K-60型透明片材專用PVC樹脂的研發與生產
2018-03-07 10:56:56李欣平劉延斌陳亞軍賈俊樂
聚氯乙烯 2018年9期
李欣平,劉延斌,陳亞軍,賈俊樂
(河南神馬氯堿發展有限責任公司,河南 平頂山 467242)
中國平煤神馬集團河南神馬氯堿發展有限責任公司(以下簡稱神馬氯堿發展公司)第1期10萬t/a VCM聚合裝置有5臺70 m3聚合釜,采用美國古德里奇公司的70 m3聚合釜PVC生產技術,該技術較為成熟,可生產多種型號PVC樹脂。隨著PVC樹脂后續加工的不斷發展,特種樹脂因具有更好的加工性能等優點,需求量日益增長。為了提高企業的競爭能力,滿足更多用戶的需求,神馬氯堿發展公司自主研發了K-60型PVC樹脂。
K-60型PVC樹脂主要用于生產透明片材、食品包裝及替代有機玻璃制品等,其附加值高,市場售價較通用型PVC樹脂高出300~500元/t。生產該樹脂對技術要求很高,而且反應過程中壓力及溫度較高,不易控制,配方調整難度較大。
1 K-60型PVC樹脂生產工藝
1.1 PVC懸浮聚合工藝簡介
1.1.1 懸浮聚合反應機制
VCM懸浮聚合按自由基聚合機制進行,包括鏈引發、鏈增長、鏈轉移和鏈終止等基元反應。聚合時大分子自由基向單體鏈轉移顯著,成為決定PVC樹脂分子質量的主要基元反應[1]。
1.1.2 懸浮聚合工藝
在聚合釜內加入一定量的VCM和去離子水,在引發劑、分散劑及其他助劑的作用下,借助較強的攪拌作用,在一定的溫度和壓力下進行VCM聚合反應,反應結束后回收未反應單體,再經離心脫水、干燥得到產品。
VCM懸浮聚合工藝流程如下:配方設定→涂壁→涂后沖洗→加緩沖劑→加水和單體→混合調整→加分散劑A→加分散劑B→混合調整→加引發劑→反應監測→終止反應→出料→回收→汽提→回收→離心干燥。
1.1.3 預期產品指標
平均聚合度,680~750;表觀密度,0.55~0.57 g/mL;100 g樹脂增塑劑吸收量,14~17 g;殘留VCM含量,≤5 μg/g。
1.2 實驗室研發過程
在實驗室內用10 L聚合釜試驗生產K-60型PVC樹脂,并對產品進行表觀密度、黏數、增塑劑吸收量、篩余物質量分數等指標分析。
1.2.1 設備
主要設備為10 L聚合釜,其主要參數見表1。

表1 10 L聚合釜主要參數Table 1 Main parameters of 10-L polymerizer
1.2.2 主要工藝參數
VCM,4.50 L;去離子水,3.75 kg;分散劑,0.01%(相對于VCM質量);引發劑,0.02%(相對于VCM質量);反應溫度,(67±0.2)℃;聚合壓力,1.05 MPa;終止壓力,0.95 MPa。
1.2.3 主要原料規格
VCM,質量分數99.99%,含水質量分數≤200×10-6,含乙炔質量分數≤5×10-6,含鐵質量分數≤5×10-6;去離子水,脫氧脫鹽,pH值為6.5~7.5;緩沖劑,碳酸氫銨,含固質量分數為5%;引發劑,過氧化新癸酸異丙酯和過氧化新癸酸叔丁酯復合引發劑,含固質量分數為(50±1)%;分散劑,醇解度分別為72%和80%的PVA。
1.2.4 工藝流程
清洗干凈聚合釜,在釜內及攪拌器上涂刷防粘釜劑;將多余的防粘釜劑沖洗干凈,然后按配方加入緩沖劑、去離子水、引發劑、分散劑;加料完畢后,啟動真空泵,抽真空破氧后冷攪拌10~15 min,再加入VCM繼續冷攪拌10~15 min,加熱使其反應,通過調節冷水閥開度使反應溫度恒定;當聚合釜壓力下降0.15 MPa時,加入終止劑終止反應,攪拌10 min,回收VCM,放料取樣,烘干分析。
將實驗室產品分析結果與GB/T 5761—2006進行對比,并多次到下游透明片材生產企業進行技術交流,根據下游企業的實際需要,不斷調整助劑的用量和比例,最終獲得了適宜的配方。
1.3 70 m3聚合釜試生產過程
對10 L聚合釜試驗配方微作調整后,利用神馬氯堿發展公司現有70 m3聚合釜生產系統試生產K-60型PVC樹脂,并對產品性能進行分析。
1.3.1 生產設備
70 m3聚合釜參數見表2,此外還包括篩板式汽提塔和10萬t/a沸騰干燥床。
1.3.2 主要工藝指標
去離子水,32 m3;VCM,25 m3;分散劑,830×10-6(相對于VCM質量);引發劑,500×10-6(相對于VCM質量);反應溫度,(67.5±0.2)℃;聚合壓力,1.1 MPa;終止壓力,0.95 MPa;平均聚合度,680~750。
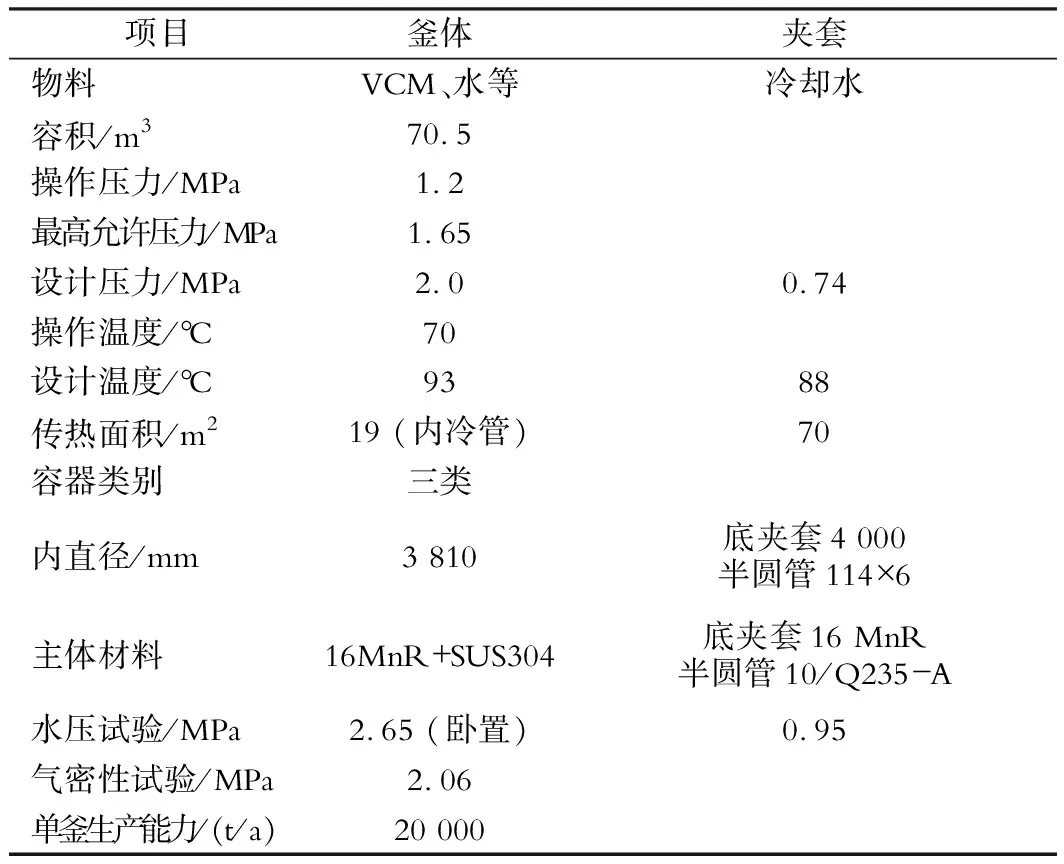
表2 70 m3聚合釜參數Table 2 Main parameters of 70-m3 polymerizer
1.3.3 主要原料規格
引發劑:低活性的Tx-36和中活性的EHP復合引發劑,含固質量分數為(50±1)%;除引發劑外,其他原料規格與實驗室原料相同。
1.3.4 工藝流程
向涂壁后的聚合釜內加入一定量的緩沖劑,再將冷、熱去離子水,回收單體和新鮮單體一起加入聚合釜內,在引發劑、分散劑等助劑的作用下,借助較強的攪拌作用,在一定的溫度和壓力下進行聚合反應。當釜內壓力下降0.05~0.1 MPa后,加入終止劑,攪拌15 min后開始出料,啟動出料泵出料至出料槽, 未反應的氣相單體通過釜頂回收管線經回收分離器分離出少量樹脂后,經壓縮機提高壓力后依次進入一級冷凝器、二級冷凝器冷凝成液態單體,送至回收單體槽重復利用。出料槽的冷漿料經螺旋板式換熱器與汽提塔塔底的熱漿料進行熱交換后進入汽提塔。漿料經汽提塔汽提除去殘留VCM后,輸送到漿料混合槽。脫除了VCM的漿料送至離心槽,經離心機脫水后進入干燥床進行干燥。干燥后的物料進入旋風分離器,經加料器進入旋振篩除去塑化片后進入包裝料倉,由自動化包裝機包裝為成品出售。70 m3聚合釜K-60型PVC樹脂生產工藝流程見圖1。
1.3.5 K-60型PVC樹脂分析結果
K-60型PVC樹脂黏數為85~90 mg/L,介于GB/T 5761—2006規定的SG7與SG8型PVC樹脂之間,神馬氯堿發展公司參考GB/T 5761—2006制定了K-60質量指標,并檢測了產品質量,結果見表3。

圖1 70 m3聚合釜K-60型PVC樹脂生產工藝流程
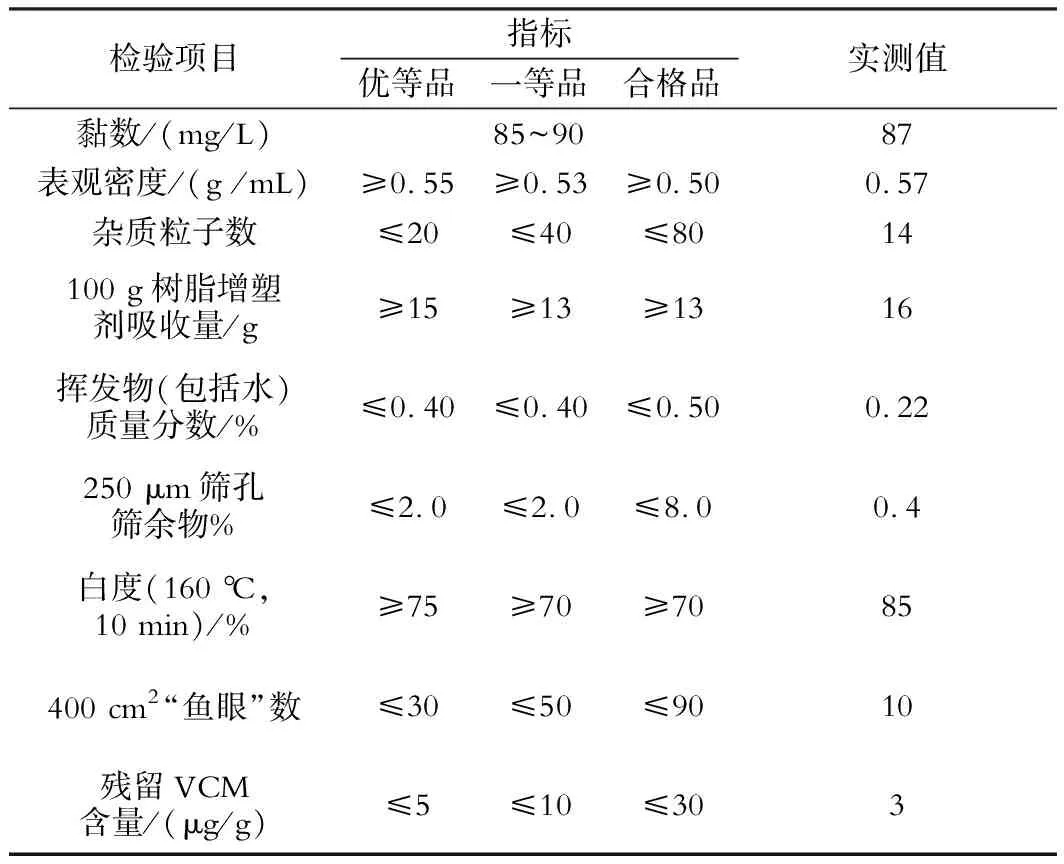
檢驗項目指標優等品一等品合格品實測值黏數/(mg/L)85~9087表觀密度/(g /mL)≥0.55≥0.53≥0.500.57雜質粒子數≤20≤40≤8014100 g樹脂增塑劑吸收量/g≥15≥13≥1316揮發物(包括水)質量分數/%≤0.40≤0.40≤0.500.22250 μm篩孔篩余物%≤2.0≤2.0≤8.00.4白度(160 ℃,10 min)/%≥75≥70≥7085400 cm2“魚眼”數≤30≤50≤9010殘留VCM含量/(μg/g)≤5≤10≤303
由表3可見:K-60型PVC樹脂達到了優等品質量要求。
2 70 m3 聚合釜K-60型PVC樹脂生產中的技術創新
(1)神馬氯堿發展公司70 m3聚合釜PVC生產系統采用美國古德里奇公司生產技術,其自動化控制技術較成熟,以完善的批量控制而著稱,在DCS中對生產工藝的批量控制不僅有為保證設備生產的安全而設置的大量聯鎖,還有一些復雜的控制算法,有利于實現安全、穩定、連續生產。
(2)采用醇解度不同的聚乙烯醇分散體系,保證了產品的顆粒形態,使粒徑集中,塑化性能更好[2]412-414。
在生產過程中選擇了二元和三元復合分散體系進行聚合試驗,制得的K-60型PVC樹脂的顆粒形態見圖2。由圖2可見:由于普通的二元復合分散體系(PVA+HPMC)的凝膠點較低,因此所得聚合物全部是透明的玻璃珠粒子,樹脂顆粒緊密,增塑劑吸收量極低,不能滿足加工要求。三元復合分散體系是在二元復合分散體系的基礎上加入低醇解度、低聚合度的油溶性PVA作為輔助分散劑,通過調整主輔分散劑的比例,使得到的PVC樹脂顆粒疏松度適中,“魚眼”少,粒度分布均勻,熱穩定性好。
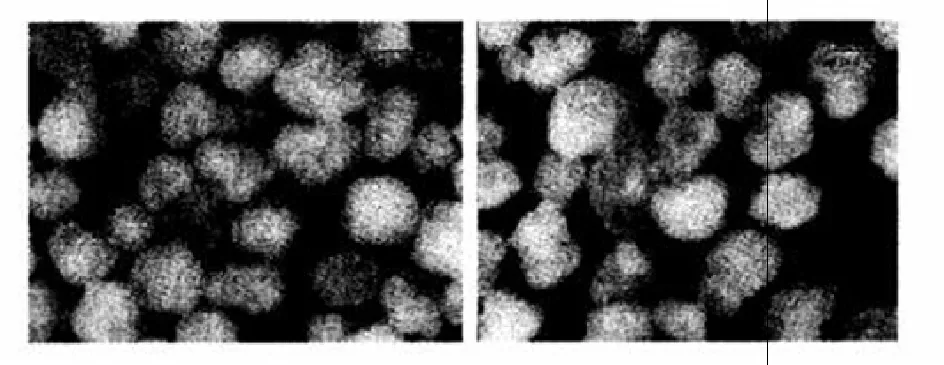
(a)采用二元復合分散體系
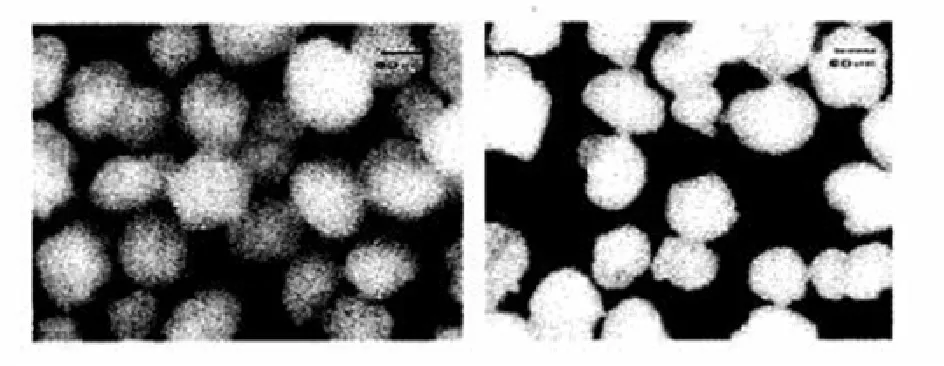
(b)采用三元復合分散體系
(3)選用兩種半衰期不同的水乳型復合引發劑,即中活性引發劑EHP和低活性引發劑Tx-36,通過反復試驗,對復合引發劑比例進行調整,控制聚合前期速度不要太快,避免二次聚合產生“魚眼”,影響下游加工制品的透明度。
一般情況下,聚合反應不是勻速的,通常在降壓前達到最大值,其傳熱能力應按最大反應速率來考慮,此時放熱速率最大,傳熱能力應滿足最大放熱速率的要求,而聚合反應速率與引發劑的種類及用量有直接關系,選擇并計算好引發劑種類和用量,可以獲得盡可能接近勻速的聚合反應速率[2]410-412。
(4)實現了等溫入料,進料結束后,在3 min之內即達到反應溫度,避免了副反應,提高了產品的優等品率。
一般的操作方法是入料后向夾套通入85 ℃左右的熱水,升溫到預定的溫度后開始聚合。其缺點是延長了聚合生產周期,聚合升溫時間約45 min;而且在此段時間內,聚合體系已經開始反應,容易造成分子質量分布較寬,影響產品質量。等溫水入料是在聚合釜加水時,將去離子水分為冷、熱2部分,按比例加入釜內。加水的同時,VCM也加入釜內。加料結束后,釜內溫度達到聚合反應溫度,省去了原來的冷攪及升溫時間,縮短了聚合輔助時間,提高了聚合釜的利用率。采用等溫水入料能避免副反應的發生,有利于反應體系內物料的均勻分散及節能降耗,提高了產品的優等品率[2]405-407。
(5)VCM聚合是一個強放熱反應,要保證聚合溫度的穩定,就需要用循環冷卻水帶走反應過程中的熱量,冷卻水對于維持聚合生產安全、穩定顯得尤為重要。許多PVC企業通過調整引發劑等方法縮短反應時間來提高產量,這就對冷卻系統提出了更高的要求。目前,神馬氯堿發展公司采用低溫差、大流量的循環水工藝來提高傳熱速率,當放熱量一定時,水流量越大,夾套進出口溫差越小。神馬氯堿發展公司利用DCS串級調節,應用多參數釜溫控制技術,保證聚合反應溫度的控制精度,使聚合生產安全、穩定、高效運行[2]419-420。
3 生產過程中出現的問題及改進措施
3.1 回收單元、汽提單元控制
由于K-60型PVC樹脂的分子質量小,顆粒細,故出料過程須增加消泡劑的用量。回收時應降低回收速度,確保回收過程不發生跑料現象。汽提塔的溫度和壓力不易控制,而且顆粒較緊密,不易脫除VCM,所以在操作過程中塔底溫度控制在110~120 ℃,塔頂溫度控制在95 ℃左右,確保殘留VCM含量符合國家標準要求。
3.2 干燥單元控制
鑒于K-60型PVC樹脂緊密度高、不易干燥的特性,為避免水分超標,氣流干燥管干燥溫度較SG5型PVC樹脂高10 ℃左右,干燥管出口溫度控制在70 ℃左右,干燥床溫度控制在65 ℃左右,再根據樹脂揮發物含量分析數據和實際生產情況進行調節。
4 結語
神馬氯堿發展公司K-60型PVC樹脂采用懸浮法生產工藝,研發過程經歷了3個重要的階段:第1階段小試獲得最合適的配方;第2階段由70 m3聚合生產系統試生產K-60型PVC樹脂,取樣分析表觀密度、聚合度、增塑劑吸收量、揮發物(包括水)含量等指標后,通過細微調整水油比、分散劑用量和比例,最終獲得達到優等品指標的PVC樹脂產品;第3階段利用神馬氯堿發展公司現有技術成熟、運行穩定的70 m3聚合釜生產系統批量生產K-60型PVC樹脂,產品經下游客戶使用,完全可以代替進口的乙烯法PVC樹脂加工透明片材,為國內電石法PVC企業穩定生產、走出困境提供了新思路。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國生殖健康(2019年2期)2019-08-23 08:12:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
