焊特征點能譜分析
對于常規釬焊,由于釬焊溫度較高,保溫時間較長,且沒有脈沖電流對元素擴散行為的影響,焊縫中易生成大量Cu-Ti金屬間化合物,這些金屬間化合物極易成為裂紋源形核的薄弱環節.
2.2 接頭強度及其影響因素
為了進一步驗證輔助脈沖電流液相擴散連接陶瓷基復合材料與40Cr的有效性,對焊接試樣進行了4點彎曲強度測試(每個試樣測試兩個彎曲樣品).圖4為接頭4點彎曲強度隨保溫時間的變化趨勢,從圖中可以看出,焊接溫度為880℃時,接頭強度σ隨保溫時間t的延長而逐漸增加,當保溫時間為3 min時,接頭強度僅為173 MPa,將保溫時間延長到10 min,接頭強度達到了215 MPa,這主要是因為隨著保溫時間的延長,元素的擴散更加充分,液相區寬度逐漸變寬;而當焊接溫度為930℃,保溫時間為10 min時,接頭的強度為236 MPa,反而低于保溫時間為6 min的強度260 MPa,這是由于在較高溫度和較長的保溫時間下,焊接界面的Cu-Ti金屬間化合物含量增多,接頭脆性增加,最終導致其力學性能下降,但仍高于保溫3 min時194 MPa的強度,總體上4點彎曲強度是隨著保溫時間的延長而增大,實驗結果符合預期.對常規釬焊接頭也進行了4點彎曲強度測試,結果表明,其強度明顯低于輔助脈沖電流擴散連接.如前所述,在常規釬焊中,金屬陶瓷一側的焊接界面生成了大量的Cu-Ti金屬間化合物,降低了接頭的力學性能.
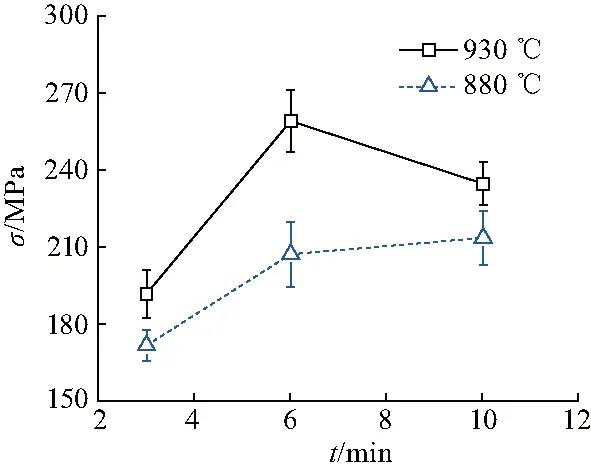
圖4 保溫時間對接頭強度的影響Fig.4 Effect of holding time on joint strength
焊接接頭的力學性能與斷口的宏觀和微觀形貌有著密切的聯系,為此采用SEM對焊接參數為880℃,10 min的4點彎曲樣品斷口進行了分析,如圖5.從圖5(a)中可以看出,在銅箔一側存在剝落的陶瓷基復合材料,厚度為幾個微米,說明裂紋在焊接界面萌生后并沒有在焊接界面擴展,而是進入陶瓷基復合材料近界面區域發生失穩擴展.這說明焊接工藝參數選擇恰當,即輔助脈沖電流液相擴散焊可以在較低溫度下實現陶瓷基復合材料與40Cr鋼的可靠連接,并具有較高的接頭強度.
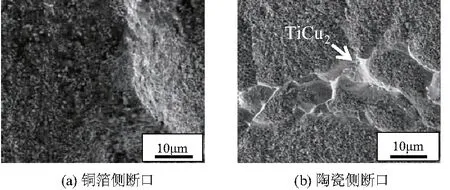
圖5 880℃,10 min斷口形貌Fig.5 Fracture of joints at 880℃, 10 min
此外,從斷口中檢測到少許的TiCu2金屬間化合物,和該試樣保溫時間較長有一定的關系.
通過以上分析可以認為,采用輔助脈沖電流擴散焊可以在較低溫度和較短保溫時間的條件下實現陶瓷基復合材料與40Cr鋼的有效連接,且具有較高的接頭強度.主要原因在于,通過施加脈沖電流,整個焊接過程中僅在界面區域產生瞬間高溫,而基體材料始終處于相對較低的溫度,加之采用Cu箔作為釋放殘余應力的緩沖層,將焊接接頭的殘余應力降到一個較低的水平.同時,脈沖電流也干擾了金屬原子正常的遷移規律,增加了銅固溶體含量,減少了Cu-Ti金屬間化合物的含量,從而大大提高了接頭強度.
3 結論
(1) 采用輔助脈沖電流擴散連接Ti(C,N)-Al2O3陶瓷基復合材料和40Cr鋼,可以在較短的焊接時間和較低的焊接溫度下獲得強度較為穩定的焊接接頭,4點彎曲平均強度在180~260 MPa之間.
(2) 降低焊接件整體加熱溫度可以有效緩解接頭殘余應力,脈沖電流能夠改變焊縫溶體中原子擴散行為,有助于改變界面金屬間化合物的生長特性,降低焊縫中Cu-Ti金屬間化合物的含量,進而達到改善焊接接頭性能的效果.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2020年13期)2020-08-24 08:22:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
纖維復合材料(2018年3期)2018-04-25 07:22:58
制造技術與機床(2017年5期)2018-01-19 02:49:17
電子測試(2017年11期)2017-12-15 08:57:13
制造業自動化(2017年2期)2017-03-20 14:26:13
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
設備管理與維修(2015年12期)2015-04-09 06:57:24
