活塞彈簧垂直度對制動缸輸出力的影響
2018-03-06 02:25:38楊靖,陰宇
鐵道機車車輛 2018年1期
楊 靖, 陰 宇
(北京縱橫機電技術開發公司, 北京 100094)
螺旋壓縮彈簧在機械結構中應用十分廣泛,它能夠通過形變來存儲能量,作為機構緩解的動力,或者作為動力機構的緩沖裝置,保證機構的穩定性和可靠性。壓縮彈簧是機械結構中非常重要的零部件,隨著我國國防工業的發展及軍事裝備的機械化、自動化,圓柱螺旋壓縮彈簧被廣泛使用,它具有儲存及傳遞能量、復位等功能。彈簧在工作中長期處于受壓狀態,容易導致卡牢、恢復不到位、壓力不足甚至變形等異常情況,從而影響機械結構的精度及壽命[1]。良好的彈簧同心度和垂直度是保證協調運動的前提。影響圓柱螺旋壓縮彈簧垂直度的因素很多,彈簧端面磨削是其中之一。圓柱螺旋彈簧兩端面的磨削和機械制造行業中的端面磨削有著共同點,但又有不可忽視的不同之處。圓柱彈簧是以支撐圈和有效圈組成的一種彈性零件,它以彈性為主。由于彈簧端面在磨削中受到一定的磨削壓力,使彈簧微量變形,磨削完畢后即產生回彈,影響其垂直度和平行度。彈簧在雙端面磨床上磨削時,彈簧件因受磨削砂輪的壓力而微量變形的情況是這樣的:在磨削狀態下彈簧件軸線垂直于端面,磨削完成并撤去壓力后會出現回彈而造成幾何偏差(回彈量與磨削進刀量成正比)。彈簧件軸線的垂直度對彈簧負荷有著直接的影響[2]。
彈簧的同心度和垂直度檢測是壓縮彈簧生產流程中的重要環節。現有對彈簧同心度和垂直度檢測的方法,主要使用標尺或標準塊靠模法[3]。針對于傳統彈簧外觀檢測方法效率較低,王黎萌和丁洪萍開展了基于機器視覺的彈簧組件外觀檢測的研究[4]。一系彈簧是機車轉向架上的重要零部件,其工作應力高,平面度、平行度、垂直度等相關技術參數都高于其他車型同類彈簧。徐偉和蔣志斌對其進行了工藝研究,將一系彈簧生產工藝裝備在原有生產線的基礎上進行改造,新增數控卷簧機、氣氛保護加熱爐等相關設備以滿足實際生產的需要[5]。于繼銀則對精密矩形截面彈簧的各項尺寸參數進行分析研究[6]。
1 圓柱螺旋壓縮彈簧設計計算[7]
彈簧剛度計算式為
(1)
其中F為彈簧負荷;f為彈簧變形量;G為材料切變模量;d為鋼絲直徑;D為彈簧中徑;n為彈簧有效圈數。
彈簧切應力計算式為
(2)
其中K為曲度系數,K值按式(3)計算:
(3)
其中C為彈簧旋繞比。
2 活塞彈簧垂直度對制動缸輸出力的影響
2.1 制動缸輸出力超差原因分析
制動缸活塞彈簧屬于圓柱螺旋壓縮彈簧。當向制動缸充氣時,活塞克服活塞彈簧運動,施加制動力。制動缸輸出力計算公式簡化為:
F0=F1-F2-F3
(4)
其中F1為主動力,即向制動缸充入的壓力;F2為活塞彈簧力值;F3為其他摩擦阻力。
根據式(4)可以得出,當活塞彈簧力值偏小時,會使制動缸輸出力增大。在實際生產中出現制動缸輸出力超出上限,其主要原因是活塞彈簧力值偏小造成。將制動缸拆解,測量活塞彈簧自由狀態下力值符合圖紙要求,將彈簧轉動不同角度重復測量力值基本沒有變化。經過仔細研究彈簧安裝工況和多次試裝發現了原因。活塞彈簧組裝時兩端均有限位,如圖1所示,活塞彈簧2下端組裝在活塞3的凹槽內,上端套入缸蓋5的圓臺外側,彈簧壓縮時通過活塞筒4導向,因而活塞彈簧的運動受到了活塞和缸蓋共同的影響。在組裝時,當彈簧放置的角度不同時,彈簧壓縮力值不同。

1-剛體;2-活塞彈簧;3-活塞;4-活塞筒;5-缸蓋。圖1 活塞彈簧組裝示意圖
2.2 活塞彈簧垂直度對制動缸輸出力的影響
經過分析,造成這種現象的原因是彈簧垂直度較大。圖紙垂直要求為國標2級精度[8],即彈簧自由高的5%。由圖2可以看出,圖2(a)活塞彈簧垂直度為6 mm,圖2(b)為按照國標1級精度重新卷制垂直度為3 mm的活塞彈簧。

圖2 活塞彈簧
將不同垂直度的活塞彈簧分別組裝到活塞中,可以看到活塞彈簧與活塞筒之間的間隙不同,從圖3可以明顯的看出垂直度為6 mm的彈簧與活塞筒之間的間隙很不均勻。為了定量判斷垂直度對彈簧力值影響的大小,將活塞彈簧組裝到活塞與缸蓋后放在彈簧機上測量,如圖4所示。下壓缸蓋,使活塞彈簧變形,記錄指定壓縮量下的彈簧力值,然后將活塞彈簧連同缸蓋旋轉90°,目的是保證彈簧一端定位保持不變,壓縮相同高度再次記錄彈簧力值,間隔90°旋轉,共記錄4點力值。從表1的測量結果可以發現,垂直度為6 mm的彈簧,4點力值的一致性非常差,其中2點與4點的力值相差最大,達到151 N。而垂直度為3 mm的彈簧,4點力值的一致性非常好,變化最大值僅為24 N。從測量結果可以判斷,對于垂直度比較大的彈簧,當組裝位置不同時,會造成彈簧壓縮力值相差較大,而對于垂直度比較小的彈簧,其壓縮力值不會因組裝位置的不同而相差較大。這就可以解釋在制動缸輸出力試驗過程中同一批次的活塞彈簧(垂直度基本一致)部分出現力值超差,而拆解后將彈簧旋轉方向重新組裝后力值便能夠回到正常區間的現象。

圖3 活塞彈簧組裝到活塞上的情況

圖4 活塞彈簧組裝后測量力值
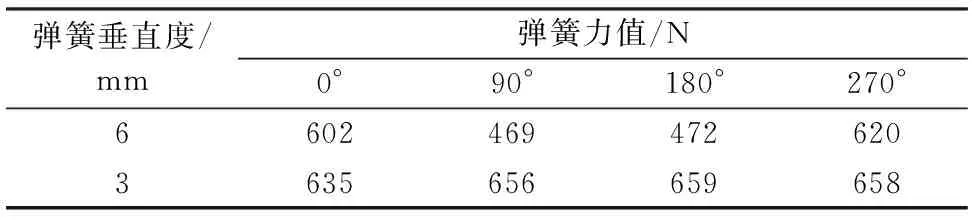
彈簧垂直度/mm彈簧力值/N0°90°180°270°66024694726203635656659658
2.3 改進彈簧工藝以保證垂直度要求
將活塞彈簧垂直度要求改為國標1級后,制動缸輸出力超差問題大大減少,但仍未完全根除,原因是彈簧批量生產過程中部分垂直度超差。進一步分析活塞彈簧,受到壓并高度和彈簧力值的約束,彈簧兩端無法實現并緊。圖5所示為彈簧端面磨削示意圖,當彈簧兩端沒有并緊時,在端面磨削時彈簧很容易發生傾斜變形。針對此問題,在滿足力值和中徑的要求下重新調整加工工藝,將自由高降低20 mm(如圖6所示左側彈簧),盡量使彈簧兩端接近并緊,從而可以最大程度保證垂直度要求。
為了能夠在組裝前判定彈簧各個方向力值一致性是否合格,制作了專門的測量彈簧力值工裝,工裝各部件尺寸完全模擬活塞彈簧的組裝環境,如圖7所示。

圖5 彈簧端面磨削示意圖

圖6 新試制降低自由高的活塞彈簧與原彈簧對比

圖7 測試彈簧力值工裝
3 結 論
通過試驗發現,在組裝過程中當彈簧放置的角度不同時,彈簧壓縮力值不同,這主要是彈簧垂直度較大造成的。通過對不同垂直度的活塞彈簧壓裝試驗可以得出:垂直度較小的彈簧轉動不同方向壓縮的力值變化較小,也就是說彈簧的壓縮力值不會因組裝位置的不同而相差較大。
[1] 胡偉,黃平,魏昕,等.圓柱螺旋壓縮彈簧檢測系統研究[J].機床與液壓,2008,36(11):112-114,144.
[2] 唐霖.圓柱彈簧的垂直度對選取總圈數的關系[J].汽車與配件,1984(4):38-39.
[3] 張玉綱,孫長庫.壓縮彈簧同心度垂直度在線視覺檢測系統[J].計算機測量與控制,2011,19(6):1281-1283.
[4] 王黎萌,丁洪萍.基于機器視覺的彈簧組件外觀檢測[J].可編程控制器與工廠自動化,2007(5):74-76.
[5] 徐偉,蔣志斌.一系彈簧工藝研究[J].中國機械,2015(6):88-89.
[6] 于繼銀.精密矩形截面彈簧的工藝研究[J].中國慣性技術學報,1989(0):107-116.
[7] GB/T 23935,圓柱螺旋彈簧設計計算[S].北京:中國標準出版社,2009.
[8] GB/T 1239.2,冷卷圓柱螺旋彈簧技術條件第2部分:壓縮彈簧[S].北京:中國標準出版社,2009.
